KIC2000用户使用手册.pdf - 第79页
KIC 2000 v2.0.5.x KIC2000 用户手册 Page 79 例如 : 如果做曲线测量时使用了 6 个热电 偶,每个热电偶使用了 4 个数据统计 数据,那么那个曲线就有一组 24 个数据统计, PWI 就是这组曲线数据统 计的最糟值 ( 最高的百分率 ) 。图 3 显 示的是用户为每个单一热电 偶指定的临界统计。 ( 见图 3) PWI 的计算 计算制程工艺指数 : i =1 到 N ( 热电偶数量 ); j =1 to…
KIC 2000 v2.0.5.x
KIC2000 用户手册 Page 78
附录 A:
制程工艺指数
一个衡量你温度曲线性能的方法
问题
当普遍使用数据统计有效的方式来衡量你的贴片和印刷时侯,但却没有一个普遍可接受的方法来评估你
的温度曲线,也相当于说没有一个可等级化热工艺性能的衡量系统。一旦做一个曲线测量后,判断是否
这个曲线是在规格内还是超出了规格,也许会是主观地判断OK,好或真好。在追踪工艺性能方面,SPC或
QC通常都集中在曲线数据统计的单一或一个小范围,举例来说:在样板上的一个或两个热电偶的峰值温
度。制程工艺指数是用于等级化温度曲线和热工艺性能的数据统计方法。
定义制程工艺指数
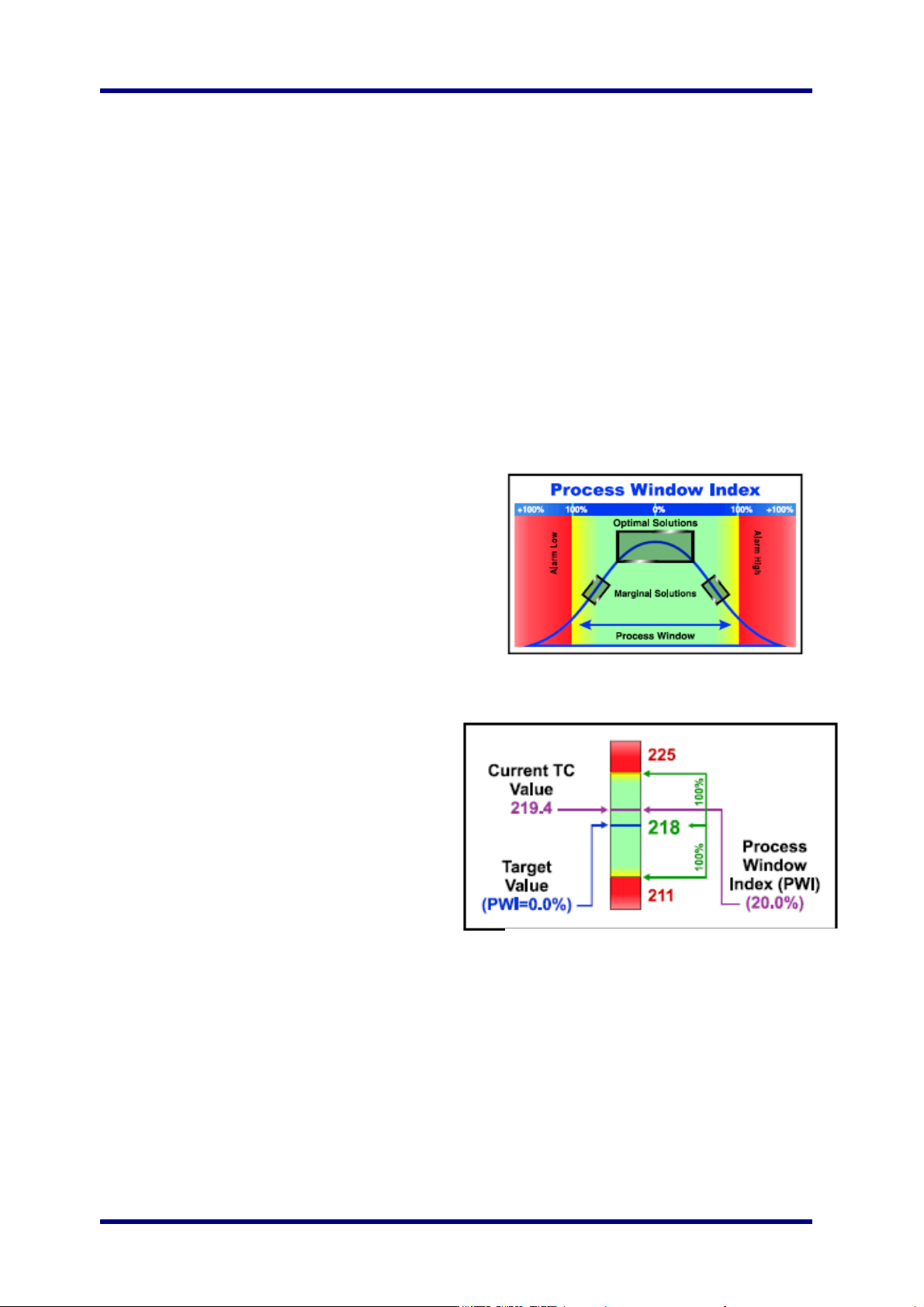
制程工艺指数是一个衡量标准,判断一个曲线是否符合用户所定义的工艺界限。 (见图 1)
制程工艺指数是通过按照怎样的曲线“符合”工艺临界
统计来等级化工艺曲线而得来的。没有任何一项参数超
