JM-100_FCS使用说明书.pdf - 第20页
FCS 使用说明书 2-4 在同时取得 XY 偏移量 与 角度偏移量 时, FCS 的生产动作 不同 。 FCS 生产 的过程如 下 所述。 ① 取得θ贴片 综合偏移量 的贴片、识别 ② 取得 XY 贴片 综合偏移量 的 0 603C 的贴片 ③ 贴片的 060 3C 的 元件识别 ④ 显示 识别结 果 点击 [ 执行调整生产 ] 按钮,执行 FCS 调整生产。 作为准备,请将 模具基板装到入口缓 冲站上。 其次, 执行调整生产时 , …
FCS使用说明书
2-3
[FCS设置]画面的各项设置如下表所示。
表
2-3 FCS
设置画面的设置项目
No.
项目
処理
1
设置运行条件
选择
FCS
生产时的执行
Head
。仅限对所选择的
Head
进行调整。
另外,也可进行
FCS
生产模式的设置。
2
激光
F
CS 模式
XY 调整
在[执行 XY 调整]为勾选的状态下,显示出[
执
行
],按下[执行调整
生产]按钮,则利用现在设定的 XY 贴片综合偏移量,执行 XY 偏移
量取得用贴片。
在[初始化后执行 XY 调整]为勾选的状态下,显示[
偏移量初始化后
执
行
],按下[执行调整生产]按钮,则清除现在设定的 XY 贴片综合
偏移量,执行 XY 偏移量取得用贴片。
角度调整
在[执行角度调整]为勾选的状态下,显示[
执
行
],按下[执行调整生
产]按钮,则通过现在设定的 θ 贴片综合偏移量,进行角度偏移量
取得用贴片和识别。
在[初始化后执行 XY 调整]为勾选的状态下,显示[
偏移量初始化后
执
行
],按下[执行调整生产]按钮,则清除现在设定的 θ 贴片综合偏
移量,执行角度偏移量取得用贴片和识别。
3 执行类别
显
示在激光 FCS(XY)执行时的 ZA 高度类别。
4
执行贴片头一览
显
示出测定 XY 贴片综合偏移量与角度偏移量的贴片头。
供料器
显
示前面的供料器的种类和该孔数
种类
孔数
F
-
11
F
-
12
5
执行条件设定
执行激光的
[
执行条件
]
的设定。
6
预定执行时间
通过激光 FCS 模式的组合,显示执行顺序与各自的预定执行时间,
以及合计时间。
(在
XY
调整的预期执行时间的是在
25mm
的类的时间)
7
执行调整生产
开始激光的贴片综合偏移量的测定。
8
显示贴片综合偏移量(激光)
用图显示
0603C
的元件识别结果。
9
个别功能
再识别贴片元件
通过
XY
偏移量取得用贴片,对贴片后的元件进行识别。
基板传送控制 显示
[
基板传送控制
]
画面。
10
关闭
•
结束
FCS
生产。
• 不保存生产程序,回到桌面画面。
• 对
取得的贴片综合偏移量是否要写入 MS 参数控制数据文件进
行确认。

FCS使用说明书
2-4
在同时取得XY偏移量与角度偏移量时,FCS的生产动作不同。
FCS生产的过程如下所述。
① 取得θ贴片综合偏移量的贴片、识别
② 取得 XY 贴片综合偏移量的 0603C 的贴片
③ 贴片的 0603C 的元件识别
④ 显示识别结果
点击[执行调整生产]按钮,执行 FCS 调整生产。
作为准备,请将模具基板装到入口缓冲站上。
其次,执行调整生产时,要在 ATC 上分别设置 8 个 4501 吸嘴,在 ATC 上分别设置 1 个 506 吸
嘴。
在精度调整中,开始测定时将清除识别结果数据,故上一次生产时的识别结果在以后就无法参
照,请予注意。
反复进行精度调整,有可能得到更好的偏移量数据。要反复进行精度调整时,
从第二次起请勿选择[初始化后执行 XY 调整](请勿进行偏移量的初始化)。
关于贴片综合偏移量的初始化
FCS使用说明书
2-5
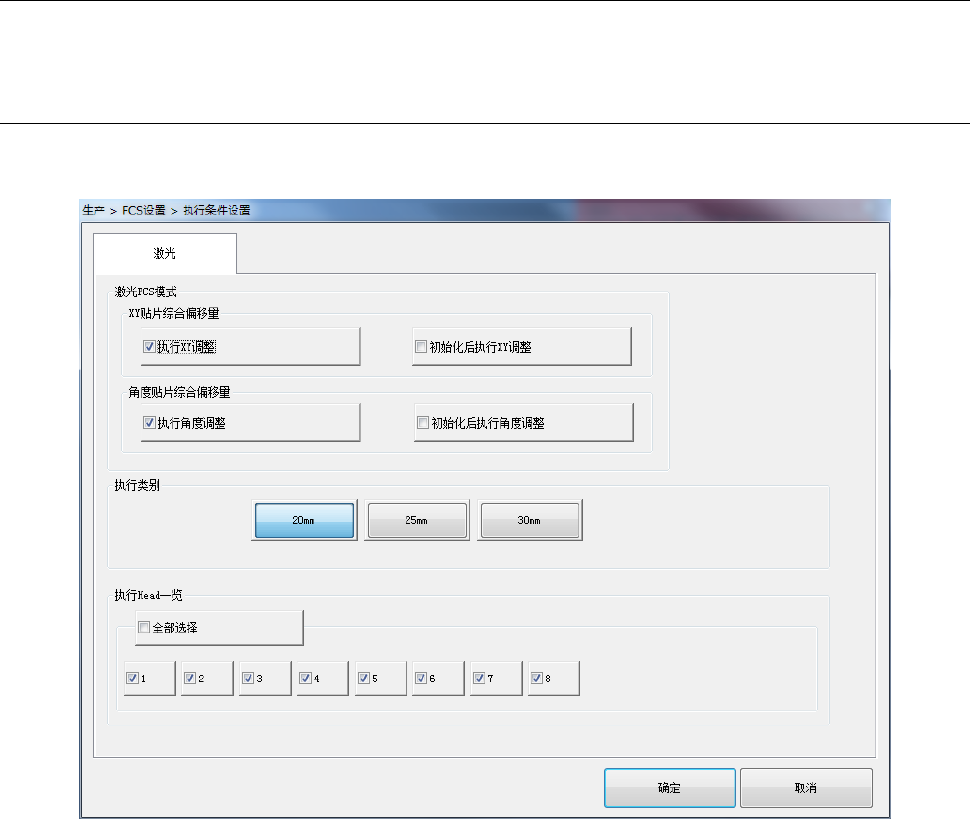
2-1-3 设定执行条件
选择[FCS设定]画面的[执行条件设定]按钮,则显示下图所示的[执行条件设定]画面。
2-1-3-1 激光
设定FCS激光相关的执行条件。
图
2-4 FCS
设定
(
激光
)
画面
(1) XY
贴片综合偏移量
在勾选了[执行 XY 调整]时,使用现在设定的贴片综合偏移量(XY),实施 FCS 生产。
在[初始化后执行 XY 调整]为勾选的状态时,清除现在设定的贴片综合偏移量(XY),实施 FCS 生
产。
在没有勾选上述勾选按钮时,不实施计算 XY 轴偏移量的贴片生产。
(2)
角度贴片综合偏移量
在[执行角度调整]为勾选的状态时,使用现在设定的贴片综合偏移量(θ),执行贴片综合偏移量(θ)
的取得动作。
在[初始化后执行角度调整]为勾选状态时,清除现在设定的贴片综合偏移量(θ),执行角度贴片综
合偏移量(θ)的取得动作。
(3)
执行类别
执行 FCS 调整或确认,指定 ZA 轴的高度类别