IPC-7530 焊工艺温度曲线指南(回流焊和波峰焊) 中文版.pdf - 第10页
IPC-7530-3-1-cn 图 3-1 双-波峰焊曲线 温度 时 间 预热最 高 温度 停留 时 间 = 两 波的时 间 最 高板面 (主 面 )温度 板底 ( 辅面 )温度 板面 (主 面 )温度 热 冲击 =- 总体 温度 预热 坡 度 = 温度上 升斜 率 IPC-7530-3-2-cn 图 3-2 再流焊曲线 温度 时 间 预热 停留 = 恒 温时 间 合 金液相 温度 预热 坡 度 = 温度上 升斜 率 液相 线以上时 间…

群焊⼯艺温度曲线指南(再流焊和波峰焊)
1 引⾔
1.1 范围 本指南处理了群焊电子组件焊接工
艺的温度曲线的相关问题(再流焊和波峰焊)。
1.2 背景 在群焊过程中,所有焊点均达到最
低焊接温度是重要的。最低焊接温度是确保焊
料合金和被焊基底金属之间形成冶金结合所需
的最低温度。冶金结合要求被焊接的两表面以
及焊料需达到最低焊接温度并且维持充足的时
间,以使焊料表面润湿并由一些基底金属和焊
料合金中的一个或多个成分形成一层金属间化
合物。实际上,最低焊接温度是稍微(~ 25°C)
高出焊料合金的熔融温度(液相线温度)。一个
给定的组件上的焊点,其最终达到的最低焊接
温度(通常在最大元器件的上方或下方)毫无
疑问的决定了一个给定的焊接工艺及焊接机器
的温度曲线设置。
群焊要求控制加热速率和随后的冷却
速率。
无论如何,太 快的加 热速率会损坏印制线路
板(PWBs)和元器件。高的冷却速率会损坏元
器件及造成较大的温度梯度,导致印制线路板
和大元器件弯曲,以及可能使焊点断裂。
正是因为这些原因,适当的温度曲线是确保高
质量的焊点的要素。
1.3 ⽬的 本文件提供了适当的温度曲线测试
工具与有关温度曲线的各种技术和方法指南。
2 适⽤⽂件
2.1
IPC
1
IPC-T-50 电子电路互连与封装术语及定义
IPC-CA-821 General Requirements for Ther-
mally Conductive Adhesives
IPC-9501 PWB Assembly Process Simulation for
Evaluation of Electronic Components
IPC-9502 PWB Assembly Soldering Process
