Formflex Manual.pdf - 第16页
TECHNI CAL R EFEREN CE ADJUS TMEN TS AND SE TTINGS Chapter Issue 4 Jun 04 FormFlex Tooling M anual 1.9 The blanking plates are available in the foll owing lengths: • 100mm - Disables ten FormFle x pins • 50mm - Disables …
1.8 FormFlex Tooling Manual Chapter Issue 4 Jun 04
TECHNICAL REFERENCE
ADJUSTMENTS AND SETTINGS
14.Press the amber operator button on the machine front cover to raise the
FormFlex pins.
15.If the setting weight has not been lifted off of the tooling plate when all the
FormFlex pins have been raised, the pin pressure in the tooling module
under test is now correct, go to Step 18.
16.If the setting weight has been raised by the five FormFlex pins, press the
green reset button. Using a flat bladed screwdriver adjust the spring tension
screw a quarter turn anti-clockwise.
17.Repeat Steps 14 - 16 until the setting weight fails to lift when all the FormFlex
pins have raised.
18.Repeat Steps 4 and 5 to ensure that the setting weight will still be lifted by 6
pins.
19.If adjustment was made, lock the spring tension screw locknut loosened in
Step 8.
20.Press the green reset button located inside the front cover.
21.Repeat the procedure for the remaining modules.
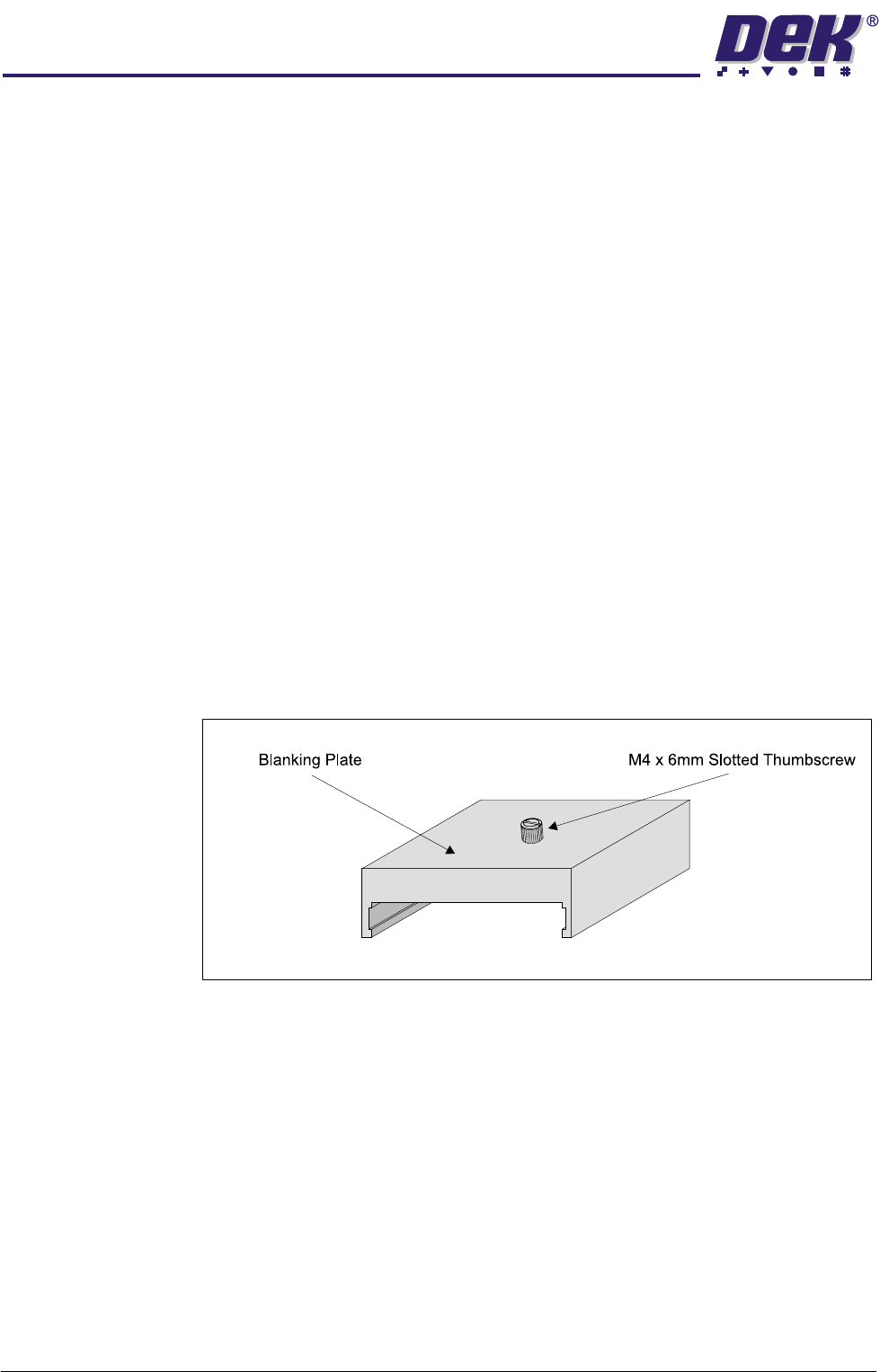
Blanking Plate Kit To improve gasketting when printing thin flexible boards, a set of blanking plates
are provided. These plates are clamped to the top of the tooling modules over
FormFlex pins outside the print area. The plates prevent the FormFlex pins not
supporting the board and squeegee/ProFlow head from rising as the print stroke
is performed.
Figure 1-4 Blanking Plate
TECHNICAL REFERENCE
ADJUSTMENTS AND SETTINGS
Chapter Issue 4 Jun 04 FormFlex Tooling Manual 1.9
The blanking plates are available in the following lengths:
• 100mm - Disables ten FormFlex pins
• 50mm - Disables five FormFlex pins
• 12mm - Disables one/two FormFlex pins
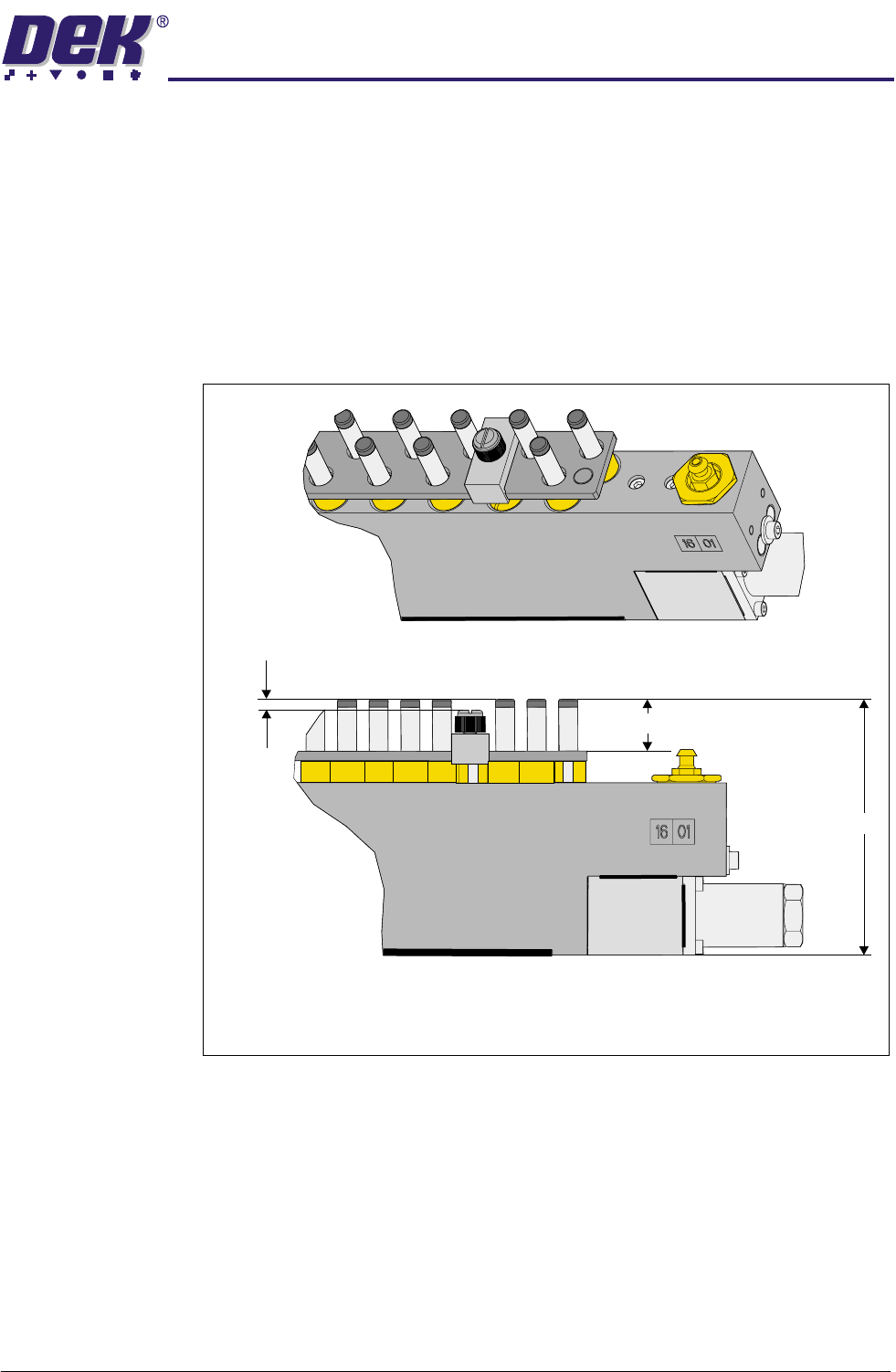
If the blanking plates are used within the board support area the component
underboard clearance is reduced to 3.5mm. However, the component under-
board clearance can be increased if the slotted thumbscrew is replaced with an
appropriate size grub screw.
Figure 1-5 Board Under Clearance - Blanking Plate Fitted
During product setup, the appropriate sized blanking plates are slid onto the
tooling module outside the area of the squeegees/ProFlow and clamped in
place using the M4 x 6mm slotted thumb screw.
Isometric View on Tooling Module - Blanking Plate Fitted
A - Standard Tooling Height - 81mm
B - Component Under Board Clearance - 15mm
C - Component Under Board Clearance - Blanking Plate Fitted - 3.5mm
A
B
C
1.10 FormFlex Tooling Manual Chapter Issue 4 Jun 04
TECHNICAL REFERENCE
REPLACEMENT PROCEDURES
REPLACEMENT PROCEDURES
Fitting FormFlex Tooling
WARNING
COMPRESSED AIR. COMPRESSED AIR SHOULD NEVER IMPINGE UPON THE
BODY. PORTS, PIPES, ETC MUST NEVER BE BLOCKED BY HAND. BEFORE
CONNECTING ANY PNEUMATIC EQUIPMENT TO A COMPRESSED AIR SUPPLY,
ALL MOUNTINGS, FITTINGS, PIPEWORK AND ELECTRICAL CONNECTIONS
SHOULD BE REMOVED FOR SAFETY. NO PIPEWORK ALTERATIONS OR
REMOVAL OF FITTINGS SHOULD BE ATTEMPTED WITH AIR SUPPLIES
CONNECTED.
WARNING
BOARD CLAMPS. EXTREME CARE MUST BE EXERCISED WHEN WORKING IN
THE TOOLING AREA OF THE MACHINE TO AVOID INJURY. THE FOILS ON THE
FRONT AND REAR BOARD CLAMPS ARE VERY SHARP.
1. Gain access to the manual tooling plate.
2. Power down the machine.
3. Ensure the front FormFlex tooling module has the two registration grub
screws fitted to the base of the unit. Locate the grub screws in the holes in
the front edge of the manual tooling plate.
