SIPLACE HS-60 用户手册.pdf - 第104页
5 操作员,生产线工程师,维护工程师 用户手册 SIPLACE HS -60 5.3 换班时 软件版本 SR.503.xx2003 年 3 月中文版 104 5.3 换班时 Æ 迅速接合料带。以免在 新的一班开始时,供料器重新续料 。而且,这样做还可以避免延长停车 时间。 Æ 换班时,通知下一班操 作员所有重要信息,如,更改贴片 机程序。请详细阅读第 5.5 节中规定 的应采取的步骤清单。 Æ 进行配置检查。 确保供料器装有正确的元件,…
用户手册 SIPLACE HS-60 5 操作员,生产线工程师,维护工程师
软件版本 SR.503.xx 2003 年 3 月中文版 5.2 操作员使用的工具
103
5.1.4 程序员
程序员负责: 5
- 准备 CAD 文件
- 编写贴片程序
- 数据维护
- 数据备份
5.2 操作员使用的工具
所有操作员必须具备以下工具。建议将工具存放在一个适宜的容器里,以免在从容器里拿放工具
时受到伤害 (例如被一对镊子)。
贴片机的每位操作员需要:
- SMD 镊子
- 用于清洗元件料台的短毛刷
- 一套小的一字改锥和十字头改锥
- 料带接合夹持器和接合材料
- 用于接合料带的剪刀 (不要使用多用途剪刀或斜口切割器)
- 用于擦除基准点的橡皮或玻璃纤维笔
- 用于标记料槽的记号笔
- 清洗剂 (无水乙醇、有机玻璃清洗剂、脱脂棉、无纺布、管道清洗剂)
-WD40 防锈液
- 吸尘器

5 操作员,生产线工程师,维护工程师 用户手册 SIPLACE HS-60
5.3 换班时 软件版本 SR.503.xx2003 年 3 月中文版
104
5.3 换班时
Æ 迅速接合料带。以免在新的一班开始时,供料器重新续料。而且,这样做还可以避免延长停车
时间。
Æ 换班时,通知下一班操作员所有重要信息,如,更改贴片机程序。请详细阅读第 5.5 节中规定
的应采取的步骤清单。
Æ 进行配置检查。
确保供料器装有正确的元件,而且在料车上处于正确的位置。
注意
交班时,生产线应处于和接班时相同的状态,也就是: 5
- 弃料容器是清空的。
- 废料容器是清空的。
- 传送导轨区已用吸尘器清洁过。
用户手册 SIPLACE HS-60 5 操作员,生产线工程师,维护工程师
软件版本 SR.503.xx 2003 年 3 月中文版 5.4 进行全面检查
105
5.4 进行全面检查
5.4.1 检查供料器
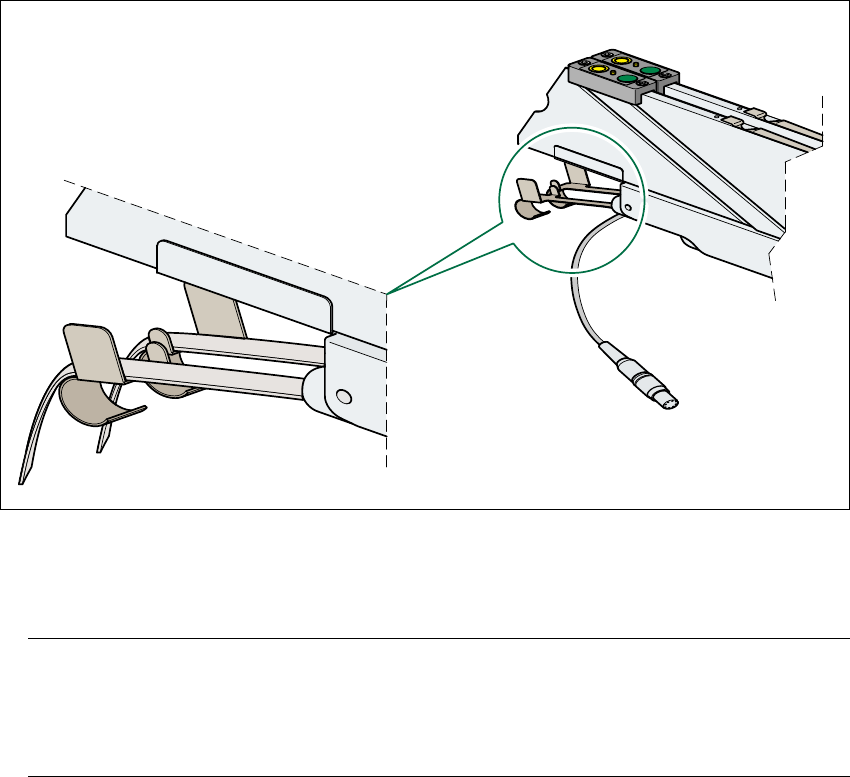
Æ 确保料带正确放置在 S 供料器的弹簧上。
5
图
5.4 - 1
将料带放在
S
供料器的弹簧上
Æ 检查 S 供料器的料带封带清除器是否已满。
如果已满,拉出封带,并用剪刀将其剪断。
注意
撕下封带而不是将其剪断可能导致料带清除装置出现问题。
为此, 3 x 8 mm 的供料器用集成的切割器安装。该切割器在盖板下部供料器末端的料带封带
清除器中。 5
Æ 检查确保供料器上的拾取窗口刚好与元件尺寸相符。
Æ 检查料带导向器是否插入组合供料器 (24mm / 32 mm) 中。
Æ 检查附加的塑料导向器是否插入组合供料器中。