劲拓回流焊手册手册.pdf - 第39页
劲拓电子设备有限公司 第 38 页 共 66 页 NS 系列无铅回流焊机用户手册 (A1.0) 10. 维护与保养 一台好的设备合理地维护与保养,才能更好地发挥它的功能,焊出好的产品,延长使用寿命,请遵循以下方 面的维护保养准则: 1. 设备应放置在洁净的工作环境中,避免因灰尘等影响焊接质量; 2. 定期检查机器各处的润滑情况(具体见下表); 3. 开启机体罩,定期清洁炉膛,检查并清除排风口、抽风口内壁污垢,以保证清洁空气循环; 4. …
劲拓电子设备有限公司 第 37 页 共 66 页 NS 系列无铅回流焊机用户手册(A1.0)
9. 用户注意事项
1. NS
系列热风回流焊机应工作在洁净的环境中,以保证焊接质量;
2.
请不要在露天、高温多湿的条件下使用、存储机器;
3.
请不要将机器安装在电、磁干扰源附近;
4.
在使用前,请清理干净炉腔,不要将工件以外的东西放入机内;
5.
检修机器时,请关机切断电源,以防触电或造成短路;
6.
控制用计算机只供本机专用,严禁他用。严禁随意删改计算机所配置的数据文件、系统文件、批处
理文
件,以避免计算机系统控制混乱;
7.
机器工作时
UPS
应处于常开状态。
8.
经常检查
UPS
是否正常工作;
9.
温度设置不要低于室温,以避免机器信号灯塔红灯常亮;
10.
机器经过移动后,须对各部进行检查,特别是运输网带的位置,不能使其卡住或脱落;
11.
机器应保持平稳,不得有倾斜或不稳定的现象。通过调整机器下部六个脚杯,保证运输网链处于水平状
态,防止
PCB
板在运输过程中发生位移;
12.
操作时,请注意高温,避免烫伤;
13.
保证运输网链没有从下部的滚筒上脱落;
14.
检查
PCB
运输链条传动是否正常,保证其无挤压、受卡现象,保证链条与各链轮啮合良好,无脱落现
象;
15.
保证机器前部的调宽链条与各链轮啮合良好,无脱落现象;
16.
本机采用自动运输链润滑方式,必须采用高温润滑油,需定期检查油杯中的油量并及时补充;机器
运行
时多余的润滑油会滴入接油槽,请定期检查并及时清理;
17.
本机采用双电动丝杆开启炉体,需每月检查各转轴处的开口销固定情况,检查上下限位开关的有效性
并
保证各活动部件足够的润滑。
部分参数设置
限流保护器设定值为:运输限流为
0.64A
,调宽限流为
0.64A
,升降致动器限流为
4A
。
劲拓电子设备有限公司 第 38 页 共 66 页 NS 系列无铅回流焊机用户手册(A1.0)
10. 维护与保养
一台好的设备合理地维护与保养,才能更好地发挥它的功能,焊出好的产品,延长使用寿命,请遵循以下方
面的维护保养准则:
1.
设备应放置在洁净的工作环境中,避免因灰尘等影响焊接质量;
2.
定期检查机器各处的润滑情况(具体见下表);
3.
开启机体罩,定期清洁炉膛,检查并清除排风口、抽风口内壁污垢,以保证清洁空气循环;
4.
定期检查各发热器是否正常,如有损坏应及时更换;
5.
定期检查、清洁冷却风扇,保证其长期正常工作,以确保热风电机及电控箱内的电器组件正常工作而不致烧
坏;
6.
强制在回流焊机的两端抽风,抽风管道的空气流量要求达
10m3
/
min X 2
以上,以降低炉体温度并将废气全
部排出;
7.