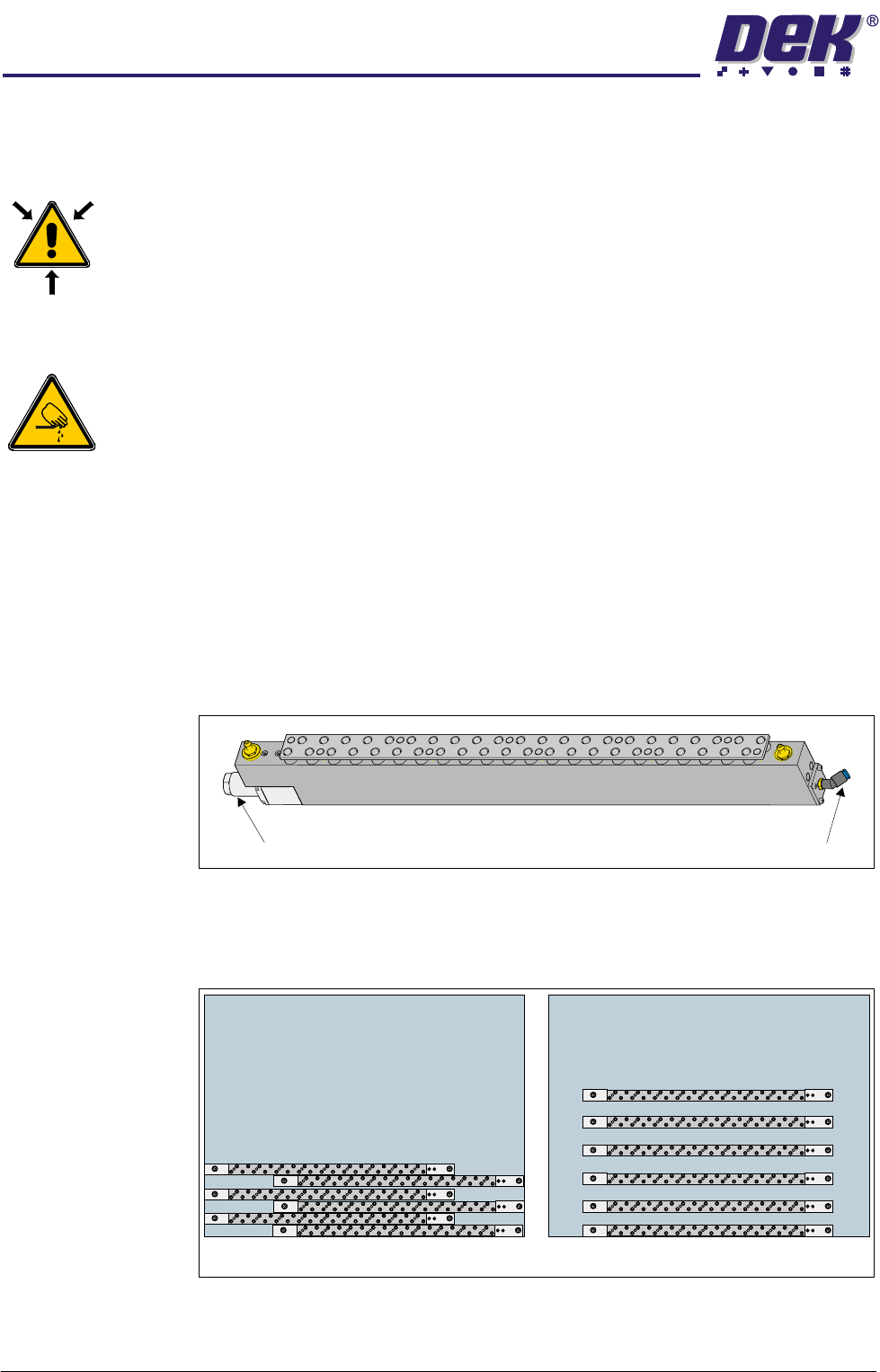
NOTE
When placing the tooling modules on the manual tooling plate, ensure that
the fluid cut-off valve is on the left and the pneumatic connection is on the
right.
4. The remaining tooling modules can be configured to suit the product to be
printed. The tooling modules can be staggered in the X axis and/or spread
evenly in the Y axis to fully support the product to be printed.
5. Connect 4mm pneumatic tubing from the pneumatic connector of the tooling
modules to the sequencing manifold as shown in the figure below.
Fluid Cut-Off Valve Pneumatic Connection
Plan View on Manual Tooling Plate
6
6
5
5
4
4
3
3
2
2
1
1