IPC-7530 焊工艺温度曲线指南(回流焊和波峰焊) 中文版.pdf - 第12页
4.1.1.3 类型 产品温度曲线记录仪 可 以分 为静 态 和动 态两 种。 静态 温度曲线记录仪 常常被固 定 在 焊接设备上, 而 动 态 温度曲线记录仪 则在 隔 热 措施 下 跟随 产品 一起通过 焊接设备。动 态 设备 通过 减 少 热电偶的长度来 简 化 这个过程 , 同 时 也省去 了 在 分析 过程完 成 后将导 线 重新拉 回到 机 器 上的 必 要性。 动 态 设备 可 以 进一步 分 为:可在一个小液晶屏 上显示…
液相线以上时间:在这段时间里焊料合金处于
液相状态。为使得组件的所有区域均达到焊接
温度,组件必须在这个状态下保持足够长的时
间。
峰值温度:峰值温度是指热电偶对测试位置监
测的温度记录中的最大值。温度过高可能导致
元器件和印制线路板损坏。
固化周期:监控固化周期是为了确保粘合剂的
正确固化的发生。
4 温度曲线记录仪
4.1 温度曲线记录仪种类 温度曲线记录仪可
分为三大类:用于产品的温度曲线记录仪,用
于机台的温度曲线记录仪和实时连续显示的温
度曲线记录仪/监测系统。产品温度曲线记录仪
主要是用于印制线路板组装的焊接工艺开发。
机台的温度曲线记录仪主要用于机台性能和设
定参数的验证。温度曲线记录仪测量的主要参
数是温度-时间的历史记录,但也可以测量其
他参数例如传送带速度、热流、驻
留 时间、温区
长度和重复性的验证。当产品经过某制程时,以
固定的间隔采集温度数据,尽管机台温度曲线
记录仪只能采集某制程的特定点如温区边界。
4.1.1 产品温度曲线记录仪
4.1.1.1 ⽬的 产品温度曲线记录仪的主要目的
是获得使产品适当焊接的最佳机台设定参数。
良好的焊接工艺需要加热到适当的温度,同时
不能过度加热,损坏组件或敏感元器件。焊接
设备的配置和焊料-助焊剂的化学成分进一步
加剧了对工艺的限制。开发温度曲线记录仪就
是要验证以得到理想的产品时间-温度曲线。
4.1.1.2 测量参数 产品温度曲线记录仪主要用
来测量焊点、元器件及基板的时间-温度历史
记录。测量焊点的温度是为了确保焊料良好的
润湿以形成良好的焊点。不同的元器件会有不
同的热质量和吸热能力,因此测量元器件引线
和焊点的温度显得尤为重要。元器件耐受高温
及快速加热和/或冷却而不受损的能力不尽相
同,因此测量他们的温度是很重要的。基板有
关键的热性能,这可能需要在焊接工艺中对其
监测。
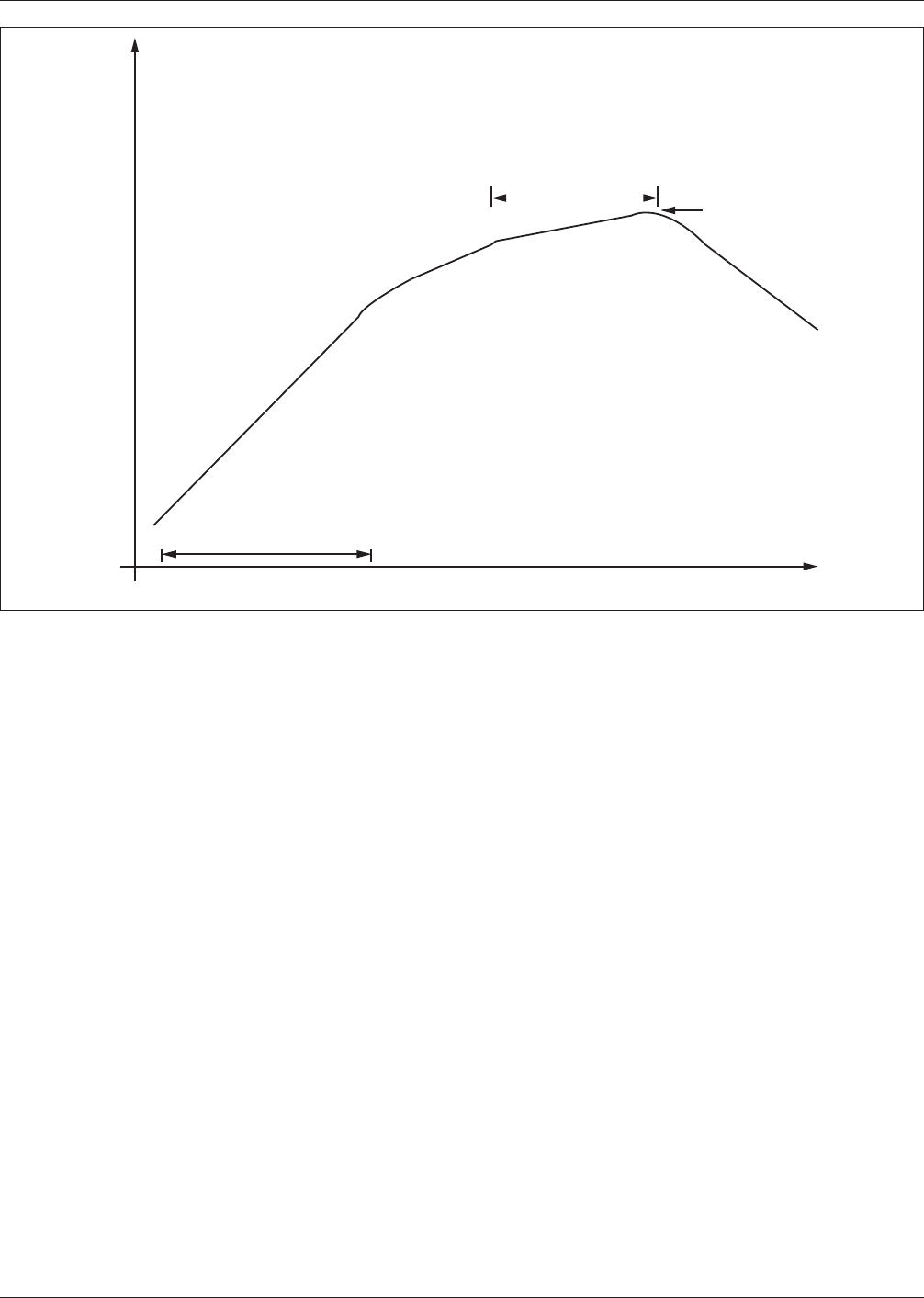
IPC-7530-3-3-cn
图3-3 固化曲线
温度
时间
预热坡度 = 温度上升斜率
固化期
峰值温度=
最高组装温度
2001年5月 IPC-7530-C
3
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE

4.1.1.3 类型 产品温度曲线记录仪可以分为静
态和动态两种。静态温度曲线记录仪常常被固
定在焊接设备上,而动态温度曲线记录仪则在
隔热措施下跟随产品一起通过焊接设备。动态
设备通过减少热电偶的长度来简化这个过程,
同时也省去了在分析过程完成后将导线重新拉
回到机器上的必要性。
动态设备可以进一步分为:可在一个小液晶屏
上显示温度数据的设备,能存储数据并之后可
下载到计算机系统的设备和能实时传输数据的
设备。一些设备可同时兼具以上两个或多个方
式。
4.1.2 机台温度曲线记录仪
4.1.2.1 ⽬的 机台温度曲线记录仪的主要目的
就是优化机台的设置参数和验证机台性能。而
产品温度曲线记录仪所记录的产品的温度是机
台设置参数和产品物理特性的结果,机台温度
曲线记录仪更多地偏向于设备参数而忽略了产
品和焊料绝大部分的化学变量。当使用产品温
度曲线记录仪来确 定合适 的机台
设置或方法
时,可以用机台温度曲线记录仪来验证参数的
一致性。这可以在换线和制程改变之后进行。
这省去了用完好的组件来验证机器性能而产生
的报废。
4.1.2.2 测量参数 机台温度曲线记录仪是为测
量机台参数而设计的。参数测量因机台的类型
不同而相差各异。
再流焊炉 温度曲线记录仪可 以记录传送带速
度、温区长度、温区热风温度或热流量。热流
量是温区的温度和气流的产物,或者说是炉子
将热量传递给组件的能力。一些机台温度曲线
记录仪可以测试炉内的气流,甚至是紫外线和
红外辐射。
波峰焊温度曲线记录仪可 以记录传送带的速
度,预热温度和一些扰波和平波参数。波峰焊
炉参数可能包括沾锡长度、锡波高度、锡波平行
度、锡波温度和锡波温度的波动。波峰焊温度
曲线记录仪也可测量板子主、辅面的温度,如
同对模拟典型印制板设计的附连板进行测量。
一些波峰焊温度曲线记录仪可以提供一个表示
基板和锡波之间接触面积的数字。
4.1.2.3 类型 如同产品温度曲线记录仪,机台
温度曲线记录仪也有两个基本的类型:静态和
动态。静态温度曲线记录仪是永久连接或是内
置于波峰焊炉内的,而动态温度曲线记录仪则
是独立的、可以在机台与机台之间移动的。动
态机台温度曲线记录仪拥有内存数据存储功能
或射频传输能力,部分设备则兼具两者。动态
机台温度曲线测试设备可用于验证机台的性能
和可重复性。
4.1.3 连续实时温度曲线监测 除了使用标准
的移动式温度曲线记录仪来验证制程的标准温
度曲线,也可以应用实时温度曲线记录仪。实
时温度曲线记录仪不间断及自动的监测整个焊
接制程,当制程有所偏移时就会产生警报。然
而,实时温度曲线监测需要先通过移动式温度
曲线记录仪建立产品再流焊曲线,它减少了每
班,每日,每周等例行的使用移动式温度曲线
记录仪的需要,而借助计算模拟产品的温度曲
线来确定工艺符合规范。实时温度曲线记录仪
可以自动将过程数据输出到QC和SPC程序。
实时温度曲线记录仪使用固定安装在加热炉传
送带正上方的一系列热电偶。热电偶探头需要
尽量靠近印制板安装以提供有代表性的温度,
但要离炉子轨道足够远以免受加热炉轨道本身
热质量的影响。虽然这个系统实际并不真正测
量印制板温度,但是它提供了一个当印制板从
再流焊炉经过时在传送带处测量到的制程温度
值。
4.1.4 温度曲线记录仪的数据显⽰和分析 所
有的温度曲线记录仪提供了几种形式的数据显
示和分析。这些形式可能 像 电 压 表 “即时 读
出”的快速检查形式,或像打印的 “即时报
告”文档,或基于PC的数据档案、储存和显示
系统。所有系统都提供某种形式的数据简化和
关键参数分析。这种关键参数像峰值差异,升
温,温度以上时间和加热速率都可以快速分析。
一些系统提供SPC参数和过程能力Cp和Cpk的测
量。操作人员可以处理监测数据,并以多种方
式查看数据,包括从更改机台设置来预测产品
温度变化的结果。
IPC-7530-C 2001年5月
4
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE

5 温度曲线记录仪的⼯作原理
5.1 基本概念 温度曲线记录仪常用于记录静
态炉 (译注:指产品静态放置的加热炉,如烘
箱、非流动式加热炉等)、再流焊炉、波峰焊机
台、烙铁和激光设备的温度。几乎专用的测量
系统都使用热电偶来检测和测量待测位置的热
量。对于一些应用,使用拖尾的热电偶线从记
录器到测量点更合适些,但是对于长的再流焊
炉和波峰焊系统,这通常就不切合实际。
对于这些系统,必须将温度曲线记录仪连同待
测试的印制线路板一起经过炉体,或从波峰焊
系统的预热和锡波上方通过。这意味着温度曲
线记录仪会承 受 和 印 制线路板相似的过程温
度,所以设计温度曲线记录仪时必须要使它能
足以承受这样的过程温度。一般的处理是温度
曲线记录仪内部绝热或将其放置在隔热的保护
壳内。
选择温度曲线记录仪时,应该考虑隔热盒的要
求,因为这会影响它的整体高度,可能会与炉
体入口和出口的高度发生冲突。额外隔热的需
求基于总的温度曲线测量的持续时间、到达的
最高温度和其测量时所需持续的最长时间。此
外应该指出的是,未来的发展可能需要使用比
现行工艺温度高20°C的无铅合金。
如果温度曲线记录仪通过再流焊炉或波峰焊系
统,则需要考虑温度曲线记录仪的传送方法。
如有些系统使用金属网带来传送印制板,而其
它系统使用边缘销钉或爪片来传送印制板。温
度曲线记录仪可以放在一个陪板或特定的载具
上通过炉体。
温度曲线记录仪通常使用一次性的干电池或可
充电电池供电。通常温度曲线记录仪里的电池
很容易因高温而损坏。正是这个元器件限制了
温度曲线记录仪的尺寸和工作范围。大多数温
度曲线记录仪在内部温度接近到可能遭到损坏
的温度点时将提供一些警告。内部持续高温会
降低电池的使用寿命,最终可能会导致电池的
失效。
现行的温度曲线记录仪可以使用可调节或者固
定的采样频率来进行温度测量。一些温度曲线
记录仪可自动调节采样频率,因此最大采样频
率常被使用,但使用的最佳采样频率由可用内
存决定。大多数温度曲线记录仪允许用户选择
测量单位来记录数据,°C或°F。
温度曲线记录仪的测量通道最多的已经达到12
个。选择温度曲线记录仪时应该考虑过程中所
需的数据量。虽然准确度都在±2°C内,但各个
温度曲线记录仪的准确度也是各不相同。某些
特定的过程可能要求更严格的公差。
该系统使用一系列各类型的热电偶,虽然他们
的准确度水平都相似,如果将它们焊接到测量
位置,就会发现一些类型的比其他类型更容易
焊接。
温度曲线记录仪记录的温度曲线,其准确度可能
受温度曲线记录仪内部温度和热电偶类型(见
7.3节)、接线位置(见7.8节)和附着方法(见7.9
节)等因素的影响。
5.2 数据输出 尽管有些系统可以实时的将数
据传送至计算机,但大多数系统都要求在测试
完成后将温度曲线记录仪连接到打印机或计算
机上,然后下载数据。温度测量值通常以温度-
时间图显示,它可以通过打印机直接打印或在
计算机程序里显示。数据也可以作为数据文件
存储或转换文件格式导入到另一软件包里。怎
样存储数据是个问题,它应该考虑到温度曲线
是否会被作为质量体系记录的一部分。
5.3 结果说明 温度曲线测试是过程模拟的重
要部分。温度曲线通常用于确认焊接过程已经
加 热焊点到 达要求 的最低 温度所需的最短时
间,组件和连接处不会由于过热而损坏、液相
线温度以上时间过长或者过高温度的热冲击。
其它的测量值可以使用,比如吸潮或预热温度
和冷却的时间和速率。有关电子组件过程模拟
的更多信息获取见 IPC-9501,IPC-9502和IPC-
9504。
需求的温度曲线可以由焊膏供应商提供或从生
产经验中建立。测试的温度曲线与需求的标准
温度曲线可以人工对比,或使用记录仪软件作
对比。一些系统允许导入或者生成标准曲线,
通过修订时间轴,方便直接比较温度曲线和标
准曲线。数据也可用于过程控制图来证明可追
溯性和焊接过程受控。
2001年5月 IPC-7530-C
5
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE