富兴智能立式插件机R系列说明书.pdf.pdf - 第114页
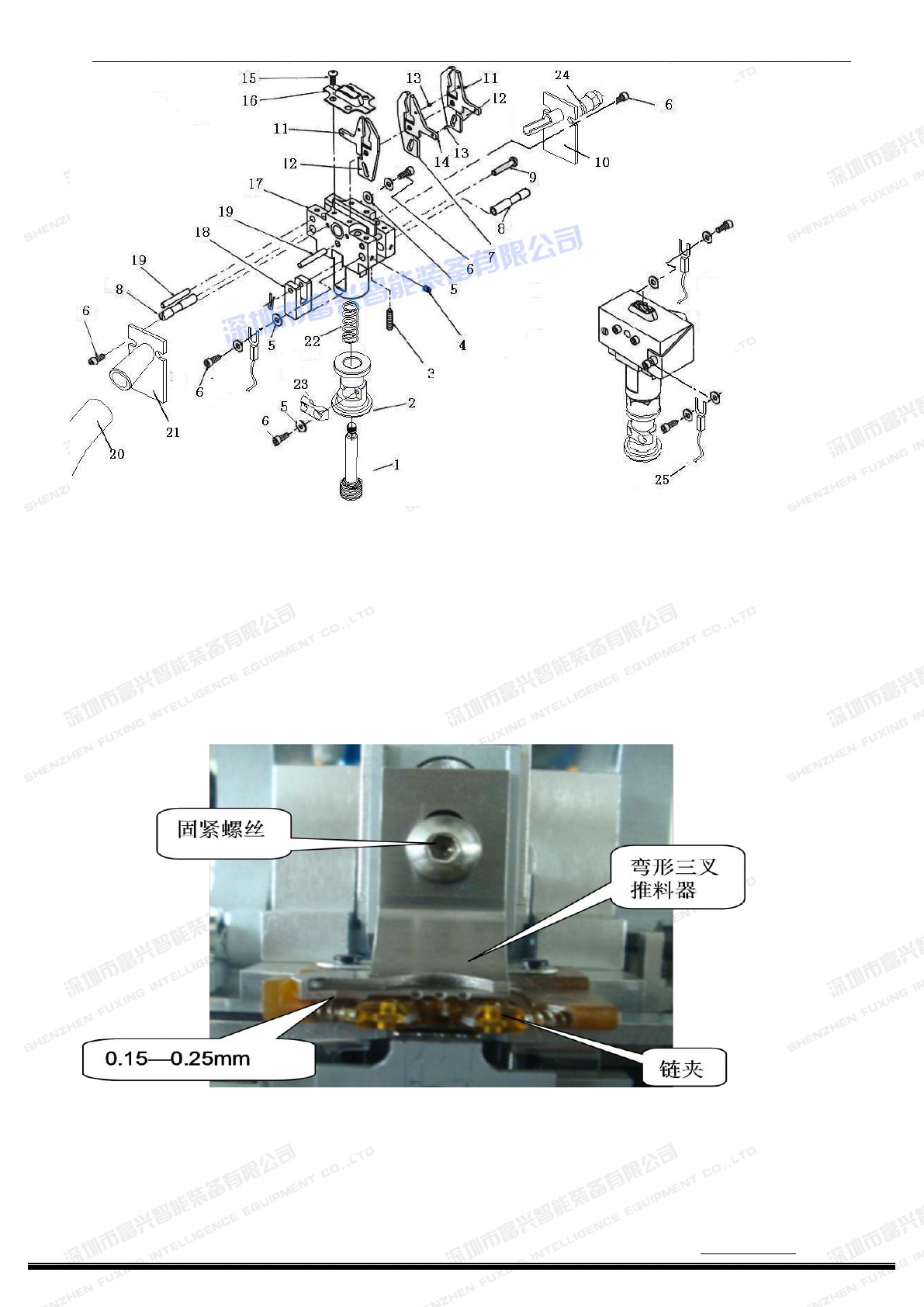
深圳市富兴智能装备有限公司 http:// www .fuxingai.com http:// www.fxznsmt.com 113 4、CTA 调整 。 1) 弯形 三 叉 推 料器 ○ 22 FXR-SL04057 的 调 整。 调 整 合适 的 标 准 是 :弯 形 三 叉 推 料 器 下底面 与链 夹之 间的间 隙在 0.15mm-0.25mm 之 间 。 松 开 弯 形 三 叉 推 料 上 的 固 定 螺 丝, 上下调动弯形…
深圳市富兴智能装备有限公司
http:// www.fuxingai.com
http:// www.fxznsmt.com
112
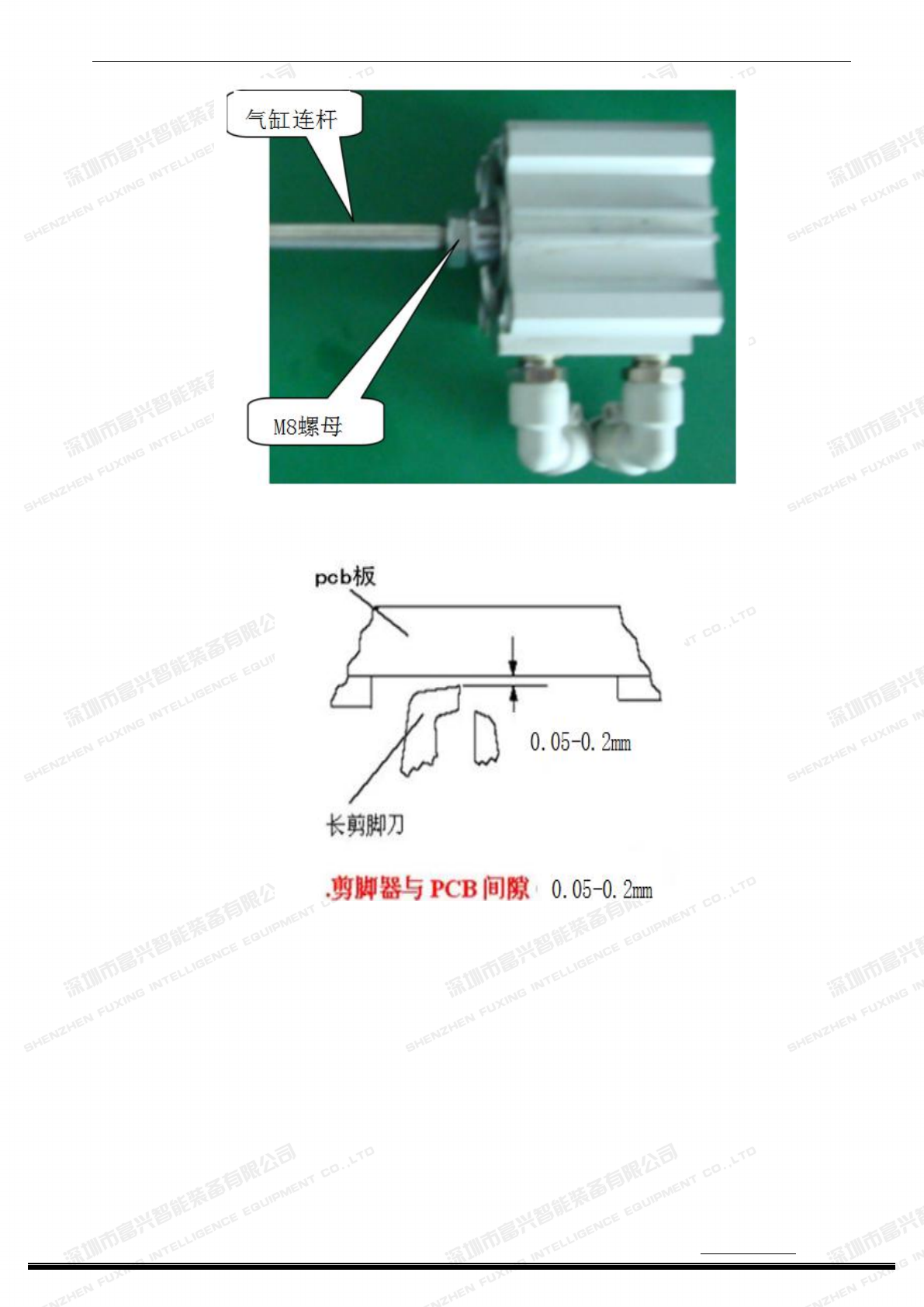
(3) 剪脚刀与 PCB 板的距离为 0.05-0.20mm
3)剪脚头常见故障的排除方法。
(1)引脚剪不断 A、剪脚刀磨损,更换剪脚刀。
B、剪脚行程过短,松开 M8螺母(见上图),可调行程长短。
C、剪脚头有废料,清洗剪脚头(见下图)。
(2)感应不良 A、用万用表测试电压是否正常。
B、用万用表测试剪脚头是否接地。