Guideline for Electronic Components
IPC-9504 Assembly Process Simulation for
Evaluation of on-IC Components (Precondition-
ing on-IC Components)
2.2 联合⼯业标准
2
IPC/EIA J-STD-001 焊接的电气和电子组件
要求
3 ⼀般的⼯艺曲线
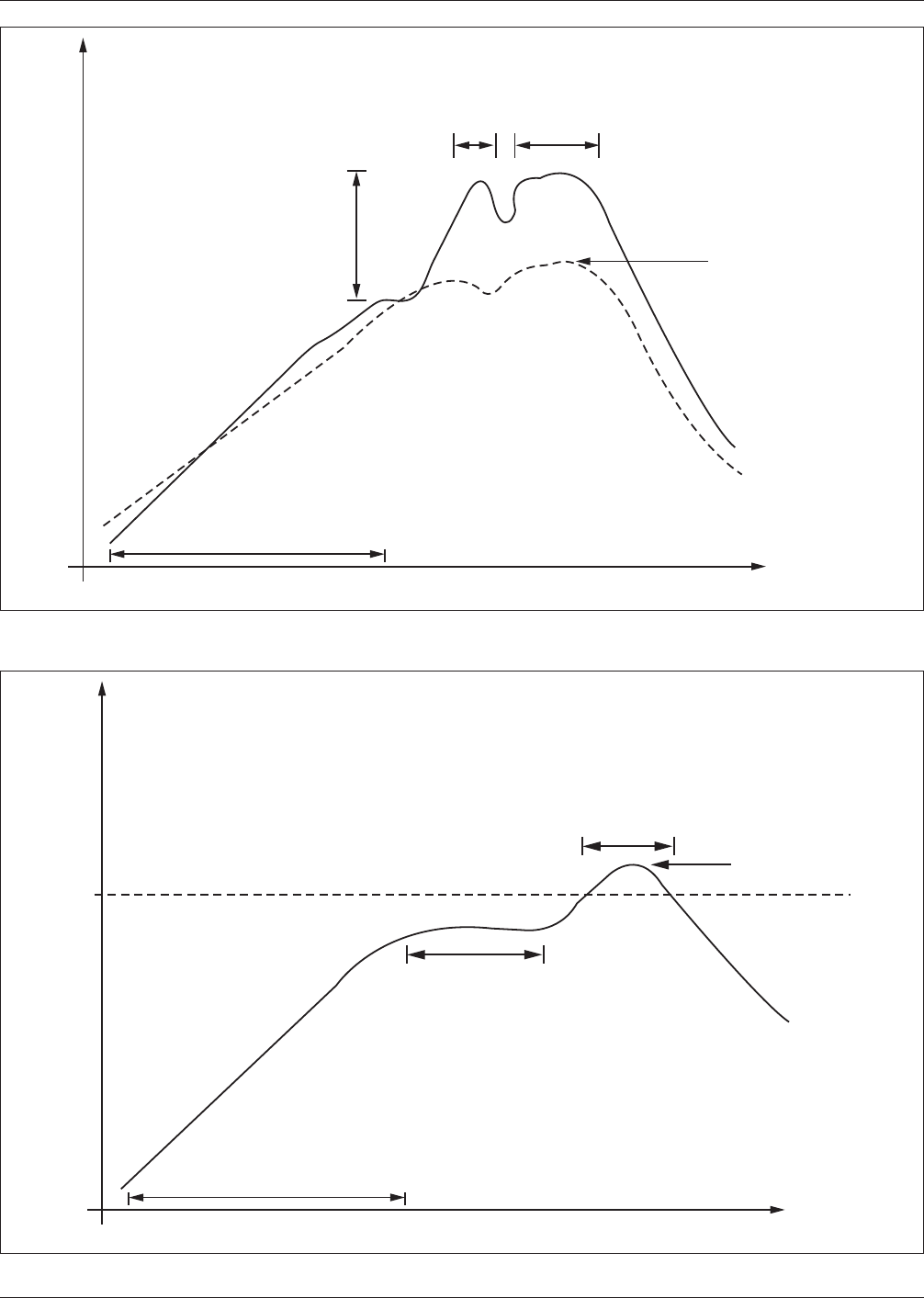
3.1 波峰焊 波峰焊组装时, 温度曲线应当对以
下几个方面进行监控,如图3-1所示。
升温:控制升温速率是为了确保印制线路板、
元器件和助焊剂有足够的时间来达到焊接温度
而不会下降。
峰值温度:测量峰值温度是为了确保元器件不
会受到过多的冲击而导致损坏。
驻留时间:测量驻留时间是为了确保焊接不会
持续过长时间从而导致元器件损伤和助焊剂能
力下降。
顶部最高温度:监控顶部最高温度是为了确保
再流焊时形成的焊点不会回复到液相状态。
3.2 再流焊 再流焊组装时,锡膏焊接与粘合
剂固化的温度曲线,应当对以下几个方面进行
监控,锡膏部分如图3-2所示。
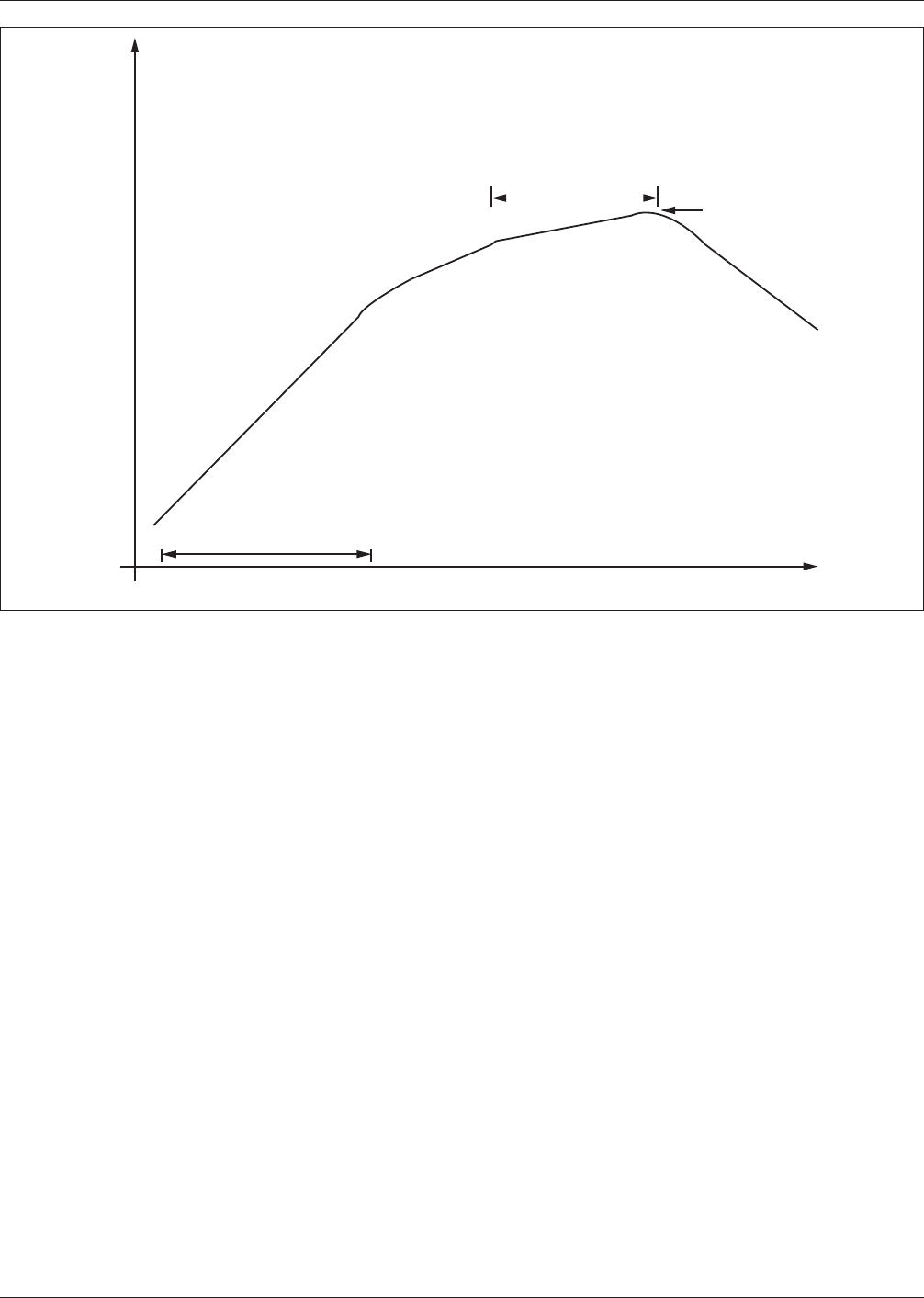
注:粘合剂、底部填充或其他材料的固化如图3-
3所示。
升温:这是温度曲线的一部分,组件按照预定速
率从环境温度开始加热。为防止元器件损坏,
控制升温是必要的。加热还使得助焊剂在完全
活化之前其溶剂的蒸发。
恒温时间:监控恒温时间是为了确保组件内部
温度均衡。温度曲线的这部分既为焊膏中挥发
性成分提供了散逸的时间,还使得焊膏中助焊
剂活化以去除氧化物。
1. www.ipc.org
2. www.ipc.org
2001年5月 IPC-7530-C
1
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
IPC-7530-3-1-cn
图3-1 双-波峰焊曲线
温度
时间
预热最高温度
停留时间 = 两波的时间
最高板面(主面)温度
板底(辅面)温度
板面(主面)温度
热冲击 =-
总体温度
预热坡度 = 温度上升斜率
IPC-7530-3-2-cn
图3-2 再流焊曲线
温度
时间
预热停留 = 恒温时间
合金液相温度
预热坡度 = 温度上升斜率
