IPC-7530 焊工艺温度曲线指南(回流焊和波峰焊) 中文版.pdf - 第16页
250°C 时 可 能 存在 温度 循 环 滞 后 ,所以对于 一些 高 温 无 铅 制 程 温度曲线测试, 它 可 能 不 是最 佳 选择。 这 种 材 料 很 难 焊接,建 议 使用附件 所 提 的 其他方 法。 7.3.1.2 T 型 T 型( 铜 和 铜 - 镍 ) 作 业范围 从 - 200°C 到 400°C ,具有 良好 的 可 焊性, 使其 易 于 通过 焊接连接。 铜臂 具有 高 的热 导 率,所以 越 细 的线 越 …

增加的功能可以测量随着时间的推移其整个过
程中这些参数的相互关联的影响。对于组装工
序中不特定的温度曲线或“条件参数配置”,这
些工具可以帮助对于机台功能变异的准确性和
重复性的评估。结合使用SPC软件程序可以检测
操作参数的变化,可以得知机台是否需要维护。
“调试”是制程失去管控的第一个信号。当数
据准确、可靠时,才能对设备进行修改或更换。
6.2.3 设备分析的特点 测量机台设定信息的
可用性和追踪其复杂的交互作用的变异性对过
程控制有重大意义。设备的操作设定,条件参
数和特性能够测量和分别显示,远比只是从机
台上直接的读取设定信息要更有意义。此信息
可用在产品投产之前和担忧缺陷产生之前,它
是一个真正的预防性维护和工艺控制系统的本
质。应用SPC 软件可以满足预防性维护所需要
的预测要求。如果是基于随意的生产排程,太
迟(作为快速响应去纠正问题)或者太快的执
行预防维护都是不符合成本效益的。
6.2.4 对策 软件套件可以帮助操作人员追踪
和对比 机台和过程参数随着时间变化时的差
异。这提供了统计的信息让我们感受到了偏移
或机台性能改变的预警。这对于操作人员和工
艺工程师在车间收集这些过程和设备的操作变
量数据和实时评估来讲都是有利的。应该强调
的是,这些数据反映系统参数是以追踪机台设
定和性能为目的,并不是特定的组装工艺的温
度曲线。
有了这些数据,机台设定和工艺参数可以按照
需求正确的输入和加载,来维护系统或者达到
以前设定条件下的机台性能。当没有这个功能
时,想努力去再现特定组装工艺的温度曲线常
常需要用同一个样本不停的调整机台参数,为
了达到预期的条件常常需要追踪调整机台的各
个参数。应该知道哪些控制因素与之前的条件
不同,来减少猜测。
使用这种类型工具的好处包括提高的生产力和
温度曲线测试设定及基线测量时的分辨力、过
程控制和机台及工艺的故障排除。
6.3 设定与基准 建立正确的波峰焊机台设置
对于整个焊接过程都是重要的。操作人员不断
的按指令检查组件,当它们经过锡波时确保合
适的锡波高度和适当的浸锡深度。假如有一个
装置可以做这项工作的话那将会有更高的产能
和良好的重复性,设定时不用冒着贵重的产品使
用“尝试法”的风险。有了建立好的规范的设
备参数,应用机台“温度曲线”装置的运行,
在维修保养之后恢复设备到最适合的运行状态
将是可达到的。
6.4 ⼯艺控制 要提供可靠的产品最重要的是
提供受控的过程与在工艺窗口之内。同样的该
工具可以提高故障排除时的诊断能力,可以加
快识别是材料或机台的问题。
获取与追踪相关测量的过程变量,对测量和追
踪这些实际值而非设定值的能力提供了优势,
在这些方面提高生产力,减少返工或修板。
7 在线测试过程的技术和步骤
7.1 预热限制 如标准J-STD-001所述,预热温
度不得降低印制板、元器件或焊接性能。并且
助焊剂和元器件供应商对于特定材料通常会有
推荐的温度要求,在生成温度曲线时必须予以
考虑。
7.2 测试频率 温度曲线的测试频率取决于设
备的控制水平。在最低限度的控制水平,曲线
测试应该在:
• 连续组装时至少每七天一次。
• 如果是批次组装过程则每次都需要测试。
如果设备能够显示被适当管控,则测量待测物
的温度曲线随时都是可进行的:
• 设备上有新的组装时。
• 发生能够影响组装热量的工程变更。
• 发生可能影响组装热量的设备调整。
7.3 热电偶定义/选择
7.3.1 热电偶类型 以下是这种用法所建议的
常见的热电偶类型。选择的热电偶必须与使用
的温度曲线记录仪的输入要求相匹配。
7.3.1.1
K型 K型(镍-铬和镍-铝)是最常用
的热电偶感温线,它具有较宽的作业范围从-
200°C 到1250°C,精确度为 ±1.5°C。温 度 高于
2001年5月 IPC-7530-C
7
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE

250°C时可能存在温度循环滞后,所以对于一些
高温无铅制程温度曲线测试,它可能不是最佳
选择。这种材料很难焊接,建议使用附件所提
的其他方法。
7.3.1.2 T型 T型(铜和铜-镍)作业范围从-
200°C到400°C,具有良好的可焊性,使其易于
通过焊接连接。铜臂具有高的热导率,所以越
细的线越好。它的精确度为± 0.5°C。
7.3.1.3 J 型 J型(铁 和铜-镍)作业范围从-
210°C到800°C,精确度为±1.5°C。这种材质很
难焊接,建议使用附件所提的其他方法。它在
潮湿空气中是容易生锈的,这将会缩短其工作
寿命。
7.3.1.4
型 型(镍-14.2%铬-1.4%硅和镍-
14.4%硅-0.1%镁)作业范围均为-200°C到1280°
C。这种材料很难焊接,建议使用附件所提的其
他方法。它是最稳定的热电偶材料之一,精确
度为±1.5°C。
7.3.2 热电偶线标准 温度曲线测试最常用的
感温线是36
AWG。38 AWG可以提供更大的灵
敏度,但它更脆弱,寿命短。34 AWG有更长的使
用寿命,但可能会因导入或源自热电偶线的热
量影响测试点的温度。
7.3.3 绝缘性 热电偶的绝缘性是取决于环境
和会暴露的环境的极端温度。大多数焊接应用
采用玻纤编织绝缘。
注:玻璃纤维编织提供良好的高温稳定性,但
柔韧性差,这可能会使处理更加困难。聚四氟
乙烯(PTFE)具有更好的柔韧性,但反复加热
后柔韧性会迅速退化。
7.3.4 线长 建议热电偶长度不超过1米或36英
寸。长热电偶线可能引入测量误差;热电偶线
应该视实际情况尽可能短,这样可以减少噪声
和电阻的影响,并防止机械损坏热电偶线。
7.5 热电偶结点 热电偶形 成于焊接的交界
处。当原始交界处焊缝断裂时建议更换热电偶。
在焊缝或热电偶线断裂的情况下,不应该将热电
偶导线拧在一起形成一个结。因为这将导致温
度测量错误。
7.6 预期寿命/⽼化(样品板和热电偶) 标准热
电偶预期寿命和“金板”可以进行15到30次温
度曲线测试。“金板”寿命取决于印制线路板厚
度和使用的层压板类型。当“金板”明显变色
时应该停止使用。
当热电偶重复用于多重组装时,预期寿命会降至
3到5次测试。
7.7 校验和测试 数据记录器的校验应该按照
原始设备生产商的要求或者每使用6个月就需校
验。没有校验的数据记录器是不可以使用的。
为正确操作,当热电偶使用超过一次时应该对
其再次验证。这样可以借助校准过的数据记录
器,来将用过的热电偶和校准过的热电偶所测
量的温度进行对比。
7.8 热电偶位置选定
7.8.1 波峰焊
7.8.1.1 板⾯(主⾯) 测试点选择在代表最高
温度的区域内。将确保板面的组件温度不会超
过焊料合金的液相线温度。通常这样的区域会
是一个焊盘 或 者安放一个最 小元器件的连接
盘。在设计测试温度曲线时,建议板面最少选
择两个位置。热电偶需要直接置于焊盘或连接
盘上。
7.8.1.2 板底(辅⾯) 测试点选取在板底最高
温度区域内,目的在提供足够的热量来确保板面
与板底完整的填充。在设计测试温度曲线时,
建议板底最少选择两个位置。
7.8.2 再流焊/固化 再流焊温度记录时,很重
要的是确保组件的每个焊点在足够长的时间里
达到合适的温度以保证润湿且不至 于 导致损
伤。最少应该使用三根热电偶。热电偶必须附
着在能够代表组件最低到最高的热量区域。热
电偶足够的间距对于掌握组件热量梯度是很重
要的。
7.9 热电偶固定 适当的附着固定是确保实现
精确的温度测量的关键。在进行温度曲线测试
时有很多种方法把热电偶固定到组件上。但所
使用的方法不能显著影响热量(见5.5节)。
IPC-7530-C 2001年5月
8
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE
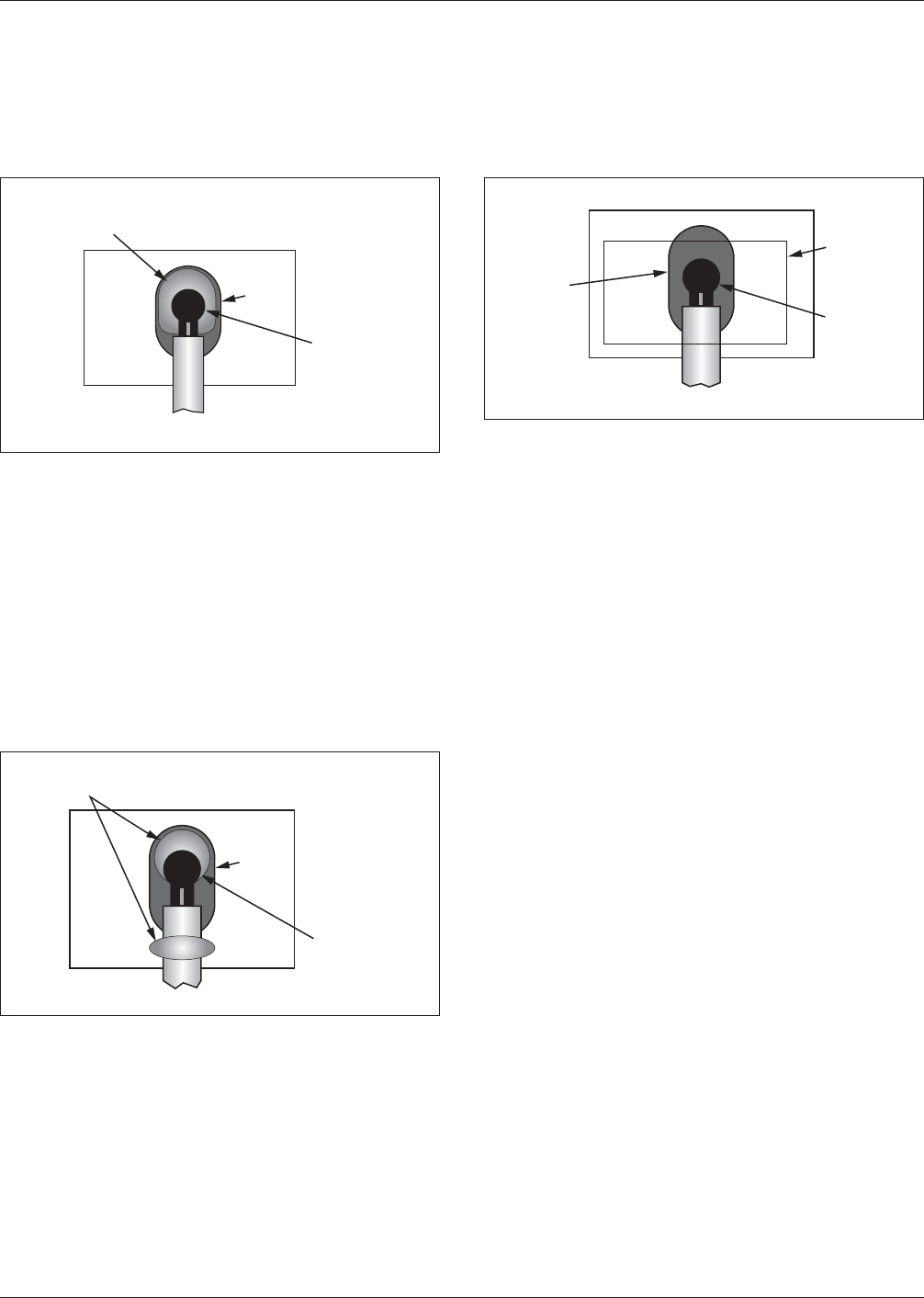
7.9.1 ⾼温焊料 该方法主要用于高温焊接,
不会把焊料放进一个会使它熔融的环境中。当
组装的是“金板”时或者会测量多次时应该考
虑使用这种固定方式。固定热电偶所使用的焊
料如图7-1所示。
7.9.2 粘合剂 对于热电偶的固定,有很多种
具有不同固化机理的粘合剂(加热、常温和紫
外线(UV))。无论使用哪一种粘合剂,重要特
性是热传导。有关导热粘合剂的详细信息可以
参考标准IPC-CA-821导热粘合剂的通用规范。
当组装的是“金板”时或者会测量多次时应该
考虑使用这种固定方式。固定热电偶所使用的
粘合剂如图7-2所示。
7.9.3 聚酰亚胺胶带 也称为开普敦胶带,这
种固定方法廉价并操作简单,但有松脱的风险。
当组件不能作为“金板”使用时并且只用于测
试一次的时候可以考虑使用这种固定方式。固
定热电偶所使用的胶带如图7-3所示。
7.9.4 铝胶带 铝胶带提供了热电偶的牢固连
接,具有好的热传导性,无损伤和无痕迹、残
留。使用铝胶带减少了为获得准确温度曲线的
工作量和费用,这种附着热电偶方法已经证明
是可靠的和可重复的。
7.9.5 嵌⼊式热电偶 热电偶可以嵌入到实际焊
点中。这特别有利于高热容量元器件,像一些
陶瓷球或柱栅阵列器件,也能用于任何焊接。
安装元器件之前,可以 通过在印制线路板的焊
接连
接盘中心钻通一个孔然后嵌入热电偶
来
完 成。孔的大小应该刚 好大到能 够 容 下热电
偶,例如,约0.4 mm[0.016 in],用于36AWG热
电偶。
接着元器件应该在该位置焊接。使用相同钻头
从板底钻入到焊点大约0.5 mm[0.0197 in]。插入
热电偶到焊点里,并用胶带加固。
7.9.6 机械附着 带弹簧的热电偶,使用机械
压力将热电偶固定至测量点位置。
IPC-7530-7-1-cn
图7-1 热电偶固定(焊锡法)
热电偶头
连接盘
高温焊锡
IPC-7530-7-2-cn
图7-2 热电偶固定(粘合剂法)
粘合剂
热电偶头
连接盘
IPC-7530-7-3-cn
图7-3 热电偶固定 (胶带法)
胶带
热电偶头
连接盘
2001年5月 IPC-7530-C
9
SINGLE USER LICENSE - NOT FOR USE ON A NETWORK OR ONLINE