富兴智能立式插件机R系列说明书.pdf.pdf - 第106页
深圳市富兴智能装备有限公司 http:// www .fuxingai.com http:// www.fxznsmt.com - 105 - 我们松开 ○ 29 螺丝使主爪向“Y”轴负(或正)方向摆动,摆动距离为误差值的一半, 并锁紧 ○ 29 螺丝 ⑼重复上面步骤(3)、(4)和(5)直到±90 度的中心点与标准元件三个引脚中心 点完全重合即可,否则重调。 ⑽把插件头转到 0 度与治具 0 度验证中心点正确即可,否则重调。
深圳市富兴智能装备有限公司
http:// www.fuxingai.com
http:// www.fxznsmt.com
- 104 -
二、调整。
1、插件头调整。
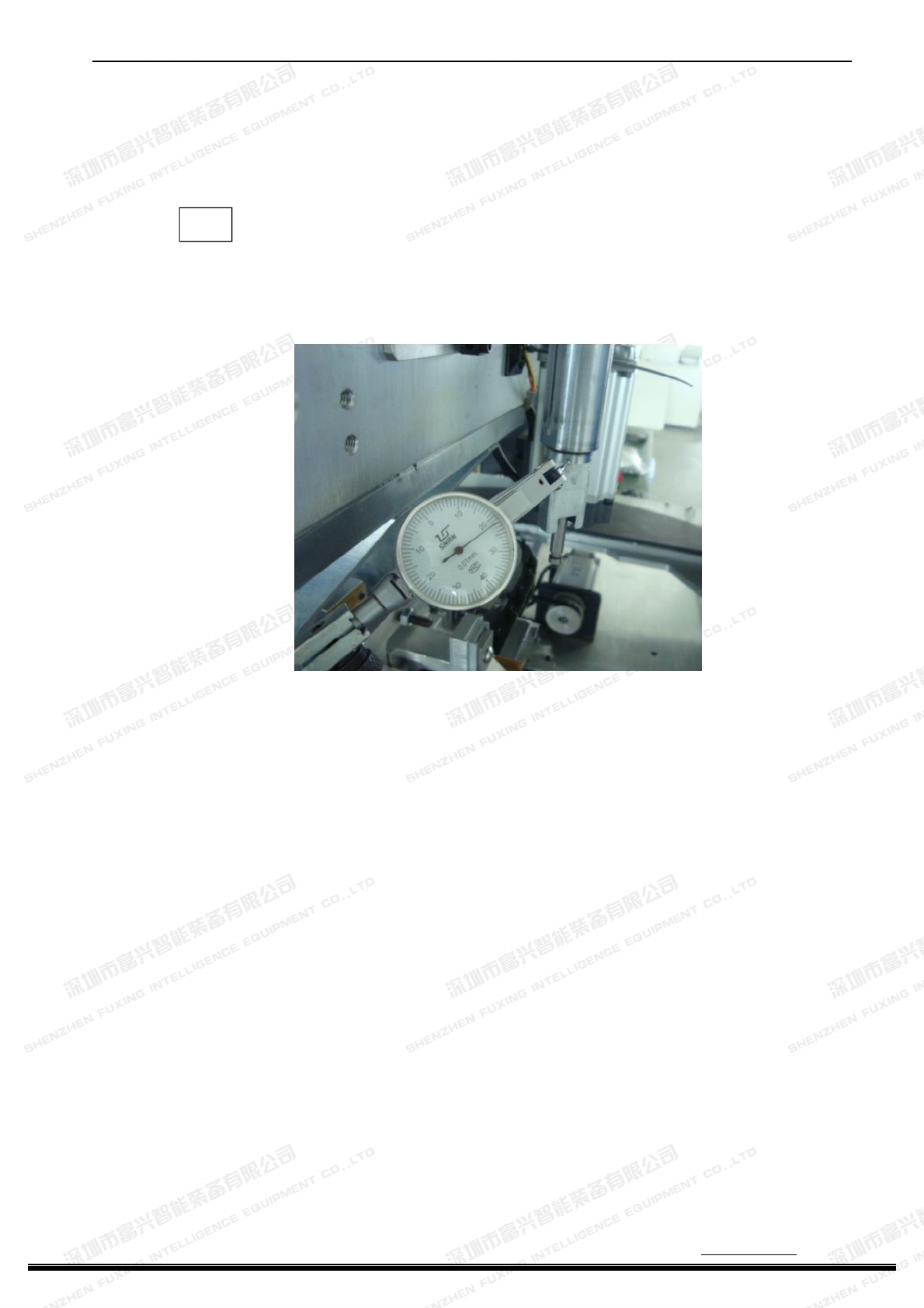
1)调整主轴 FXR-TB06004 旋转偏心度。用百分表来测量,将主轴由上向下慢慢移
动并且旋转一周,百分表的读数误差在(0.01-0.03)mm ,主轴左右前后不恍动是合格。
调整插件头本体主爪中心位置。放上料在夹具上,校对三个方向 00 、正负 900 的位置,
都对中即可调整插件头本体主爪中心位置。操作步骤如下:
⑴把卡具放在转台对应两个凸出圆柱上,并把转台转到零位处。
⑵把标准元件放在主爪三个夹料口上,并且料是垂直向下的三个脚在同一个平面上。
⑶把三角滑块按到最底端,把插件头旋转到正 90 度,移动工作台“X”、“Y”使标