液相线以上时间
峰值温度=
最高组装温度
IPC-7530-C 2001年5月
2
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
液相线以上时间:在这段时间里焊料合金处于
液相状态。为使得组件的所有区域均达到焊接
温度,组件必须在这个状态下保持足够长的时
间。
峰值温度:峰值温度是指热电偶对测试位置监
测的温度记录中的最大值。温度过高可能导致
元器件和印制线路板损坏。
固化周期:监控固化周期是为了确保粘合剂的
正确固化的发生。
4 温度曲线记录仪
4.1 温度曲线记录仪种类 温度曲线记录仪可
分为三大类:用于产品的温度曲线记录仪,用
于机台的温度曲线记录仪和实时连续显示的温
度曲线记录仪/监测系统。产品温度曲线记录仪
主要是用于印制线路板组装的焊接工艺开发。
机台的温度曲线记录仪主要用于机台性能和设
定参数的验证。温度曲线记录仪测量的主要参
数是温度-时间的历史记录,但也可以测量其
他参数例如传送带速度、热流、驻
留 时间、温区
长度和重复性的验证。当产品经过某制程时,以
固定的间隔采集温度数据,尽管机台温度曲线
记录仪只能采集某制程的特定点如温区边界。
4.1.1 产品温度曲线记录仪
4.1.1.1 ⽬的 产品温度曲线记录仪的主要目的
是获得使产品适当焊接的最佳机台设定参数。
良好的焊接工艺需要加热到适当的温度,同时
不能过度加热,损坏组件或敏感元器件。焊接
设备的配置和焊料-助焊剂的化学成分进一步
加剧了对工艺的限制。开发温度曲线记录仪就
是要验证以得到理想的产品时间-温度曲线。
4.1.1.2 测量参数 产品温度曲线记录仪主要用
来测量焊点、元器件及基板的时间-温度历史
记录。测量焊点的温度是为了确保焊料良好的
润湿以形成良好的焊点。不同的元器件会有不
同的热质量和吸热能力,因此测量元器件引线
和焊点的温度显得尤为重要。元器件耐受高温
及快速加热和/或冷却而不受损的能力不尽相
同,因此测量他们的温度是很重要的。基板有
关键的热性能,这可能需要在焊接工艺中对其
监测。
IPC-7530-3-3-cn
图3-3 固化曲线
温度
时间
预热坡度 = 温度上升斜率
固化期
峰值温度=
最高组装温度
2001年5月 IPC-7530-C
3
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE