IPC-7530 焊工艺温度曲线指南(回流焊和波峰焊) 中文版.pdf - 第17页
7.9.1 ⾼温焊料 该 方 法主要 用 于 高 温焊接, 不 会 把 焊料 放 进一个 会 使 它 熔融 的 环境 中。 当 组装的是 “ 金板 ” 时 或 者 会测 量 多 次 时 应该考 虑 使用这 种 固 定 方式 。 固 定热电偶所 使用 的焊 料如 图 7-1 所示。 7.9.2 粘合剂 对于热电偶的 固 定,有 很 多种 具有 不同固 化机 理 的 粘 合 剂 ( 加 热 、常 温和 紫 外线( UV ) ) 。 无论使用…

250°C时可能存在温度循环滞后,所以对于一些
高温无铅制程温度曲线测试,它可能不是最佳
选择。这种材料很难焊接,建议使用附件所提
的其他方法。
7.3.1.2 T型 T型(铜和铜-镍)作业范围从-
200°C到400°C,具有良好的可焊性,使其易于
通过焊接连接。铜臂具有高的热导率,所以越
细的线越好。它的精确度为± 0.5°C。
7.3.1.3 J 型 J型(铁 和铜-镍)作业范围从-
210°C到800°C,精确度为±1.5°C。这种材质很
难焊接,建议使用附件所提的其他方法。它在
潮湿空气中是容易生锈的,这将会缩短其工作
寿命。
7.3.1.4
型 型(镍-14.2%铬-1.4%硅和镍-
14.4%硅-0.1%镁)作业范围均为-200°C到1280°
C。这种材料很难焊接,建议使用附件所提的其
他方法。它是最稳定的热电偶材料之一,精确
度为±1.5°C。
7.3.2 热电偶线标准 温度曲线测试最常用的
感温线是36
AWG。38 AWG可以提供更大的灵
敏度,但它更脆弱,寿命短。34 AWG有更长的使
用寿命,但可能会因导入或源自热电偶线的热
量影响测试点的温度。
7.3.3 绝缘性 热电偶的绝缘性是取决于环境
和会暴露的环境的极端温度。大多数焊接应用
采用玻纤编织绝缘。
注:玻璃纤维编织提供良好的高温稳定性,但
柔韧性差,这可能会使处理更加困难。聚四氟
乙烯(PTFE)具有更好的柔韧性,但反复加热
后柔韧性会迅速退化。
7.3.4 线长 建议热电偶长度不超过1米或36英
寸。长热电偶线可能引入测量误差;热电偶线
应该视实际情况尽可能短,这样可以减少噪声
和电阻的影响,并防止机械损坏热电偶线。
7.5 热电偶结点 热电偶形 成于焊接的交界
处。当原始交界处焊缝断裂时建议更换热电偶。
在焊缝或热电偶线断裂的情况下,不应该将热电
偶导线拧在一起形成一个结。因为这将导致温
度测量错误。
7.6 预期寿命/⽼化(样品板和热电偶) 标准热
电偶预期寿命和“金板”可以进行15到30次温
度曲线测试。“金板”寿命取决于印制线路板厚
度和使用的层压板类型。当“金板”明显变色
时应该停止使用。
当热电偶重复用于多重组装时,预期寿命会降至
3到5次测试。
7.7 校验和测试 数据记录器的校验应该按照
原始设备生产商的要求或者每使用6个月就需校
验。没有校验的数据记录器是不可以使用的。
为正确操作,当热电偶使用超过一次时应该对
其再次验证。这样可以借助校准过的数据记录
器,来将用过的热电偶和校准过的热电偶所测
量的温度进行对比。
7.8 热电偶位置选定
7.8.1 波峰焊
7.8.1.1 板⾯(主⾯) 测试点选择在代表最高
温度的区域内。将确保板面的组件温度不会超
过焊料合金的液相线温度。通常这样的区域会
是一个焊盘 或 者安放一个最 小元器件的连接
盘。在设计测试温度曲线时,建议板面最少选
择两个位置。热电偶需要直接置于焊盘或连接
盘上。
7.8.1.2 板底(辅⾯) 测试点选取在板底最高
温度区域内,目的在提供足够的热量来确保板面
与板底完整的填充。在设计测试温度曲线时,
建议板底最少选择两个位置。
7.8.2 再流焊/固化 再流焊温度记录时,很重
要的是确保组件的每个焊点在足够长的时间里
达到合适的温度以保证润湿且不至 于 导致损
伤。最少应该使用三根热电偶。热电偶必须附
着在能够代表组件最低到最高的热量区域。热
电偶足够的间距对于掌握组件热量梯度是很重
要的。
7.9 热电偶固定 适当的附着固定是确保实现
精确的温度测量的关键。在进行温度曲线测试
时有很多种方法把热电偶固定到组件上。但所
使用的方法不能显著影响热量(见5.5节)。
IPC-7530-C 2001年5月
8
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
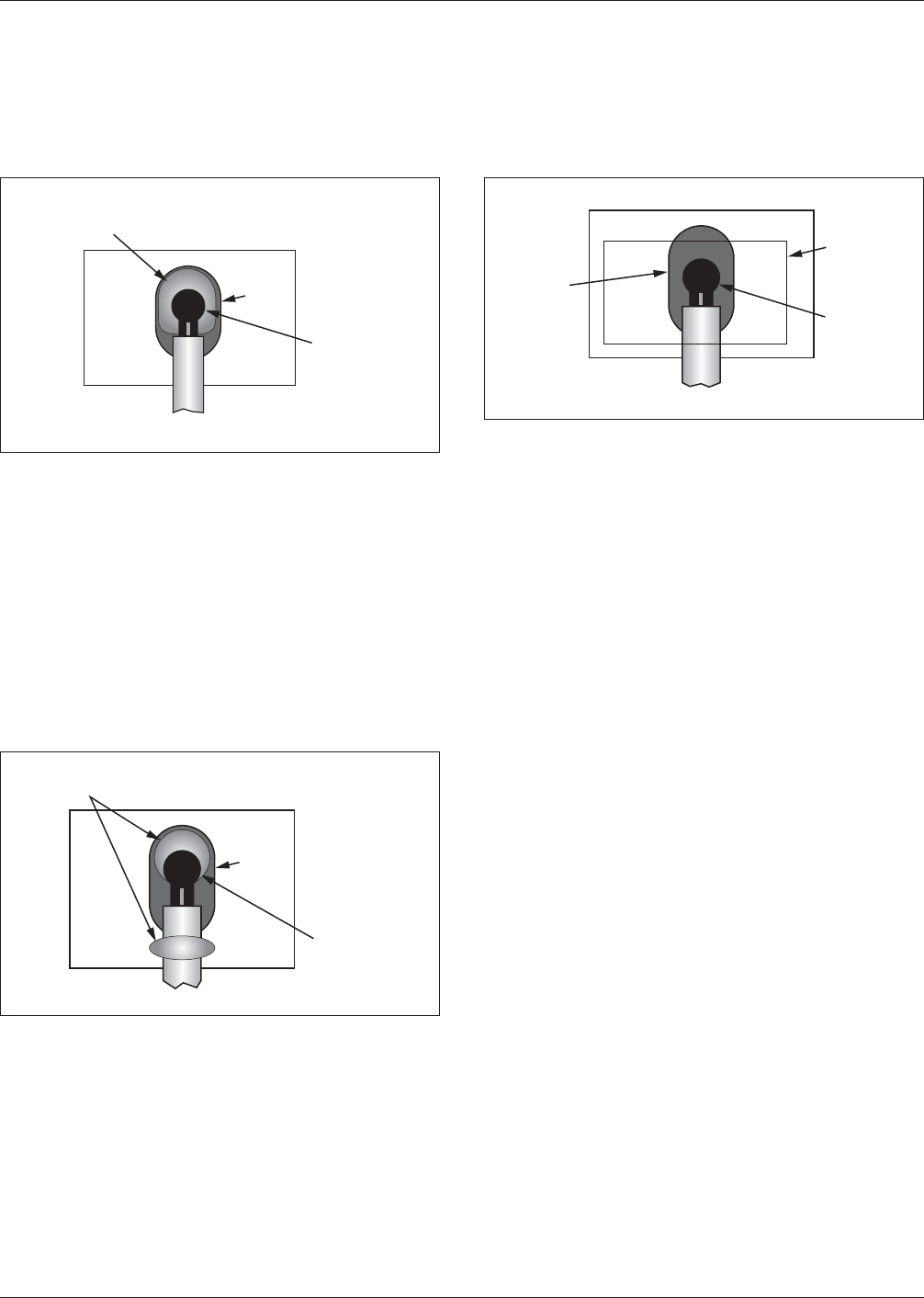
7.9.1 ⾼温焊料 该方法主要用于高温焊接,
不会把焊料放进一个会使它熔融的环境中。当
组装的是“金板”时或者会测量多次时应该考
虑使用这种固定方式。固定热电偶所使用的焊
料如图7-1所示。
7.9.2 粘合剂 对于热电偶的固定,有很多种
具有不同固化机理的粘合剂(加热、常温和紫
外线(UV))。无论使用哪一种粘合剂,重要特
性是热传导。有关导热粘合剂的详细信息可以
参考标准IPC-CA-821导热粘合剂的通用规范。
当组装的是“金板”时或者会测量多次时应该
考虑使用这种固定方式。固定热电偶所使用的
粘合剂如图7-2所示。
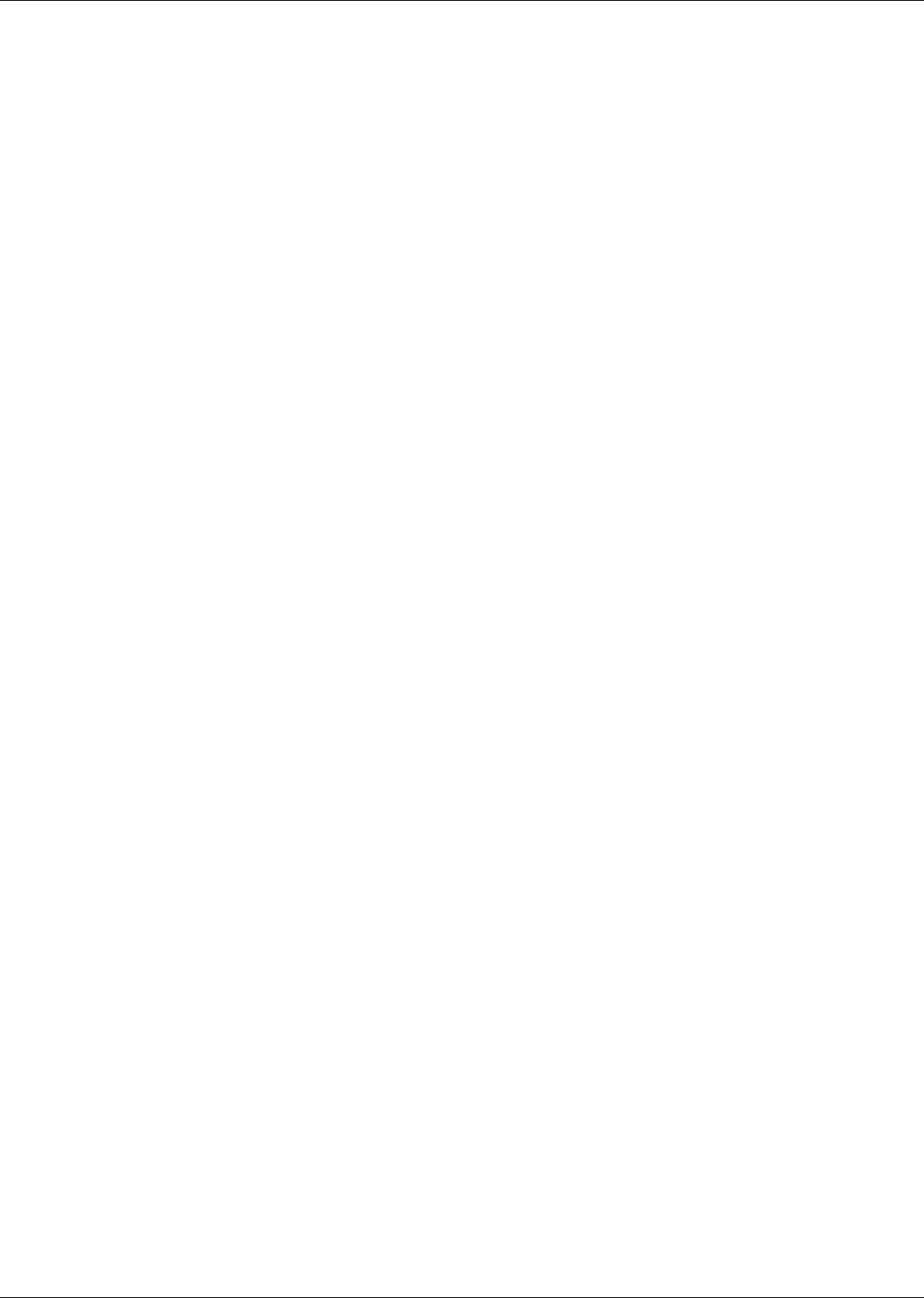
7.9.3 聚酰亚胺胶带 也称为开普敦胶带,这
种固定方法廉价并操作简单,但有松脱的风险。
当组件不能作为“金板”使用时并且只用于测
试一次的时候可以考虑使用这种固定方式。固
定热电偶所使用的胶带如图7-3所示。
7.9.4 铝胶带 铝胶带提供了热电偶的牢固连
接,具有好的热传导性,无损伤和无痕迹、残
留。使用铝胶带减少了为获得准确温度曲线的
工作量和费用,这种附着热电偶方法已经证明
是可靠的和可重复的。
7.9.5 嵌⼊式热电偶 热电偶可以嵌入到实际焊
点中。这特别有利于高热容量元器件,像一些
陶瓷球或柱栅阵列器件,也能用于任何焊接。
安装元器件之前,可以 通过在印制线路板的焊
接连
接盘中心钻通一个孔然后嵌入热电偶
来
完 成。孔的大小应该刚 好大到能 够 容 下热电
偶,例如,约0.4 mm[0.016 in],用于36AWG热
电偶。
接着元器件应该在该位置焊接。使用相同钻头
从板底钻入到焊点大约0.5 mm[0.0197 in]。插入
热电偶到焊点里,并用胶带加固。
7.9.6 机械附着 带弹簧的热电偶,使用机械
压力将热电偶固定至测量点位置。
IPC-7530-7-1-cn
图7-1 热电偶固定(焊锡法)
热电偶头
连接盘
高温焊锡
IPC-7530-7-2-cn
图7-2 热电偶固定(粘合剂法)
粘合剂
热电偶头
连接盘
IPC-7530-7-3-cn
图7-3 热电偶固定 (胶带法)
胶带
热电偶头
连接盘
2001年5月 IPC-7530-C
9
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
此页留作空白
IPC-7530-C 2001年5月
10
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE