Test_Flow_for_Advanced_Packages_WhitePaper_1115.pdf - 第8页
ADV ANCED P ACKAGE TEST FLOW 8 unit is controlled by the test program which r eads the die temperature and regulates the A TC behavior . The thermal chuck design has to be op timized to avoid pushing down on passives, ma…
ADVANCED PACKAGE TEST FLOW 7
When devices are built using the advanced packaging technologies with multiple
components, each with a yield Y
i
, the combined yield can be represented as:
Y
combined
= Y
substrate
* Y
interposer
* Y
die1
* Y
die2
* Y
die3
*….
In such cases, where multiple dies are added to a device, it becomes necessary to test the
partially-assembled device after each die is added to the build to reduce scrap costs. For economic
reasons, OEMs may opt to skip testing the partially assembled units, when components of very high
yield are added to the build.
Testing partially assembled devices at FT and SLT while operating at full speed brings new
challenges to test, such as handling partially assembled units with exposed die. The risks added by
testing at this stage are chipped edges, cracked die or cracked packages. To keep device temperatures
under control, active thermal control systems are connected to chiller units to maintain constant
device temperature. Additionally, partially assembled devices require electrical insulation to prevent
shorting of exposed pads and the chuck during test.
Adapting Existing Equipment for Advanced Package Test
When testing advanced packages, OSATs prefer to leverage existing assets rather than invest
in one-of-a-kind testers or material handlers (see Figure 4). For interposer testing, the incoming
requirement at test is to have the thinned 100 µm interposer wafers mounted on a 700 µm glass
carrier. This allows standard probers to handle the interposer wafer as a full thickness wafer.
Testing active dies with small pad sizes and pitch, requires probers with 1 µm accuracy and
the ability to apply up to 400 Kg of force. Thermal control of the die is achieved by adding the
optional chiller units to the prober that allow the chuck temperature to be lowered to -40°C.
Standard handlers are equipped with active thermal control (ATC) heads with each head
having its own heater / chiller unit. In more sophisticated implementations, the active thermal control

ADVANCED PACKAGE TEST FLOW 8
unit is controlled by the test program which reads the die temperature and regulates the ATC
behavior. The thermal chuck design has to be optimized to avoid pushing down on passives, making
contact with exposed pads and applying uniform pressure on the exposed dies.
Figure 4: Test Insert Points for Advanced Packages
System Level Tests are usually performed on asynchronous handlers – meaning, each site test
state is independent of the other. Asynchronous handlers allow a device that has failed a test to be
removed and placed in the output tray and a new device inserted into that test socket. In addition to
the modifications needed for device handling and ATC, SLT requires hard disk duplication -
maintaining the same BIOS version and motherboard hardware versions across all test sites. SLT
executes the complete boot sequence and therefore results in long test times (90 to 300 seconds).
Long test time mandates high parallel testing to meet throughput requirements. It is common to run
12 sites in parallel using asynchronous handlers. In these systems, each site has its own tester, which
replicates the target application. This tester could be a PC for a CPU/GPU application or a cell phone
board for an applications processor. The key to successful SLT operations lies in the design on the
test executive that controls and communicates with each individual test site, consolidates test data
files and issues commands to the handler.
ADVANCED PACKAGE TEST FLOW 9
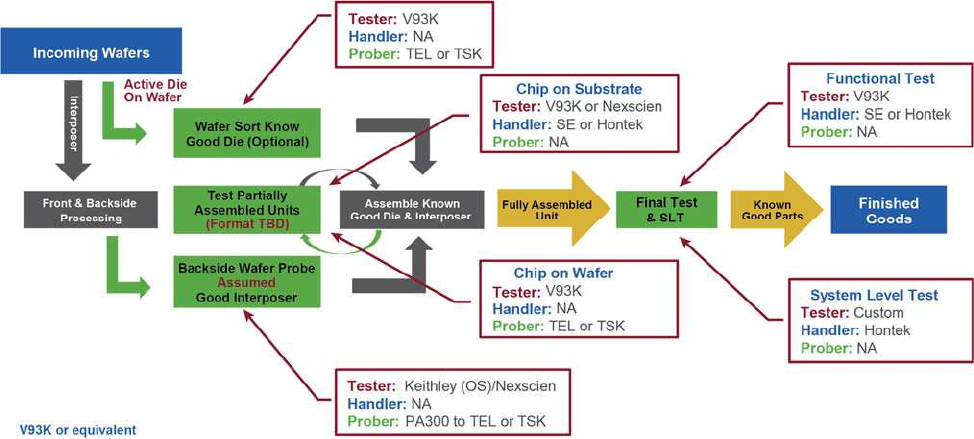
Universal Test Flow for Advanced Packages
Despite the differences of the build technique employed with SLIM, 2.5D or 3D, the test
flow in Figure 5 defines the universal test flow that can be taken when building such devices. The
test stages are green boxes, while the assembly / middle end of line (MEOL) processes are shown in
black. The incoming and outgoing from the OSAT are shown in blue. The red boxes define the test
equipment used at each stage with a description of the process or test stage.
Figure 5: Test Flow for Advanced Packages
Incoming wafers have two alternate test paths: active wafers are tested as full thickness
wafers and passive interposers with test structures are tested after thinning and mounting on a glass
carrier wafer. If the interposer wafer is tested on an automated prober with a wafer loader, care must
be taken to ensure the prober recognizes the notch on the wafer for orientation. During interposer
test, only the test structures’ connectivity is verified, and if found good, all interconnects on the
interposer die are assumed good.