00197889-03_UM_SX12-V2_PL.pdf - 第248页
5 Zadania przy maszynie Instrukcj a eksploatacji SIPLACE SX1/SX2 5.9 Przeprowadzenie obe j ś cia kontrolnego Od wersji opr ogramowania SR.710.0 Wydanie 12/2016 248 5.9.3 Kontrola Support Pins Skontrolowa ć po ł o ż eni…
Instrukcja eksploatacji SIPLACE SX1/SX2 5 Zadania przy maszynie
Od wersji oprogramowania SR.710.0 Wydanie 12/2016 5.9 Przeprowadzenie obejścia kontrolnego
247
5
Skontrolować wielokolorowe wskazania stanu (poz. 3 na rys. 5.9 - 1, strona 246).
–Jeżeli świeci w kolorze zielonym, oznacza to, że moduł podajnikowy jest gotowy do
pracy.
–Jeżeli świeci w kolorze pomarańczowym, oznacza to, że jest sygnalizowane ostrzeżenie.
Tekst ostrzeżenia jest wyświetlany na wyświetlaczu LCD (poz. 4 na rys. 5.9 - 1
, strona
246
). Na SmartFeedern świecą się odpowiednio diody LED.
–Jeżeli wskaźnik stanu świeci w kolorze czerwonym, oznacza to, że wystąpiła nieprawi-
dłowa funkcja. Na wskazaniach LCD ukazuje się komunikat o usterce (poz. 3 na rys. 5.9
- 1, strona 246). Na SmartFeedern świecą się odpowiednio diody LED.
Zestawienie wskazań na ekranie LCD i wskazań stanu na polu obsługi znajduje się w
rozdziale 5.11
, strona 262. 5
Zestawienie wskazań diod LED i wskazań stanu w polu obsługi Smart Feeder zawiera
rozdział 5.11.2
, strona 263. 5
5
Gdy wskaźnik stanu jest wyłączony, może to mieć następujące przyczyny: 5
–Modułu podajnikowego nie ma w aktualnym wyposażeniu.
–Moduł podajnikowy jest uszkodzony.
–Moduł podajnikowy jest wyłączony (np. z powodu spadku ciśnienia powietrza).
5.9.2 Splatanie pasów w odpowiednim czasie
5
5
OSTROŻNIE
Problemy ze ściągnięciem folii kryjącej!
Zerwanie folii może spowodować problemy ze ściąganiem folii kryjącej.
W modułach podajnikowych pasów 8 i 12 mm X zintegrowany jest nóż (poz. 2) ułatwiający
odcinanie foli kryjącej.
WSKAZÓWKA
Zbyt późne splatanie pasów
Zbyt późne splatanie pasów prowadzi do dłuższych czasów przestoju
Pasy powinny zostać splecione w odpowiednim momencie, aby moduły podajnikowe
nie zostały opróżnione.
WSKAZÓWKA
Zbyt wczesne splatanie pasów
Zbyt wczesne splatanie pasów może spowodować przy nawijaniu starego pasa na nową
rolkę, że nowa rolka zostanie przepełniona, pas zsunie się z rolki i zakleszczy. To z kolei
spowoduje błędy w pobieraniu pasa i częstsze przestoje.
Splataj pasy na czas, aby nowe i stare pasy nie zakleszczały się.
5 Zadania przy maszynie Instrukcja eksploatacji SIPLACE SX1/SX2
5.9 Przeprowadzenie obejścia kontrolnego Od wersji oprogramowania SR.710.0 Wydanie 12/2016
248
5.9.3 Kontrola Support Pins
Skontrolować położenie Support Pins na stole podnośnym:
–Zwracać uwagę na to, aby Support Pins nie wchodziły w kolizję z elementami elektro-
nicznymi na dolnej powierzchni płytek drukowanych.
–Należy ponadto zwracać uwagę na to, aby Support Pins nie kolidowały ze ściankami
transportera płytek drukowanych.
– Do bezpiecznego i automatycznego pozycjonowaniu Support Pins zalecamy zastosowa-
nie opcji Smart Pin Support. Patrz rozdział 6.16
, strona 354.
5.9.4 Uchwyt dodatkowej rolki taśmy
5
Rys. 5.9 - 2 Uchwyt dodatkowej rolki taśmy
(1) Uchwyt dodatkowej rolki pasa, nr artykułu 00141217-xx
(2) Zespół do zamocowania uchwytu
5
maks. 60 mm
(1)
(2)

Instrukcja eksploatacji SIPLACE SX1/SX2 5 Zadania przy maszynie
Od wersji oprogramowania SR.710.0 Wydanie 12/2016 5.9 Przeprowadzenie obejścia kontrolnego
249
Moduły podajnikowe serii X mogą bez problemu przetwarzać pasy, jeżeli przesunięcie boczne
między modułem podajnikowym i rolką pasa nie przekracza 60 mm. Jeżeli z powodu wymaga-
nego wyposażenia nie można dotrzymać maksymalnego dopuszczalnego przesunięcia, radzimy
zastosować uchwyt do dodatkowej rolki pasa (poz. 1). Wetknij po prostu ten uchwyt w zespół do
zamocowania (poz. 2) i wsuwaj go aż przesunięcie będzie mniejsze od maksymalnego dopusz-
czalnego, wynoszącego 60 mm. Wózek na podzespoły ma razem 5 zespołów do zamocowania.
W każdym uchwycie rolek pasa mogą znajdować się 2 rolki, dzięki czemu można umieścić nad
pojemnikiem na pasy maks. dziesięć rolek pasa 15" (381 mm).
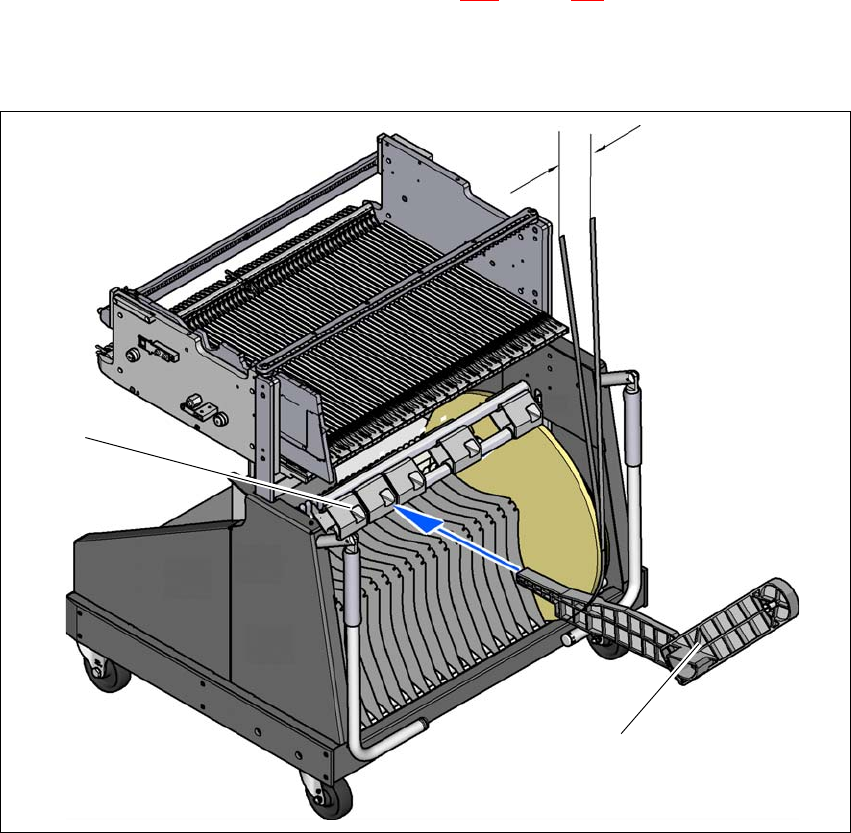
5.9.5 Zakładanie blach rozdzielczych do pojemnika na pasy
Blacha rozdzielcza ma różne krawędzie i może być zakładana na dwa sposoby do pojemnika
na pasy. Przy zastosowaniu osi wtykowych wycięcia na osie w przegródce blaszanej są skie-
rowane w górę (patrz poz. 4 na rys. 5.9 - 3
). Jeżeli nie używa się osi wtykowych, wówczas
skierowana jest do góry zaokrąglona krawędź przegródki blaszanej (patrz poz. 5 na rys. 5.9
- 3).
Włożyć przegródki blaszane w sposób przedstawiony na rys. 5.9 - 3i uwzględnić, że pojemnik
na pasy może zostać podzielony najmniej na 2 części. Dzięki temu unikniesz błędów uzbra-
jania.
Sprawdź, czy blachy rozdzielcze przyjmują pozycję zatrzaskową we wszystkich trzech li-
stwach prowadzących. W przeciwnym razie blacha rozdzielcza zostanie skrzywiona lub po-
gięta.