C、感应杆和剪脚刀之间间距过小或过大,松开
○
3 FXR-DZ20001上的螺丝
(见下图),可转动
○
8 FXR-DZ07025 感应杆来调节感应杆与剪脚刀的间距为(0.01-0.10mm)。

深圳市富兴智能装备有限公司
http:// www.fuxingai.com
http:// www.fxznsmt.com
114
2) CTA 到插件头行程调整。
(1) 打开操作界面的“诊断”选项。
(2) 选择引脚直径在 0.36mm-0.5mm 之间的元件,并将元件卡在弯形三叉推料器前面
的那个链夹上。
(3) 将百分表的表头与插件头主爪的背面相接触,并轻轻的施加压力给表头,使表的
读数在 0.25mm-0.8mm 范围内变化,再将表的指针归零。
(4) 用“诊断”之“通用输出信号”里的“送料”打出CTA,调整 CTA 行程的控制螺丝,
使百分表的指针在 0.025mm-0.05mm 之间偏转即可。然后固定行程控制螺丝,退出“诊断”。
3)气缸回程的调整。
CTA 回程调节合适的标准是:送料槽片
○
20 FXR-SL04055 与链条护块
○
31 FXR-SL04027之
间的间隙为 0.52mm。可通过调整 CTA 气缸的光轴与活动接头的伸展长度获得。其目的
主要是保证送料槽片与链条护块之间不会碰撞,以免损坏弯钩。