HM520_Operation(Chi_Ver1.0).pdf - 第20页
HM520 Ope rati on Handbook 3-1 第 3 章 本 Chapter 主要介绍生产作业顺序。 生产 C utting-edge Modular Mounter 准备生产 Ⅰ > 业 务检查 (业务 交班 的30分钟 前) 准备生产※Ⅰ 第 3 章 生产 本 Chapter 主要介绍生产作业顺序。 1. ※ 业 务检查 ( 业 务交 班的 30 分钟前 ) Step 1. 元 件 剩 余 量 的 检 查。 R…
第 2 章
本Chapter主要介绍电源供应方法及生产开始前的检验事项。
电源供应及暖机
Cutting-edge Modular Mounter
HM520 Operation Handbook
2-6
生产前准备程序 > 预机(Warming-Up)
生产前准备程序
电源供应及暖机
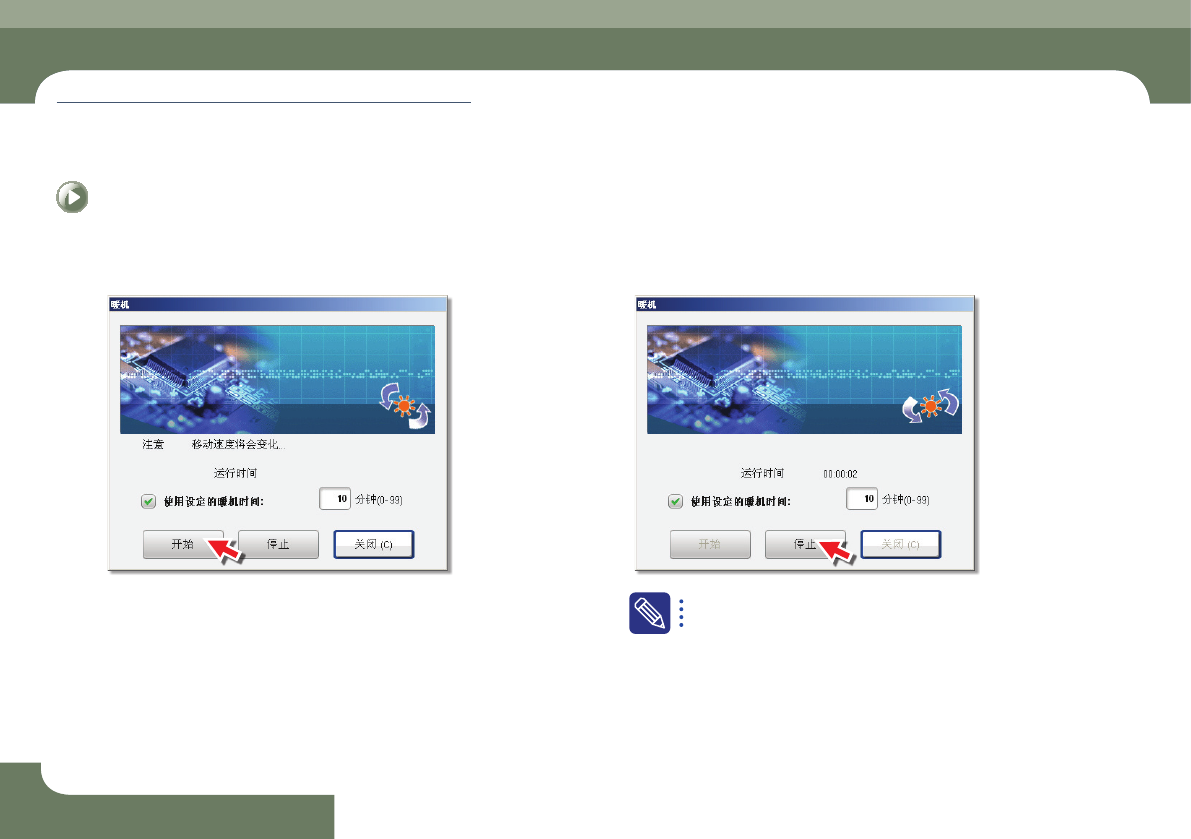
Step 3. 单击<开始>按 钮 :执 行 '预机运行'。 Step 4. 单击<停止>按 钮 :约 执 行 10分钟后结束对话框。
圈选<使用设定时暖机时间:>复选框,在右边的编辑框设置试运转时间后
进行试运转。
以分钟为单位输入试运转时间,设置为10分钟左右并且让其在该设置时
间后自动结束试运转。
HM520 Operation Handbook
3-1
第 3 章
本Chapter主要介绍生产作业顺序。