检修时尽量在常温下进行。
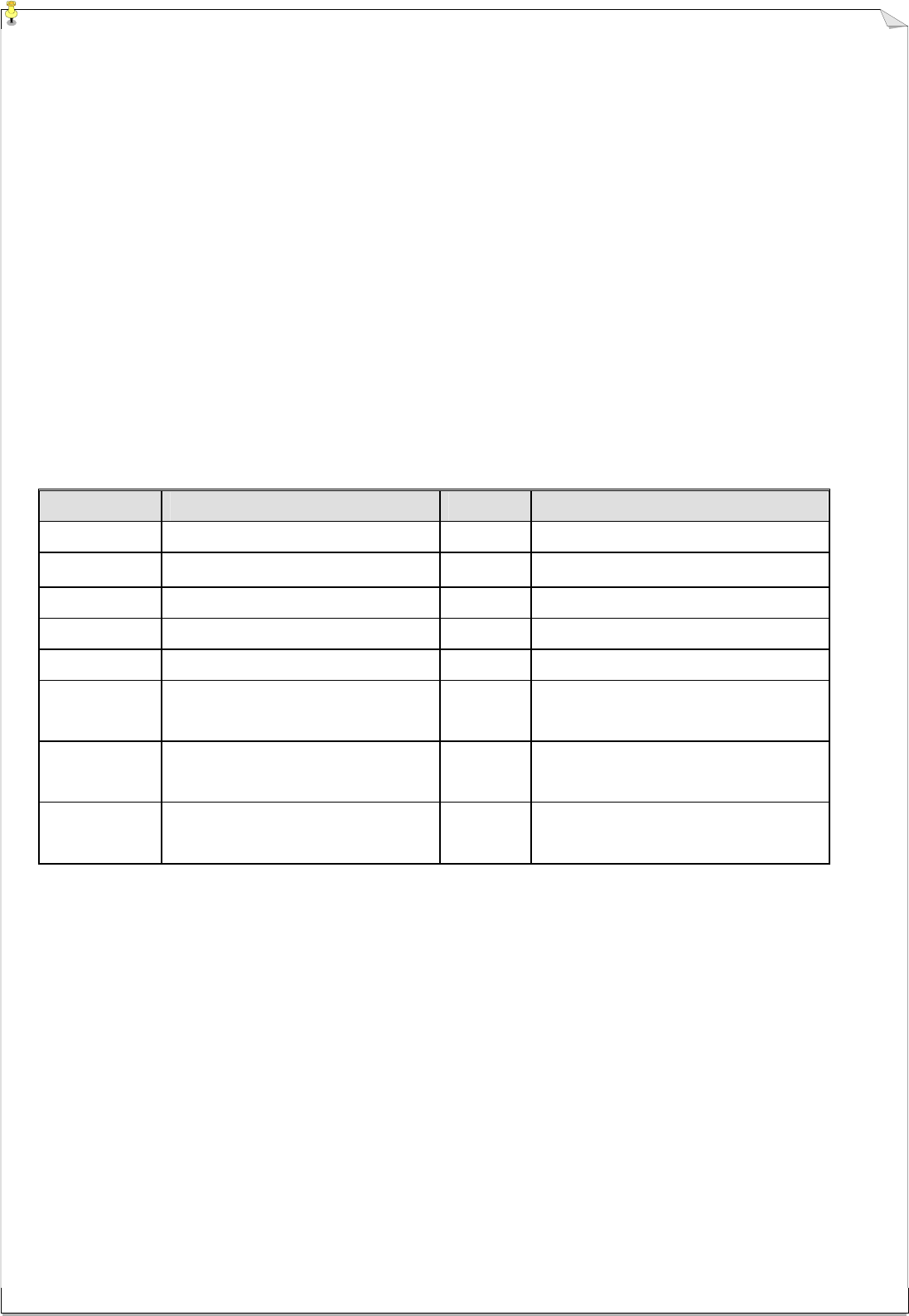
定期保养润滑表
润滑部位编号
说
明
加油周期 推荐用油型号
1
机头各轴承及调宽链条
每月
钙基润滑脂
ZG-2
,滴点
>80
℃
2
同步链条、张紧轮及轴承
每月
钙基润滑脂
ZG-2
,滴点
>80
℃
3
导柱、托网带滚筒轴承
每月
钙基润滑脂
ZG-2
,滴点
>80
℃
4
机头运输链条过轮用轴承
每月
钙基润滑脂
ZG-2
,滴点
>80
℃
5
机头丝杆及传动方轴
每月
钙基润滑脂
ZG-2
,滴点
>80
℃
6
PCB
运输链条
(
计算机控制自动滴油润滑
)
每天
杜邦
Krytox GPL107
全氟聚醚润滑油
(耐温
250
℃)
7
中间调宽丝杆及导轴
每周
杜邦
Krytox GPL227
全氟聚醚润滑
脂(耐温
250
℃),滴点
>300
℃
8
中间导轨支撑轴
每周
杜邦
Krytox GPL227
全氟聚醚润滑
脂(耐温
250
℃)
,
滴点
>300
℃
劲拓电子设备有限公司 第 39 页 共 66 页 NS 系列无铅回流焊机用户手册(A1.0)
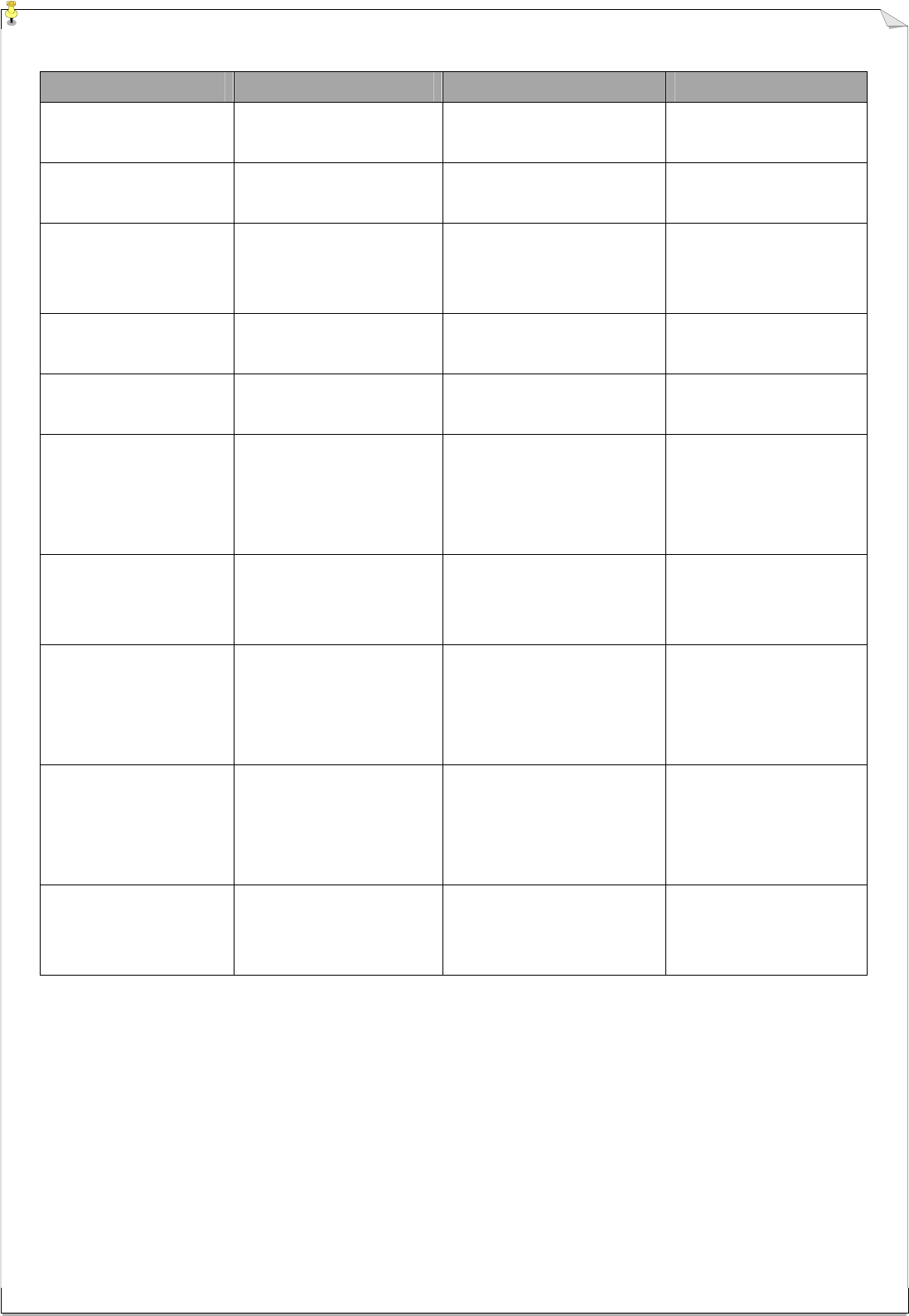
11.控制软件报警分析与排除
报警项 软件处理方式 报警原因 报警排除
系统电源中断 系统关闭加热
并把炉内
PCB
自动送出
外部断电
内部电路故障
检修外部电路
检修内部电路
热风马达不转动 系统关闭加热 热继电器损坏或跳开
热风马达损坏或卡死
复位热继电器
更新或修理马达
运输马达不转动 报警 热继电器跳开
调速器故障
马达是否卡住或损坏
复位热继电器
更换调速器
更新或修理马达
掉板 报警
PCB
掉落,或外部干扰
电眼损坏
把板送出
更换电眼
盖子未关闭 系统预报 上炉胆误打开
升降丝杆行程开关移位
关闭上炉胆,重新启动
重新调整行程开关位置
温度超过报警值 系统关闭加热 热电偶脱线
固态继电器输出端常闭
计算机
40P
电缆排插松开
控制板上加热指示常亮
更换热电偶
更换固态继电器
插好排插
更换控制板
温度低于报警值 系统处于等待状态 固态继电器输出端断路
热电偶接地
发热管漏电,漏电开关跳开
更换固态继电器
调整热电偶位置
维修或更换发热管
运输马达速度偏差大 报警 运输马达故障
编码器故障
控制输出电压错误
调速器故障
更换马达
固定好或更换编码器
更换控制板
更换调速器
启动按钮未复位 系统处于等待状态 紧急开关未复位
未按启动按钮
启动按钮损坏
线路损坏
复位紧急开关并按下启
动按钮
更换按钮
修好电路
紧急开关按下 系统处于停机状态 紧急开关按下
线路损坏
复位紧急开关并按下启
动按钮
检查外部电路