00197889-03_UM_SX12-V2_PL.pdf - 第141页
Instrukcja eksploatacji SIPLACE SX1/SX2 3 Dane techniczne i zespo ł y Od wersji oprogramowania SR.710.0 Wydanie 12/2016 3.7 Uk ł ad transportowy p ł ytek drukowanych 141 3.7.3.4 Synchroniczny rodzaj transportu W trybie s…
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE SX1/SX2
3.7 Układ transportowy płytek drukowanych Od wersji oprogramowania SR.710.0 Wydanie 12/2016
140
3.7.3.3 Asynchroniczny rodzaj transportu
W trybie asynchronicznym płytka drukowana jest uzbrajana na jednej ścieżce transportowej, pod-
czas gdy druga płytka jest przesuwana na drugiej ścieżce transportowej do pozycji uzbrajania.
Dzięki temu oszczędzany jest cały czas transportu, co znacznie zwiększa wydajność, zwłaszcza
przy przetwarzaniu płytek drukowanych o krótkim czasie taktu.
Jeżeli maszyna jest zaopatrzona w dane zlecenia (użytek, uzbrajanie), w każdym momencie
pracy w trybie uzbrajania płytki drukowane znajdujące się na taśmach wejściowych są transpor-
towane na odpowiednią taśmę roboczą. Cykl uzbrajania jest uruchamiany, gdy płytka drukowana
zostanie przetransportowana na odpowiednią taśmę roboczą. Płytki drukowane są kolejno mon-
towane.
Gdy cykl uzbrajania zostanie przerwany, interfejs transportera jest blokowany a płytki drukowane
znajdujące się w tym momencie na taśmach roboczych, są uzbrajane do końca.
Interfejs transportera jest blokowany i zwalniany jednocześnie dla obu ścieżek transportowych.
3
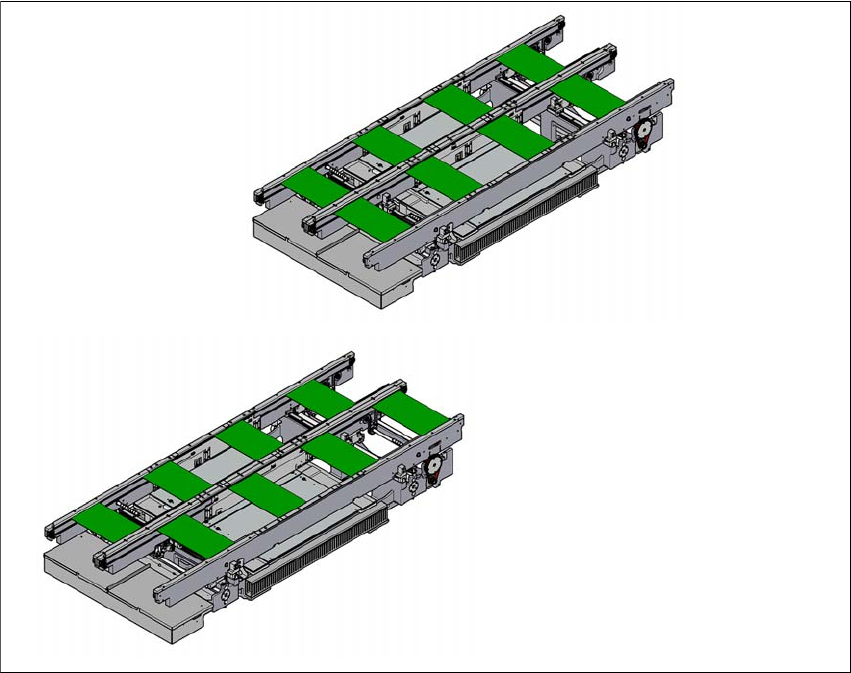
Rys. 3.7 - 4 Rodzaje transportu
Synchroniczny rodzaj transportu
Asynchroniczny rodzaj transportu
Instrukcja eksploatacji SIPLACE SX1/SX2 3 Dane techniczne i zespoły
Od wersji oprogramowania SR.710.0 Wydanie 12/2016 3.7 Układ transportowy płytek drukowanych
141
3.7.3.4 Synchroniczny rodzaj transportu
W trybie synchronicznym dwie płytki drukowane jednakowej wielkości są jednocześnie umiesz-
czane w pozycji uzbrajania. Muszą być przetwarzane jako jeden użytek.
Umożliwia to przetwarzanie płytki drukowanej od spodu i od wierzchu w jednej linii. Skraca się
czas potrzebny na transport płytki drukowanej, ponieważ zawsze transportowane są dwie płytki
naraz. Dodatkowo osiągane jest lepsze wykorzystanie konfiguracji pipet.
Płytki drukowane na ścieżkach transportera 1 i 2 są przemieszczane synchronicznie (tzn. taśmy
transporterów są niezależne, ale są synchronicznie wysterowywane) po odcinkach transporto-
wych. Uzbrajane podzespoły dla ścieżki transportera 1 i 2 muszą być zorganizowane za pomocą
dwóch pojedynczych układów w jednym użytku.
Jeżeli w momencie startu cyklu uzbrajania wykorzystana jest tylko jedna ścieżka transportowa,
pojedynczy układ tego odcinka transportowego jest identyfikowany jako "nie do uzbrajania".
Przy pracy w trybie synchronicznym podwójnego transportera płytek drukowanych wyłączana jest
opcja "Przekazywanie danych o płytkach drukowanych" (Whispering Down The Line). Niedopusz-
czalna jest opcja "Globalny punkt śladowy".