生产
Cutting-edge Modular Mounter
准备生产 Ⅰ > 业务检查(业务交班的30分钟前)
准备生产※Ⅰ
第 3 章
生产
本Chapter主要介绍生产作业顺序。
1.※业务检查(业务交班的30分钟前)
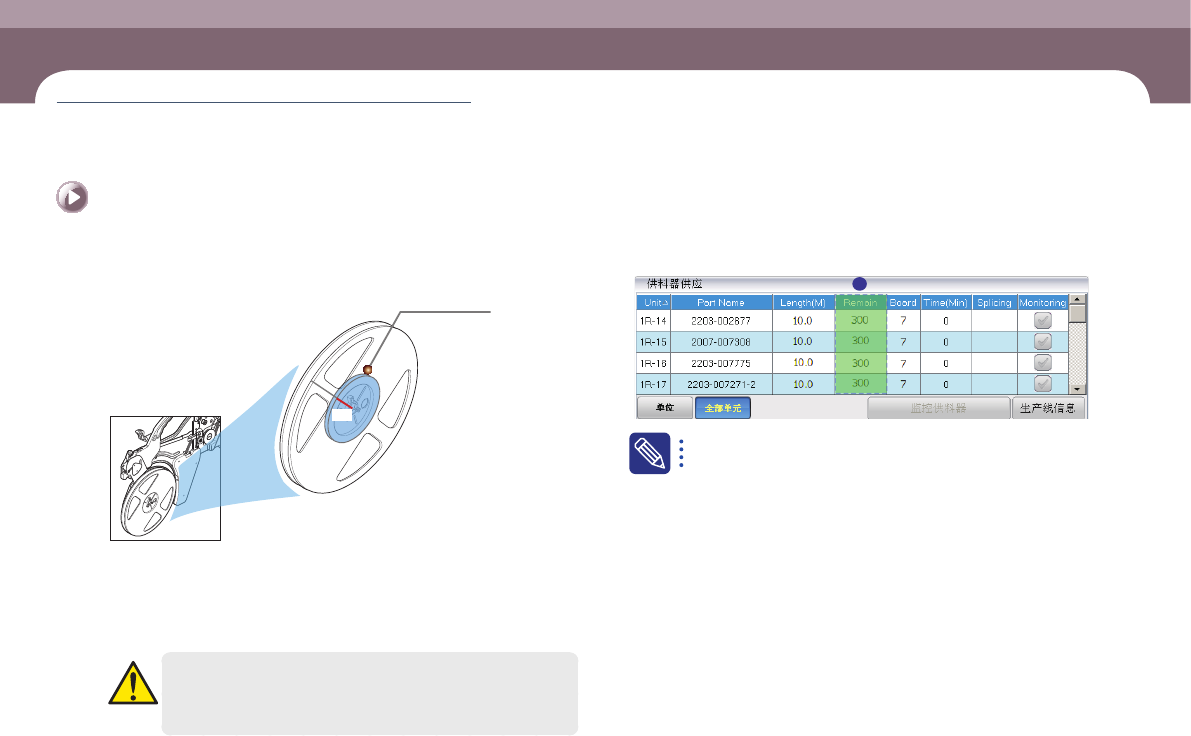
Step 1. 元件 剩余 量的检查。
Reel Tape
1/3
ㆍ 在一般情形下,确认料盘料带(Reel Tape)剩余量是否达到1/3以上,剩余量不到1/3
的元器件则需要事先制作元器件订货清单。
ㆍ 使用IT供料器时,在设备的MMI的生产画面以升序(▲)排列<Remain>列后,制作清
单列出可能最先耗尽的元器件。如果是升序(▲)排列,先显示可能最先耗尽的元器
件的数据。
注意
进行MMI的元器件剩余量计数时,必须在接合(Splicing)或更换料盘后
把其结果准确地反映到计数(Count)。
1
1号栏目显示的是当前供料器上载入的元器件料盘的元器件剩余量。
Step 2. 先前作业量的确认。
针对先前作业人员在作业期间发生的下列交接事项予以确认。
ㆍ 生产的PCB数量
ㆍ 当前作业中的元器件的信息(元器件剩余量信息、元器件订货及已确保的元器件信息)
Step 3. 作业特异事项的确认。
针对需要事先掌握的特殊作业条件检查其内容。
ㆍ PCB型号的变更、特殊定制PCB、适用特殊作业条件的项目的存在与否。
Step 4. 生产目标量的检查(每2小时记录一次生产目标量)。
