HM520_Operation(Chi_Ver1.0).pdf - 第8页
设备各部分 名称 第 1 章 本 Chapter 介绍设备、操作面板及 MMI ( Man - Machine Interface )。 设备概要 C utting-edge Modular Mounter HM520 Ope rati on Handbook 1-1 设备各部分名称 第 1 章 设备概要 设备各部分名称 本 Chapter 介绍主机、 SMVision 窗口以及 MMI ( Man - Machine Interfac…
概要
Cutting-edge Modular Mounter
HM520 Operation Handbook
7
概要
作业
(Operation)
流程
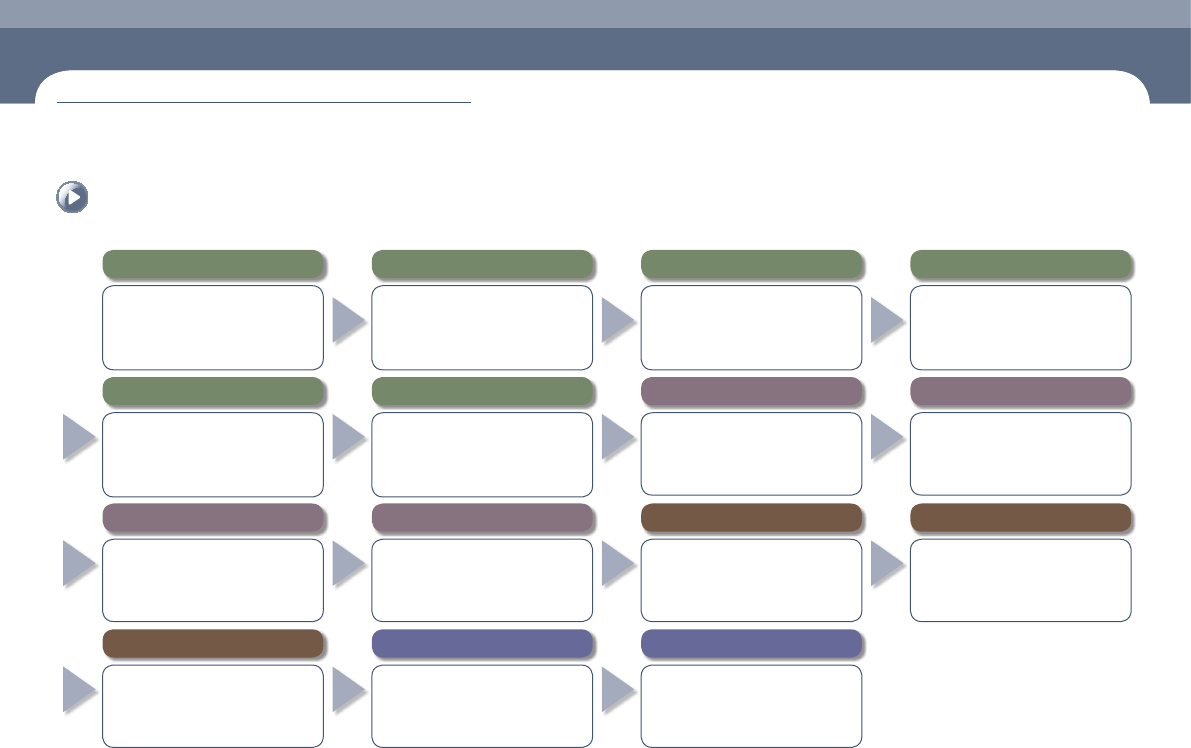
运转HM520 时的整 体 流 程 如下。
8.
打开PCB文件/查看工作
● 在开始作业之前,检查先前作业状
态并确认生产目标。
● 打开需要进行作业的PCB文件。
7.
生产前的准备
● 按照需要进行作业的PCB安装供料
器与吸嘴。
● 掌握供料器的元器件剩余量后,事
先订购可能会耗尽的元器件。
6.
暖机(Warming-Up)
● 为了提高设备的贴装精度,在作业
开始的约20分钟前进行Warming-
Up运转。
5.
执行回归原点动作
● 在示教盒或MMI画面单击"Home"
键执行回归原点动作。
1. 设备起动前的检验
● 气压 ● 额定电压
● 设备内部杂质 ● 安全护盖
● 检查设备周围的安全等事项。
4.
为设备的电动机供应电源
● 为了操作本设备而按下"READY"
按钮。
3.
MMI的初始化
● 执行了MMI后,程序将自动进行初
始化并且检查设备的各模组。
2.
打开主(Main)开关
● 沿着顺时针方向旋转设备正面的主
开关为设备供应电源。
9.
传送带及顶块(Backup※block)的设 置
● 调整传送带宽度。
● 安装顶块(Backup block),该顶块上
配置了支持PCB底面的顶针。
10.
.检查位置及示教
● 检查PCB原点。
● 检查PCB基准标记位置。
● 检查吸附点(Pickup Point)。
● 检查贴装点。
11.
生产PCB
● 选择MMI的"生产"菜单。
● 实行PCB D/L。
● 选择MMI的"开始"子菜单。
● 按下操作面板的"START"键。
12.
生产中检验事项
● 检查检查供料器的元器件剩余量。
●
检查元器件的匹配性(以
2
小时为周期)。
● 供料器的乙烯膜清除/清扫。
● Pickup不良供料器的监视。
13.
生产中的对应措施
● Pickup不良时的对应措施。
● 乙烯膜夹住时的对应措施。
● PCB夹住时的对应措施。
● 元器件耗尽时的对应措施。
14.
结束生产及更改作业
● 生产完毕后,选择"Finish"子菜单
完成生产。
● 如果需要生产其它PCB,则进行作
业变更的准备工作。
15.
关闭电源及清扫
● 单击"RESET"键。
● 单击"Exit"图标。
● 关闭主(Main)开关(逆时针方向)。
● 整理作业场所的周边环境。
设备各部分名称
第 1 章
本Chapter介绍设备、操作面板及MMI(Man-Machine Interface)。
设备概要
Cutting-edge Modular Mounter
HM520 Operation Handbook
1-1
设备各部分名称
第 1 章
设备概要
设备各部分名称
本Chapter介绍主机、SMVision窗口以及MMI(Man-Machine Interface)。
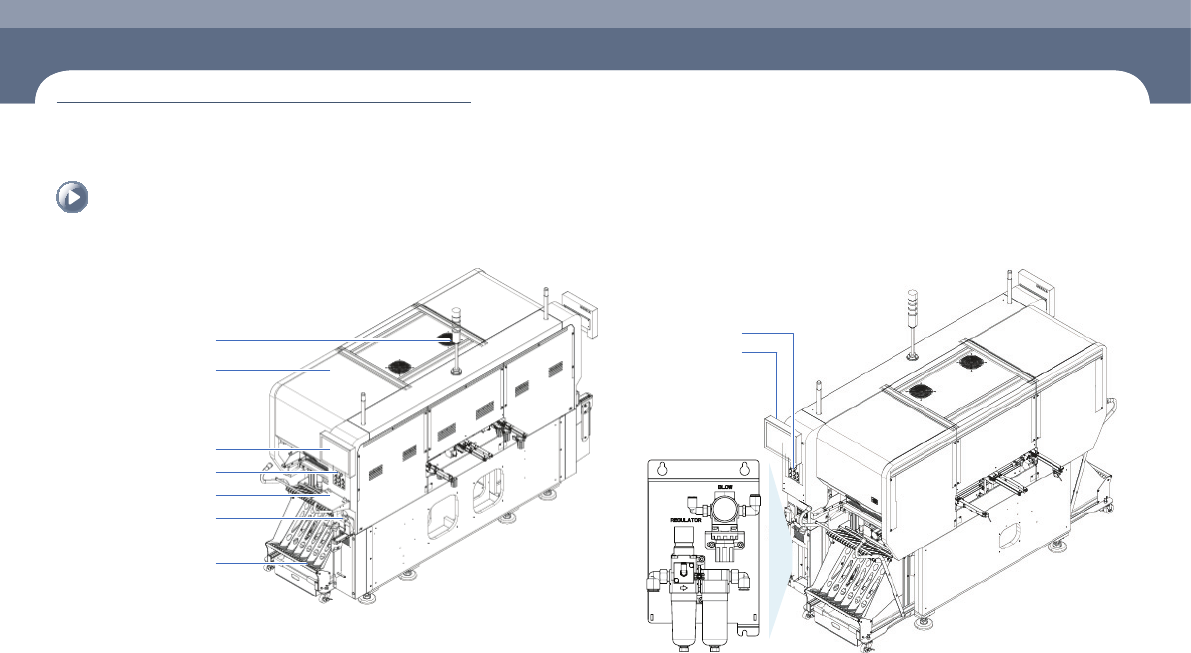
1.※设备前面
安全门
前面LCD显示器
电源开关
Keyboard
前面操作面板
对接台车
(Docking Cart)
Signal Light
2.※设备后面
后面LCD显示器
后面操作面板
Air Module
操作面板
第 1 章
本Chapter介绍设备、操作面板及MMI(Man-Machine Interface)。
设备概要
Cutting-edge Modular Mounter
HM520 Operation Handbook
1-2
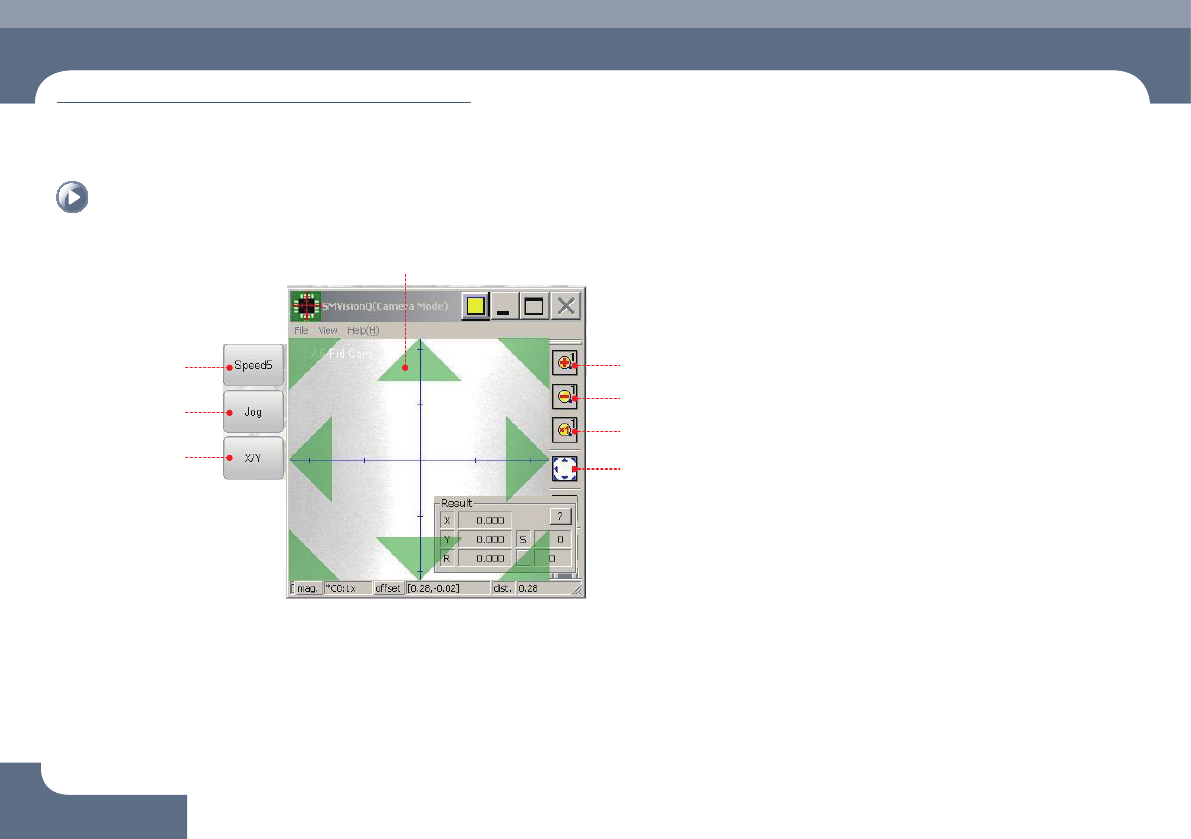
操作面板
设备概要
选择Jog速度
切换Jog、
Outline模式
选择动作对象
指示各轴的移动或
旋转方向
图像放大
图像缩小
图像1:1
Jog 功能未激活
操作面板