JX-100_使用说明书.pdf - 第654页
附录 B LED 贴装的要点 附录 B 关于 LED 贴装时的要点 贴装 LED (或异形 元件)时, 有几个要点。 制作生产程序时 ,考虑下述几个要点 ,有助于提高贴片精 度与贴装效率。 现列举几种有代 表性的 LED 形状,以资参 考。 ① 方形芯片型…… ……箱型形状 ② 方形芯片 LED 型……在 基板上树脂 模压的阶梯差 形状 ③ 圆顶型………… ……在基板上树脂模 压的半球形状 ④ 侧面发光型( si de view )………
附录 A 用语集
● 间距
间距是指输入查看元件的中心到中心的尺寸,当为引脚间距时,是指引脚的中心到引脚的中心、当
为电路间距时,是指电路中心到电路中心的XY尺寸。
● 供料器(类)
供给印刷配线基板贴片用电子元件的装置。
● 送料器台
送料器台是指承载送料器的台。
● 送料
送料是指对带状元件、管状元件、散装元件的元件输送。
● 元件数据
用以上的贴片数据输入的“元件名称”,输入该元件的信息被称为元件数据。另外,还要设定元件
的形态、贴片该元件时的XYZ
θ
的速度、各种检查、检查功能。
● 程序(生产程序)
在印刷电路基板上贴装电子元件的命令语言以及贴片位置数据的集合。
● 贴片头(单元)
将电子元件从元件供给部取出,贴片到印刷电路基板上的装置。
● 贴片机
在基板表面贴装元件的机器。将电子元件贴装到印刷基板上指定位置的贴片机器。
● 机器坐标原点
机器坐标原点是指:当执行返回原点运行后,OCC进行CAL块上的第一标记的识别。识别结束后,
OCC从机器前部观察,向左前部移动,返回原点运行结束。此时的OCC位置是坐标上的原点。即,变
为(X=0,Y=0)的位置,以此为基础进行各坐标的展开。
返回原点时,OCC进行CAL块第一标记的识别,从原点到第一标记的距离由软件决定,可以明白相对
于该距离第一标记偏离设计尺寸多少。此时,XY标记的偏差和设计尺寸的差为偏移值,修正后,返
回原点坐标。该位置为正确的坐标原点。
● 平面(Land)
也叫焊盘。为了安装引脚或电极而在基板上设置的焊接用基座。
● 引脚
元件端部安装的导电材料。元件安装时,焊接该部分以与基板结合。
A-7
附录 B LED 贴装的要点
附录 B
关于 LED 贴装时的要点
贴装 LED(或异形元件)时,有几个要点。
制作生产程序时,考虑下述几个要点,有助于提高贴片精度与贴装效率。
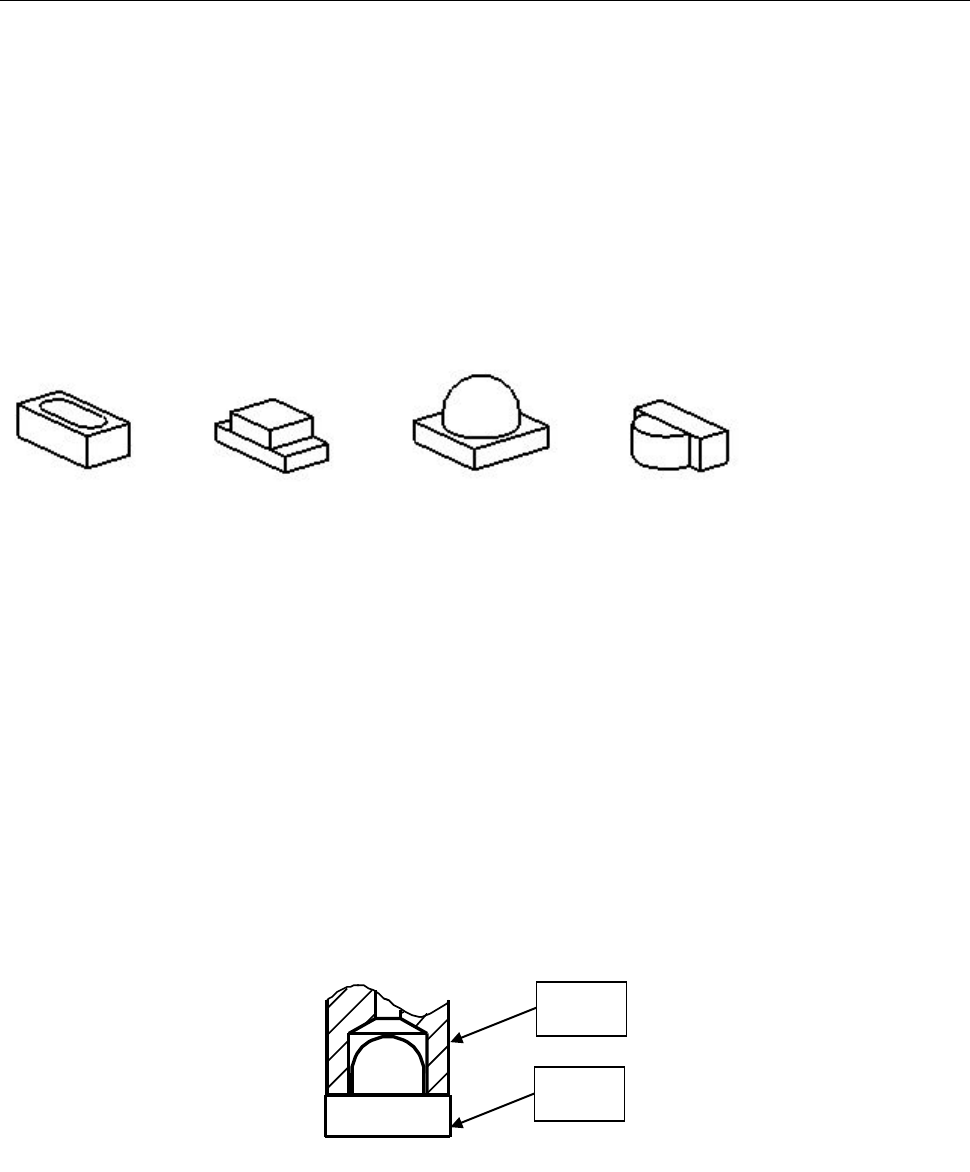
现列举几种有代表性的 LED 形状,以资参考。
① 方形芯片型…………箱型形状
② 方形芯片 LED 型……在基板上树脂模压的阶梯差形状
③ 圆顶型………………在基板上树脂模压的半球形状
④ 侧面发光型(side view)……从侧面投光的物体,从上面投影时为非四角形的形状。
图 1 有代表性的 LED 形状
1. 吸嘴的选择
①、②、④,只要尺寸符合,则可用标准吸嘴对应。
但,有些元件会使得对 LED 元件部分的冲击受到限制。
(详细情况,请参见各 LED 厂家的商品介绍。)
遇此情况,应选择尖端形状可回避 LED 元件部位的吸嘴,或变更Z轴速度(参见下面说明)。
对于③,若使用标准吸嘴对应,因要吸取该元件表面的球形部分,有时吸取会不稳定。
推荐采用吸嘴罩住球形部,吸嘴尖可接触安装部位为球形状安装面的特别订货吸嘴。(参见图 2)
标准吸嘴不能对应时,需要特殊订货对应。
有关特殊订货吸嘴事宜,请参见 JUKI 网页,或垂询 JUKI 客服部。
图 2 对应圆顶型的吸嘴尖头形状示例
①方形芯片型 ②方形芯片 LED 型
③圆顶型 ④侧面发光(side view)型
吸嘴
元件
B-1
附录 B LED 贴装的要点
2.元件类型与激光高度
选择了元件类型(参见 4-3-5-2-1 初始画面 (2)),即可自动确定激光高度(参见 4-3-5-2-5 扩展 (4))。
若是 LED,推荐选择以下类型。
类似①型的,元件的Z方向的横断面形状的任何高度等同的元件,应选择“方形芯片”。
③型,使用图 2 吸嘴吸取时,④的情况也相同。
(注)对③,使用类似图 2 的吸嘴吸取时,元件高度只是基础部的高度。
类似②的阶梯型形状的,则应选择“方形芯片 LED”。
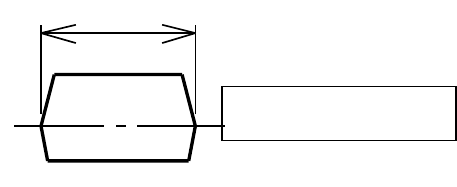
对于类似图 3 侧面有角度的元件,自动确定的高度有时并不成为最佳位置。遇此情况,请变更「激光
高度」。
测量元件形状,推荐以测量结果与产品介绍目录记载的外形形状尺寸值(在元件数据上输入的外形尺
寸值)大体相等的高度为最佳高度。
通过实施测量(参见 4-5-4-2),可确认激光高度位置的测量值,请与外形尺寸进行比较。
图 3 推荐的激光高度位置示例
3.Z轴移动速度
对于 1.所述的对元件的冲击受到限制、或要吸取有粘着性的表面时,通过降低Z轴动作速度的方法,
有时可以对应。(参见 4-3-5-2-5 扩展 (1))
请将吸取Z下降、吸着Z上升、贴片Z下降、贴片Z上升的速度,变更为中速、或低速。
对冲击问题,通过变更各项下降速度,对粘着性问题,通过变更各项上升速度,可达到一定效果。
但是,贴片速度会下降。
4.元件形状
类似④所示的元件的Z方向横断面形状为非四角型的元件,有时可通过变更元件形状(参见 4-3-5-2-5
扩展 (5)),提高贴片精度及贴装效率。
请在灵活、灵活 2、灵活 3 中,选择确认。
有的元件形状,无法用上述办法对应。遇到此种情况,请垂询客服部。
外形尺寸
推荐的激光高度位置
B-2