准备生产※
Ⅰ
HM520 Operation Handbook
3-2
第 3 章
本Chapter主要介绍生产作业顺序。
生产
Cutting-edge Modular Mounter
准备生产 Ⅰ > 在ANC孔上配置吸嘴
准备生产※Ⅰ
生产
2.※在ANC孔上配置吸嘴
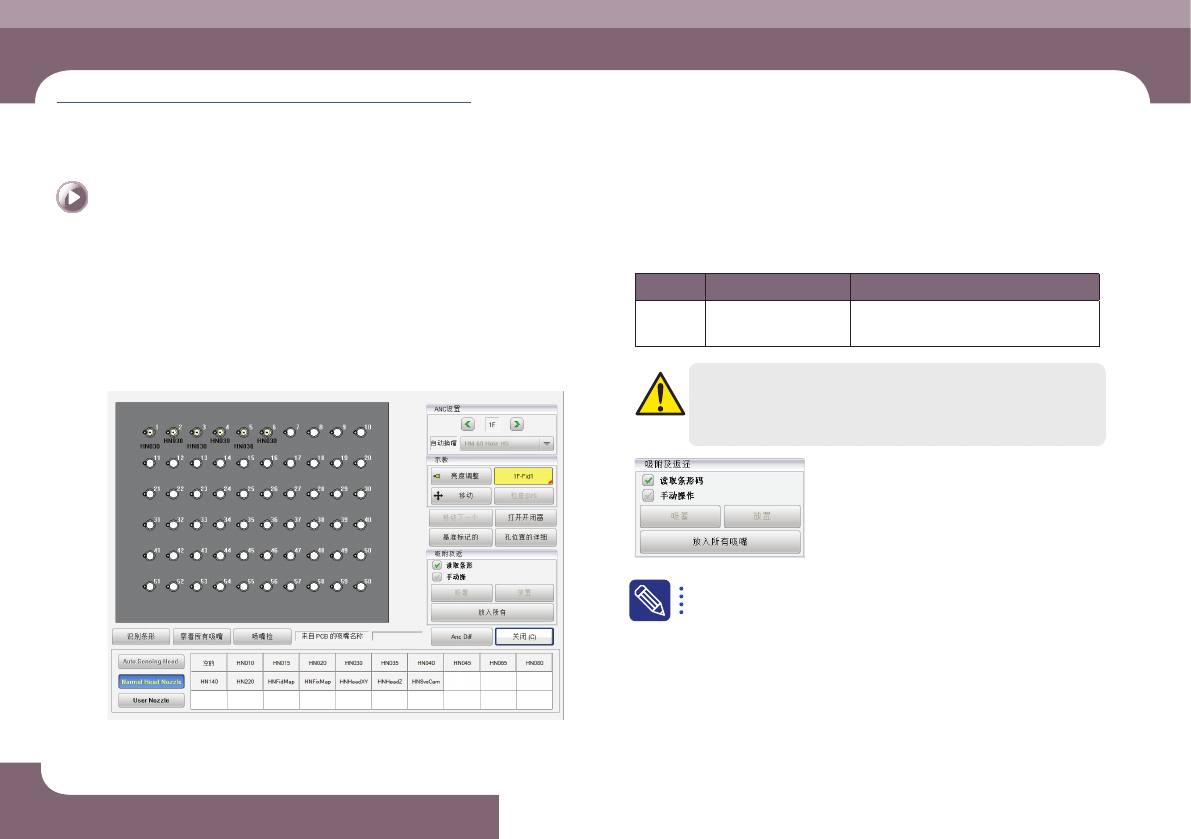
在预定ANC块 上 ,按 照 进 行 作 业 的 PCB文件的吸嘴配置信息以手动方式
事先在ANC孔上配置预定吸嘴。
如果没有预定ANC与 吸 嘴 ,则 下 载 PCB文件后以手动方式在ANC孔上
配置吸嘴。
◈高速贴装头用(HSH)
Hole No.
用途 适用吸嘴
1~60
一般吸嘴用孔
HN020, HN030, HN035, HN040, HN045,
HN065, HN080, HN140, HN220
注意
本设备使用的所有吸嘴都是需要按照一定方向插入孔里的方向性吸嘴。
在ANC孔上配置吸嘴时请注意。
ㆍ 本设备使用的所有吸嘴上都具备固有条形码,因此可以正确地识别
吸嘴。
ㆍ 需要在吸嘴插入吸嘴孔之前先识别吸嘴,则在"System ANC
Management"对话框圈选<Pickup Position and Return>领域的
<Read Barcode>复选框。
ㆍ 关于吸嘴配置,各贴装头的吸嘴类型与所适用的元件信息, 详见”1. 高
速贴装头用吸嘴(HSH)” (第7-4页)