元件三个引脚正好插入卡治具 90 度对应孔中心处。
⑷逆时针把插件头旋转 180 度。如果标准元件三个引脚在对应三个孔的右(或左)侧,
未到(或过)中心点。
⑸松开
○
10 螺丝,不要完全松下。退
○
37 (或
○
35 )机米,顺时针
○
35 (或
○
37 )机米和
○
10 螺丝并再次调整
⑹把三角滑块按到最底处,使标准元件三个引脚到对应三个孔误差值的一半。
⑺重复上面步骤(3)、(4)和(5)使标准元件三个引脚在±90 度时在同一条直线
上即可,否则重调。
⑻重复上面步骤(3)、(4)和(5)如果三个引脚对应在三个孔的上(或下) 方时,
121

深圳市富兴智能装备有限公司
http:// www.fuxingai.com
http:// www.fxznsmt.com
- 106 -
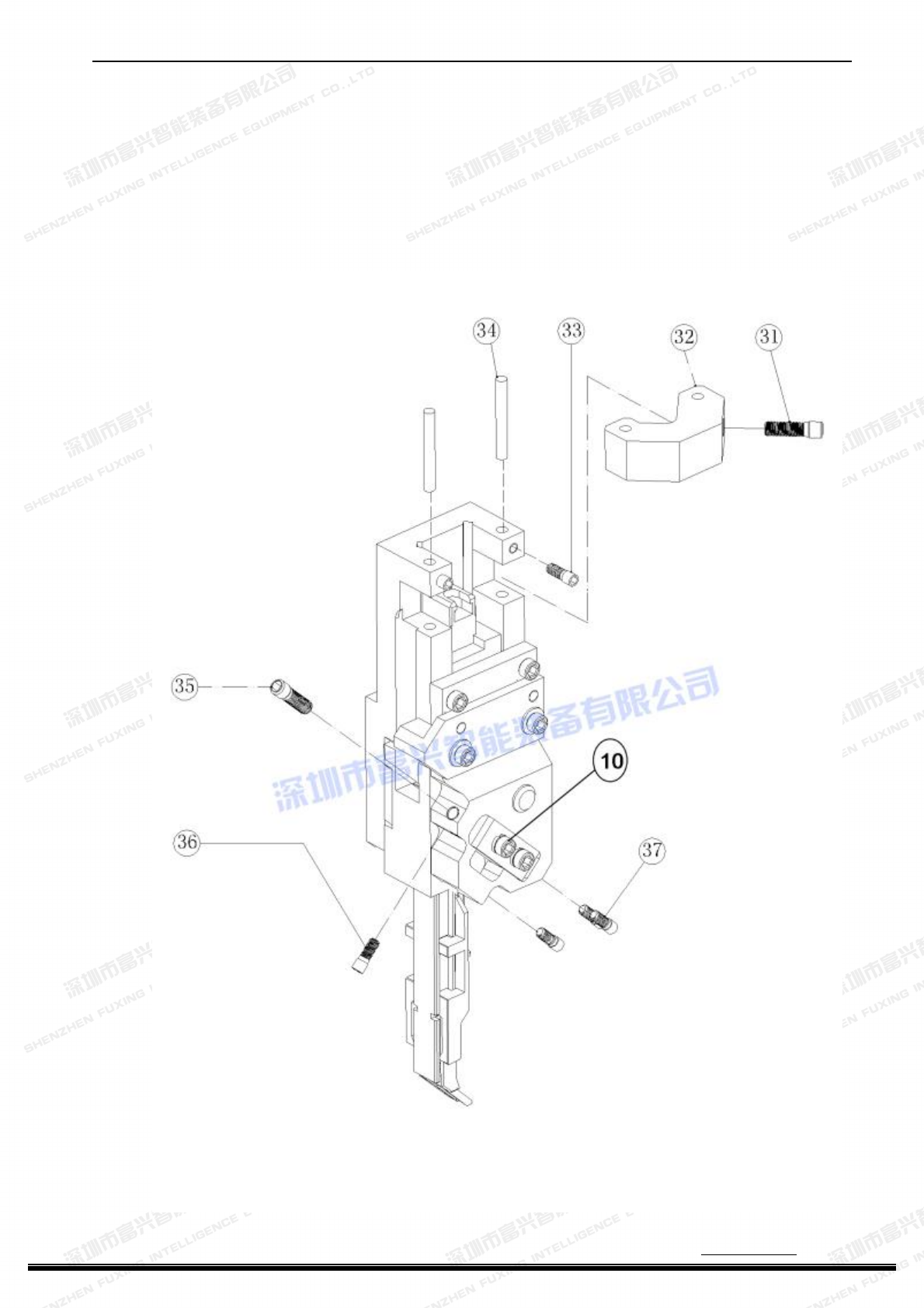
3)调整
○
28 FXR-CJ13019 三角滑块的松紧度,使其上下顺畅,前后不晃动。
3) 三角滑块
○
28 FXR-CJ13019 与挡位板
○
6 FXR-JL13015 的间隙在 0.05mm-0.08mm 之间。
4) 三角滑块
○
28 FXR-CJ13019 与主爪
○
23 FXR-JL13017 连接的两个螺丝松开,可以调整主爪左右
偏移,如果超过 2mm 时就可能主轴、插件头本体、三角滑块、主爪四项中有一个配件有问题(一
般主爪没有问题),更换配件。(注:调中心点时用此方法调整范围±1mm)
5) 插件头常见问题的排除。