富兴智能立式插件机R系列说明书.pdf.pdf - 第13页
深圳市富兴智能装备有限公司 http:// www .fuxingai.com http:// www.fxznsmt.com - 12 - 1)控制面板区 :这个区是对机器的运行和生产进行操作控制的(如上图): 控制面板区按钮解释: 移位:按程序顺序只移动工作台空跑,不送料也不插件。 空插:按程序顺序移动工作台空插,CTA 送料,链条不动。 插件:按程序顺序链条送料插件。 单步:“启动”键除外,要执行所有按键功能或要打开文件必须先单击…

深圳市富兴智能装备有限公司
http:// www.fuxingai.com
http:// www.fxznsmt.com
- 11 -
1、操作前的安全检查
第三章 操作
请必须注意:
在机器为新安装或长期闲置状态时,给机器通电和通气以及操作前,一定
要认真做好下列安全检查:
1) 检查电源供给是否为指定的额定电压。
2) 检查主要电源是否接到机器上,保险是否完好,分支断路器是否合上。
3) 设备是否规范的接地。
4) 确定无无关的物件留在电控箱内和机器的可动部位上。
5) 传送带、同步带是否在运输中脱落。
6) 检查丝杆、滑轨、插件轴等重负荷、高速运转的机构是否连接良好。
7) 用手推拉 X、Y、H、P、C、RB、RH 机构,看是否活动顺畅。
8) 检查各飞达是否退回在安全位置。
9) 检查极限检测和限位机构是否脱位。
10) 检查应急开关是否压下,检查总气源、电源开关是否处于 OFF 状态。
11) 检查电脑、电控箱、主副机间的各接线插头和气管是否插接良好。
2、 操作界面说明,分以下四个区。

深圳市富兴智能装备有限公司
http:// www.fuxingai.com
http:// www.fxznsmt.com
- 12 -
1)控制面板区:这个区是对机器的运行和生产进行操作控制的(如上图):
控制面板区按钮解释:
移位:按程序顺序只移动工作台空跑,不送料也不插件。
空插:按程序顺序移动工作台空插,CTA 送料,链条不动。
插件:按程序顺序链条送料插件。
单步:“启动”键除外,要执行所有按键功能或要打开文件必须先单击它将其选中。
自动:按程序先后连续完成动作。
单循环: 是移位或空转或插完一块后自动停下来,直到再(启动)移位或空转或插件的过程为
一个单循环。
连续:是移位或空插或插完一块后连续执行动作,直到完成生产数量。
归零:把工作台和转台归位到起始零位。是首次移位和插件前的必须的动作。
分解:把插件动作分解成几个步骤来执行。
链条归零:当链条不在零位时点击之可以驱动链条回到零位。
补件: 当插件检测检测出来有漏件时,补一个元件上 PCB 上点击之可以自动完剪脚
并把元件固定在 PCB 上,然后可以按照运行的程序继续执行插件动作。
插件头:是插件头伺服使能开关。
启动:让机器开始执行相关动作。亦发出“开始”的指令。
停止:是让当前所有动作停下来。
气源开:控制总气源开关。
影校:对整个程序中的每一行都进行视觉校正。
漏件检测:单击之,方框内的绿灯亮 ,表示执行插件检测;再点之,方框内不亮灯 ,
表示不执行插件检测。方框两边的圆点绿色为正常插件,红色为漏件。
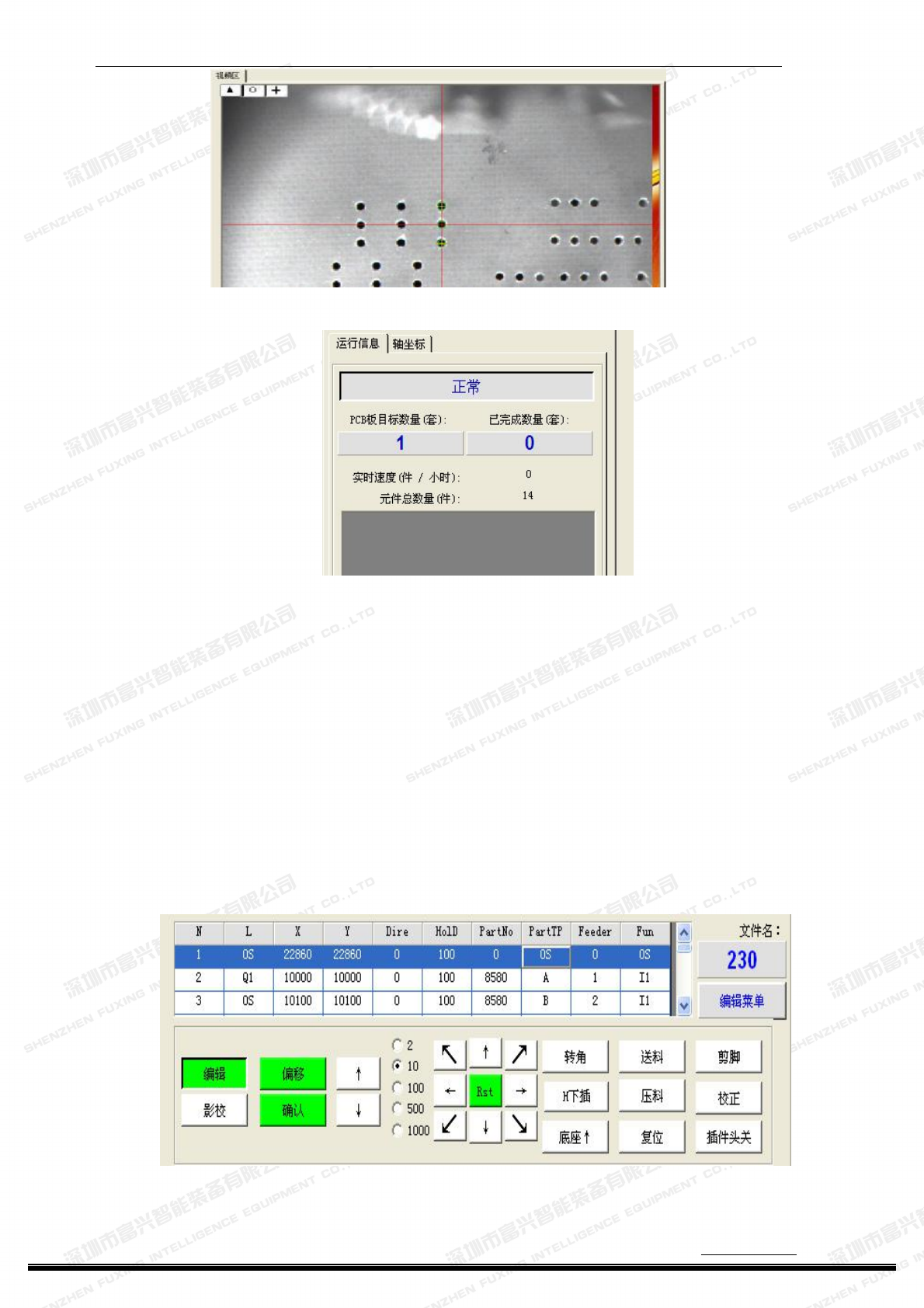
2) 视频属性区:此区是显示照相机拍摄到的 PCB 的图像的区域。
深圳市富兴智能装备有限公司
http:// www.fuxingai.com
http:// www.fxznsmt.com
- 13 -
3)
运行信息区
:此区显示当前的生产信息。
第一行是系统信息提示栏。如“设备回归原点成功!”等。
实时速度: 用来显示机器实际插件的速度。
元件总数量: 显示的是运行的程序的“点”数。
PCB 板目标数量: 也就是生产中要插件的 PCB 板的数量。达到数量值后会自动停下来。常态
时自动设定为 1 块。单击它会弹出对话框“你要设定目标数量吗”?
只要直接输入新的目标数量值点击“是”即可。否则点击“否”,会返
回前一界面。
已完成数量 : 每插完一块板会自动累加生产记录。单击它会弹出对话框“你要清零吗?”,
点击“是”,数量会变为 0,否则点击“否”,会返回前一界面。
4)程序编辑区(如图):此区是用来新建或修改坐标程序。进入程序编辑区要先在控制面板
区点击 单步,再点击程序编辑区的 “编辑 ”按钮。
N:表示当前运行的程序行数;
L:PCB 板上插入点的元件位置编号;