TM2243_僨儏傾儖儗乕儞儅僔儞愢柧帒椏YS24(DL)YS24X(DL).pdf - 第3页
MDOC - SOFT50073 3 1.概要 ANC 「同期搬送」 ANC 「非同期搬送」 搬送モード ANC 「レーン交互実装」 手段B) 搬送ロス ゼロ 「レーン交互実装」 手前レーンの基板・奥レーンの基板に対して順次実装を行います。 片側レーン実装中に搬送を行うことができ、搬送時間をゼロにすること が出来 ます。 また、部品が多く片側プレートに載せられない場合に設定します。 手段A)同一面 流動/表裏面前後流 動 以下の2つの…

MDOC
-
SOFT50073
2
1.概要
• デュアルレーンシステムの狙い
① 省スペース・省エネ
ライン1本のコストで、ライン2本分の能力
⇒次ページ手段Aにて実現
② 基板の表面・裏面同時流しによる中間在庫の削減・リードタイムの短縮
⇒次ページ手段Aにて実現
③ 搬送ロスゼロ化
実装点数の少ない基板は、生産時間の搬送時間比率が大きい
⇒次ページ手段Bにて実現
MDOC
-
SOFT50073
3
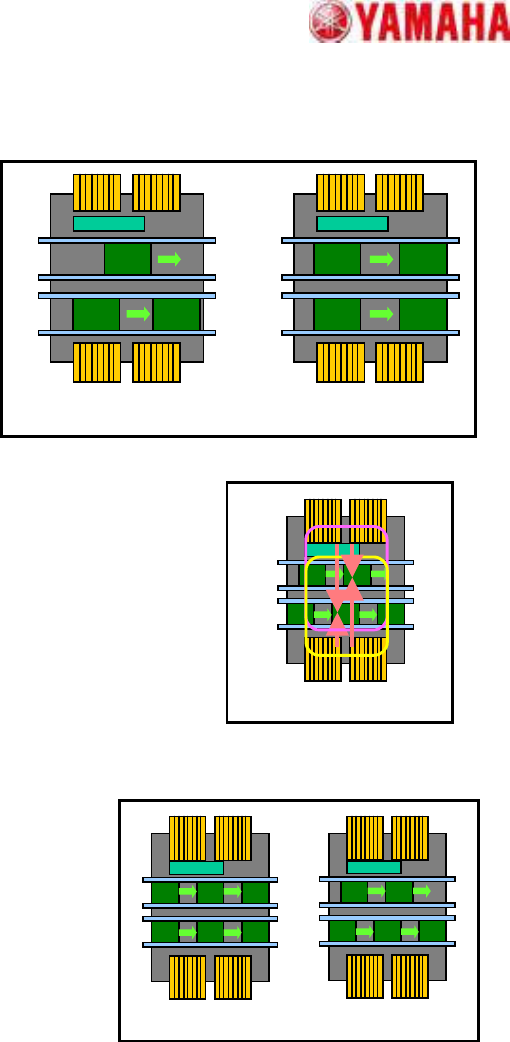
1.概要
ANC
「同期搬送」
ANC
「非同期搬送」
搬送モード
ANC
「レーン交互実装」
手段B) 搬送ロスゼロ
「レーン交互実装」
手前レーンの基板・奥レーンの基板に対して順次実装を行います。
片側レーン実装中に搬送を行うことができ、搬送時間をゼロにすることが出来ます。
また、部品が多く片側プレートに載せられない場合に設定します。
手段A)同一面流動/表裏面前後流動
以下の2つのオプションが選択可能です。
1. Type-1:同一面流動
2. Type-2:表裏面同時流動
別途、オプション設定ファイルが必要となります(納入時にインストール済み)。
「Type-1」が設定されているマシンでは、表裏面の基板の生産は行えません。
その他
「同期搬送/非同期搬送」の2つの搬送モードが選択可能です。
1. 同期搬送
実装開始・実装完了のタイミングを同期させます。
レーン交互実装との併用はできません。
搬出タイミングを同期させ、生産完了枚数をレーン毎に揃える場合に使用します。
2. 非同期搬送
各レーンがそれぞれの別のタイミングで動作します。
実装モード
「Type-1」
Type-1/Type-2
「Type-2」
A面
ANC
A面
B面B面
A面
ANC
A面
A面

MDOC
-
SOFT50073
4
• 基板データに関して
– デュアルレーンマシンでは、以下の基板データ形式が使用できます。
– 結合基板データ(CYGX)
• 両レーンを使用して生産を行う場合に使用します。
• 2つの基板データを1つのファイルにまとめた基板データ形式です。
• Y.FacTでのみ作成可能で、マシンでの新規作成はできません。
– 個別基板データ(YGX、VIOSなど)
• 従来の基板データ形式はそのまま使用可能です。
• 片側のレーンのみを使用して生産を行う場合に使用し、レーンを指定して読
み込みを行います(後述)。
• YGXを使用した場合、片側レーンは未使用となり、要求信号出力・搬送処理
などは動作しません。
1.概要