出工艺临界统计的工艺曲线就会体现在制程工艺窗口
中。制程工艺窗口的中心值是零,临界值是99%。
制程工艺指数是100%或更大,这就表示这个曲线将不会在
规格内处理产品。99%的制程工艺指数表示曲线将会在规
格内处理产品,但是它非常靠近工艺窗口的边缘。
小于99%的制程工艺指数表示曲线在规格内,并且告
诉用户他们使用的制程工艺窗口的百分率是多少。
例如: 70%的PWI表示这个曲线使用的是70%的工艺规
格。
PWI 正确地告诉用户他们使用的曲线的制程工艺指数是
多少,曲线的完善程度。PWI值越低就代表曲线越好。
99%的PWI 是很危险的,因为它表示工艺很容易超出控制
大多数的用户寻找的是小于80%的PWI,并且普遍可以做
到曲线的制程工艺指数达到50%到60%之间(如果炉子有充
足的弹性空间和比较好的性能)
。
图 2 显示的是针对单一热电偶的峰值温度的制程工艺指数。对于整套曲线统计数据的制程工艺指数是以
在这套数据统计中最差的数据(最高数字)来计算的。
图 2: 制程工艺指数
(单一的数据统计— 一个热电偶的峰值温度)
图 1: 制程工艺窗口和PWI
KIC 2000 v2.0.5.x
KIC2000 用户手册 Page 79
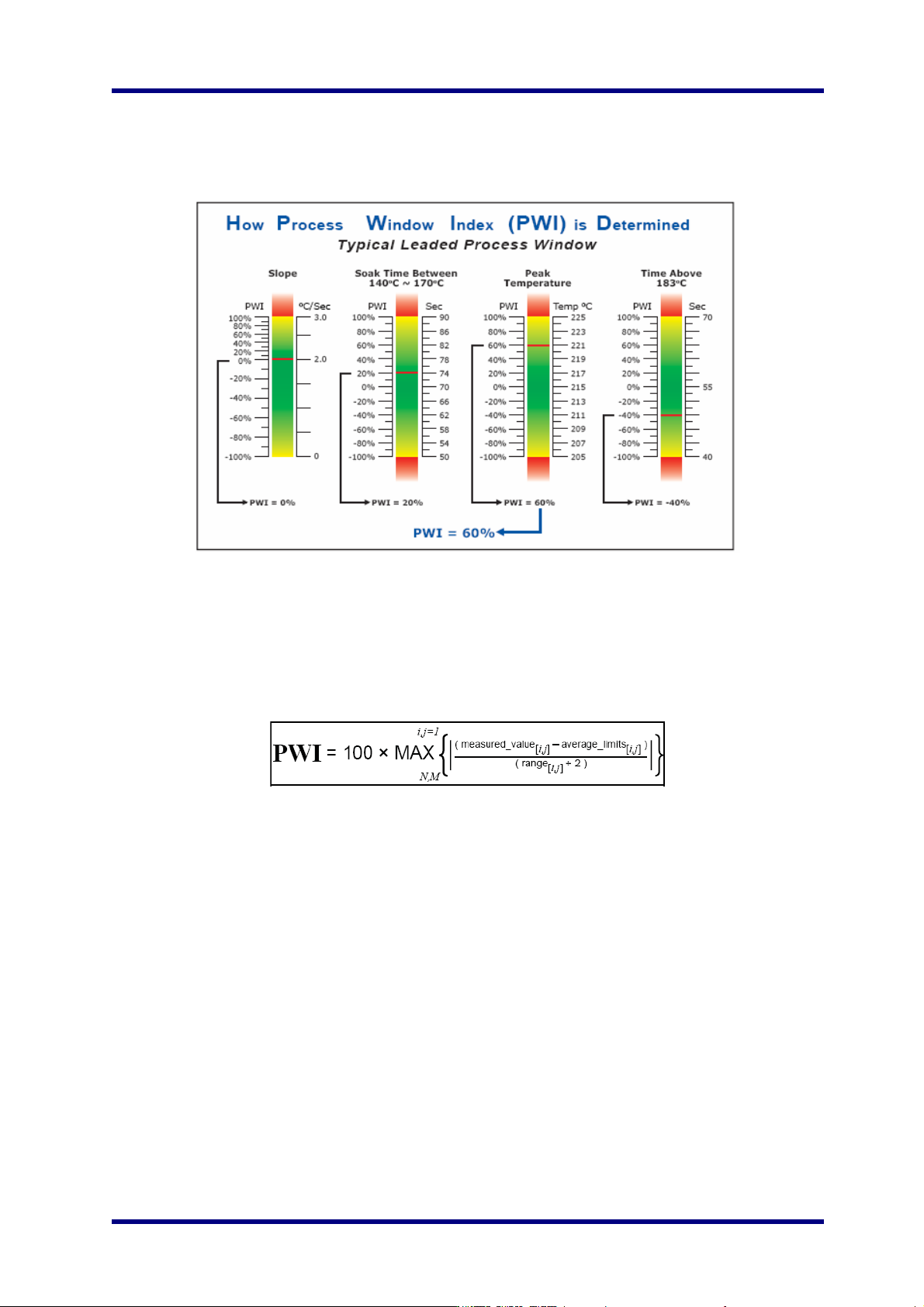
例如: 如果做曲线测量时使用了6个热电偶,每个热电偶使用了4个数据统计数据,那么那个曲线就有一组
24个数据统计,PWI就是这组曲线数据统计的最糟值(最高的百分率)。图3显示的是用户为每个单一热电
偶指定的临界统计。 (
见图
3)
PWI的计算
计算制程工艺指数: i=1 到 N (热电偶数量); j=1 to M (每个热电偶的数据统计数量); measured_value[i,j] 是第
[i,j]
的数据统计值; average_limits[i,j] 是第[i,j]数据统计的上限和下限的平均值; range[i,j] 是第[i,j] 个数据统计
的上限减下限。
表 1: 制程工艺指数公式
因此,PWI的计算包含了所有热电偶的数据统计。曲线的PWI值是曲线数据统计的最糟情况(最大的,或
所使用的制程工艺最高百分率),去它的值都比它小。
等级化温度曲线性能的好处
用制程工艺指数分析温度曲线有4大好处。第一,曲线很容易比较,用户能十分确定地使用他们工艺能达
到的最好的曲线。在使用PWI分析曲线之前,比较曲线是凭主观,用户不能为他们的产品确定出哪一个曲
线是最好的。PWI 为制程工艺改善提供了一个极好的机会,它的使用相零缺陷生产迈进了重大的一步。
第二个好处是PWI非常简单化了曲线测量过程。在使用这个先进的曲线测量工具时,所有的曲线统计数据
都归纳为一个连最没有经验的操作员也能看懂的简单数据(PWI)。这就意味着在节省培训花费方面有重大
意义并且降低了由于操作员的错误而导致的缺陷。更进一步的是相当于在数几分钟内,一个毫无经验的
操作员能使用最优化的曲线设置炉子,完成这给工作在以前往往要花费一个有经验的工程师几个小时。
图 3: 制程工艺指数
(
为单一热电偶提供多种数据统计并计算最终PWI
)
KIC 2000 v2.0.5.x
KIC2000 用户手册 Page 80
第三个好处是:因为PWI反映了整个曲线的性能,它比跟踪单一的数据统计提供了更好的工艺性能指示
器。当简单化数据收集和降低制程工艺控制的监控费用的同时,PWI为SPC和QC监控系统提供了极好的
数据。
最后,PWI给用户了一个简单的方法来比较热工艺的性能。在车间里的线与线之间,多个车间的制程工艺
之间和使用不设备的制程工艺之间都有可能用来比较。量化热工艺性能的能力提供了电子装配一个比较
他们焊锡设备性能的方法。这也在选择机器,buy off和工艺故障分析方面非常有价值。
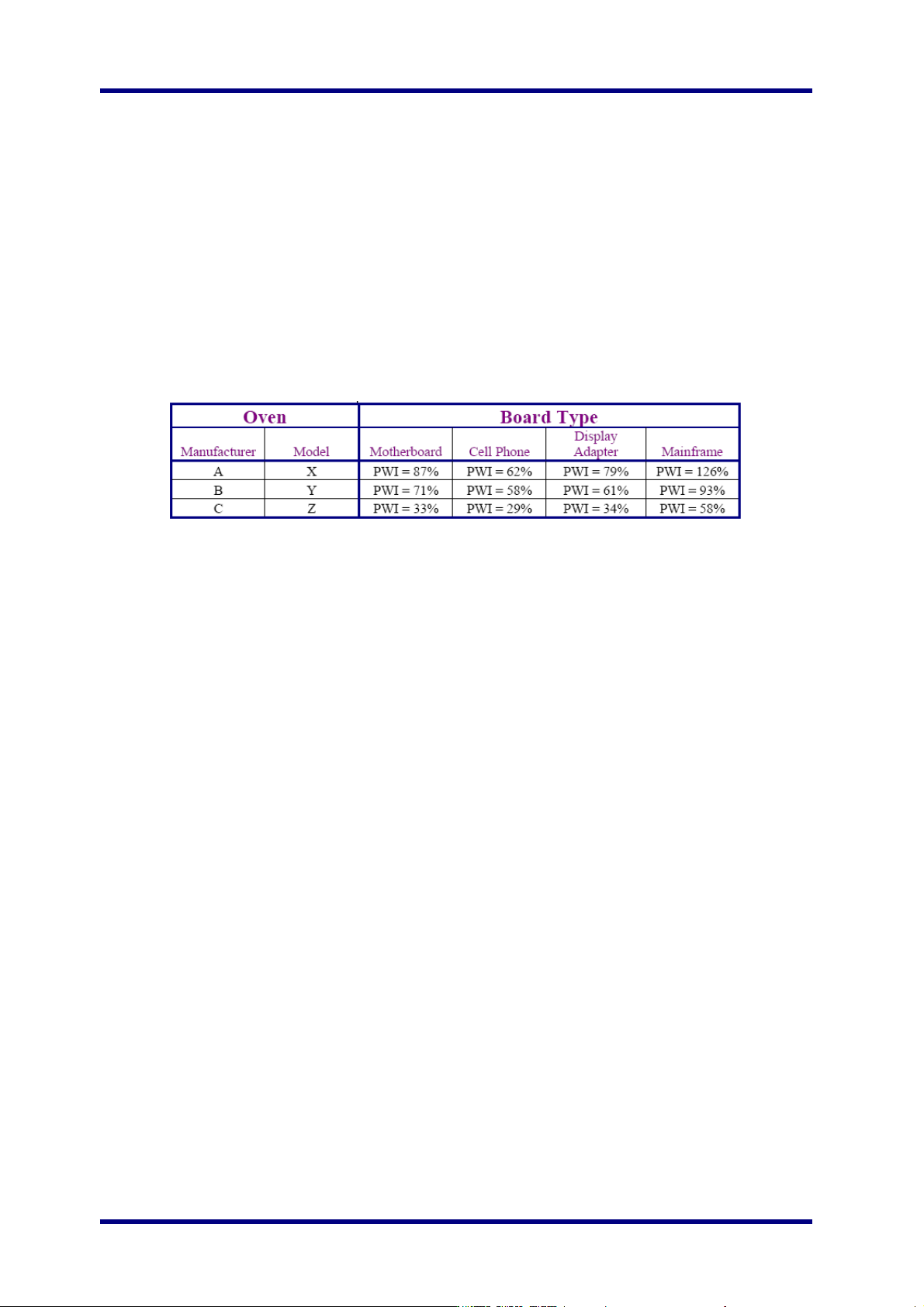
表 2 (下面)是使用几个大小的PCBs在做一系列的测试来比较炉子性能。每一个板都在所给炉子里做曲线
测量,然后使用自动化曲线测量工具来为所给炉子中的板寻找最优化的曲线。在更改了炉子参数设置并
且炉子稳定后,另外一个曲线测量用来确定是否达到了预测的PWI。下表显示的是不同制造商和型号的炉
子性能是有很大区别。在这个测试里,炉子C比炉子A和B有更多的温区,并且性能最好,是最好的。
表 2: 比较炉子的性能 – 可达到的最好的 PWI
结论
制程工艺指数的简单化使它具有数据统计工具有效性,它采用的工业标准明显地提供了一个改善焊锡工
艺的机会。上面讲述的优点指出它在分析焊锡工艺方面的价值,并却对忽略已久的焊锡工艺做出精确地
控制。比如无铅电子组装的到来也意味着电子组装不再满足于他们的焊锡工艺。久经世故的工具利用PWI
作为精确测量热工艺的标准将意味着更有效率的生产,改进的和简单化的工艺控制,和更高质量的最终
产品。