3.7.3.5 I-Placement
Oprócz synchronicznego i asynchronicznego trybu transportowego została wprowadzona kon-
cepcja uzbrajania "I-Placement". W tym przypadku obie głowice uzbrajające w jednej sekcji uzbra-
jania pracują jednocześnie, uzbrajając zupełnie niezależnie jedną płytkę drukowaną. W trybie
normalnym głowice uzbrajające pracują w alternatywnym trybie uzbrajania: podczas gdy głowica
uzbraja płytkę drukowaną w obszarze uzbrajania, druga głowica pobiera element elektroniczny z
modułów podajnikowych. System "I-Placement" eliminuje czasy oczekiwania głowic uzbrajają-
cych, co przyczynia się do zwiększenia wydajności uzbrajania.
3.7.4 Sterowanie i regulacja szerokości
3.7.4.1 Sterowanie z menu jednofunkcyjnym
Informacje o sterowaniu systemu transportu płytek drukowanych oraz menu jednofunkcyjnego
można znaleźć w systemie Pomocy online.
3.7.4.2 Automatyczna regulacja szerokości
Po otrzymaniu odpowiedniego polecenia taśmy transporterów są ustawiane na szerokość za-
daną. W przypadku TPD możliwe są różne szerokości.
Szczegółowe informacje na temat zmiany szerokości ścieżek transportowych są zawarte w Po-
mocy online.
3 Dane techniczne i zespoły Instrukcja eksploatacji SIPLACE SX1/SX2
3.7 Układ transportowy płytek drukowanych Od wersji oprogramowania SR.710.0 Wydanie 12/2016
142
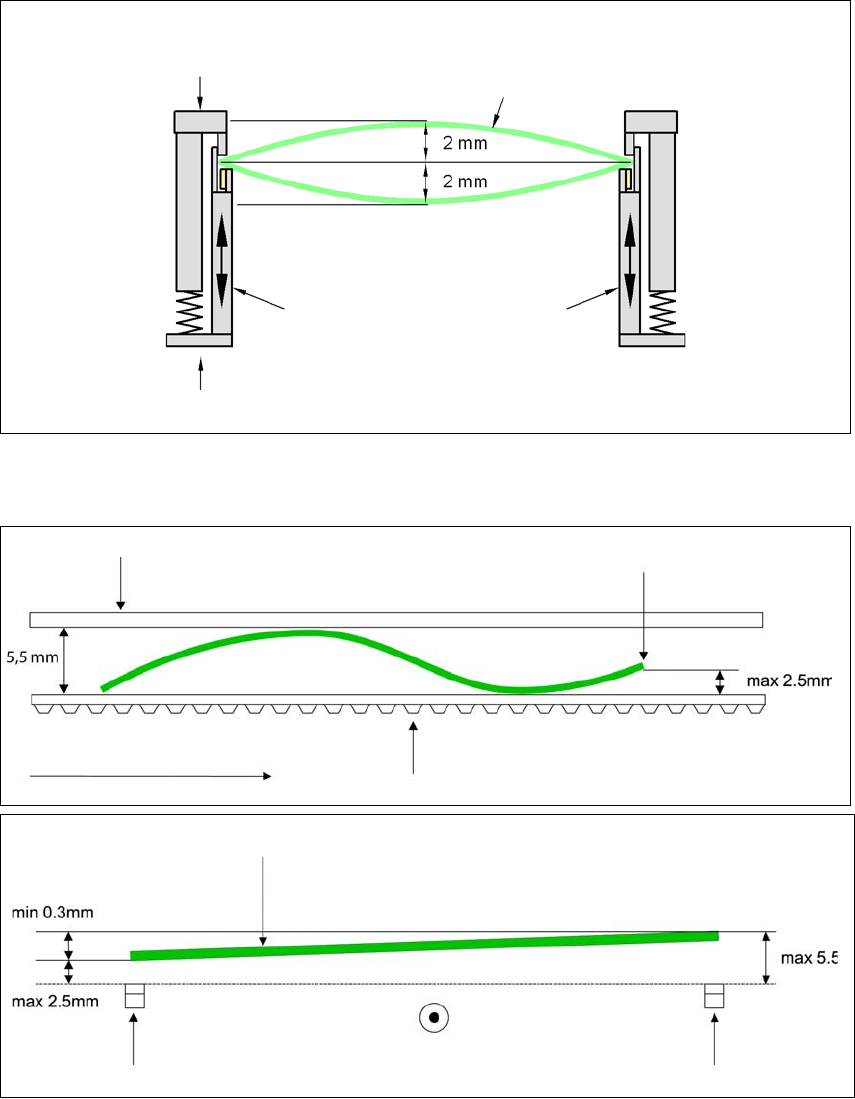
3.7.5 Definicja wybrzuszenia płytki obwodu drukowanego
3.7.5.1 Wybrzuszenie płytki drukowanej w trakcie transportu
Wybrzuszenie płytki drukowanej poprzecznie względem kierunku transportu maks. 1% przekątnej
płytki, ale nie więcej niż 2 mm
3
Wybrzuszenie płytki drukowanej w kierunku transportu + grubość płytki < 5,5 mm. Wygięcie
przedniej krawędzi płytki drukowanej maks. 2,5 mm.
3
3
Stała krawędź zaciskowa
Ruchome urządzenie zaciskowe
Płytka drukowana
Ścianka transportowa
Stała krawędź zaciskowa
Pas transportowy
Kierunek transportu płytek drukowanych
Przednia krawędź płytki drukowanej
Przednia krawędź płytki drukowanej
Prawy pas transportowy
Lewy pas transportowy
Kierunek transportu płytek drukowanych