00198169-01 Technical Training TX-Series cn.pdf - 第107页
TX系列 技术培训 01/2016 7 PP/TH 贴片头 7.2 双头 - 回参考点 107 回参考点:Z 轴 1. 安装在 Z 轴可移动部件上的增量型标尺 2. 固定的增量型编码器 3. 增量型标尺上的基准脉冲 – Z 轴搜寻线性马达的换向点(由于向下移动 的危险性而处于特殊模式中)。 – 然后 Z 轴向上移动至基准脉冲并加载零点 校正。 – 然后 Z 轴向上移动至基准脉冲并加载零点 校正。 校准贴片头的高度时可确定零点校正、最大及…
7 PP/TH 贴片头
7.2 双头 - 回参考点
TX系列 技术培训
01/2016
106
下列贴片机型号可以使用多种贴片头:
贴片机 Twin Head 双头 HF VHF P&P 双头 VHF
X 系列 X X
SX1 SX2 DX1 DX2 X X
SX1 V2, SX2 V2 X X X X
SX4/DX4 X X
X2 S * X X
X3 S/X4 S X X
TX 系列 X
7.1.3 双头 - 主要部件/装置概述
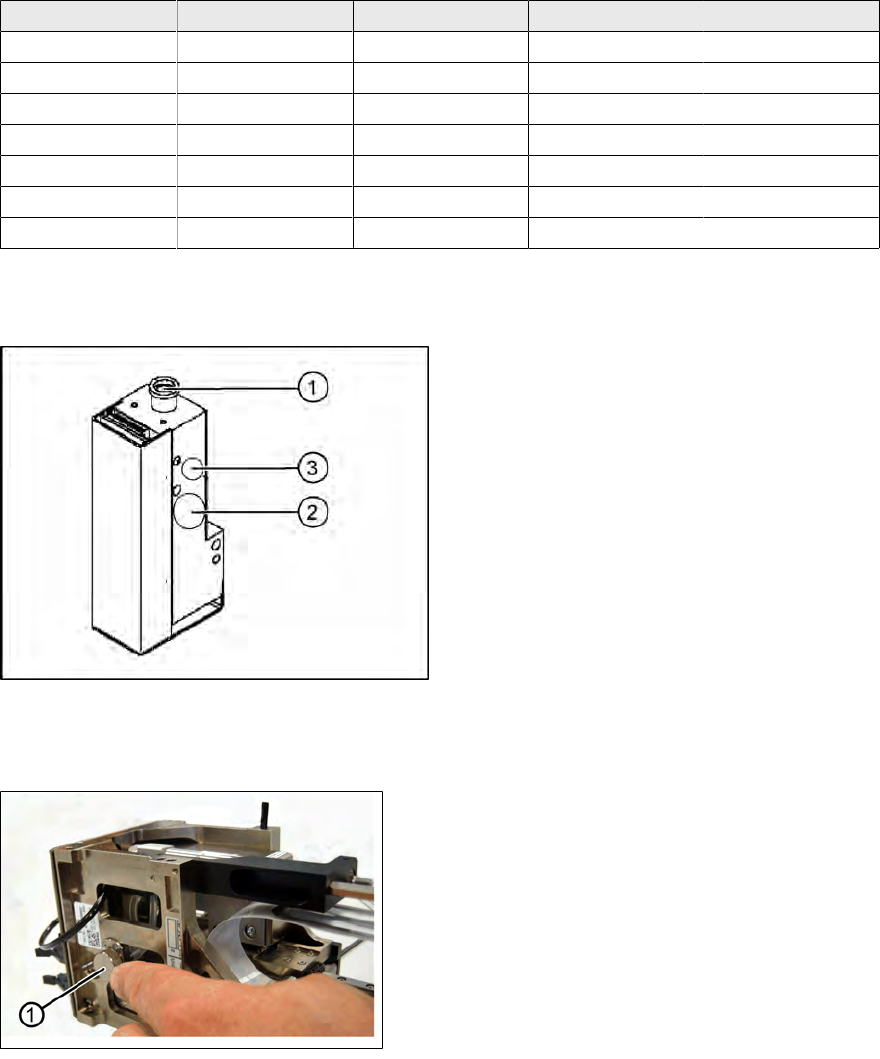
双头 – 调压阀 (PRV)
1. 压缩空气连接
2. 输出真空通过 D 轴的马达轴进入吸嘴
3. 冷却 X 线性马达已排出空气
借助于铁芯和电感器,调压阀可以自动控制段位器的真空、吹气和零平衡位置(中间位置-→ 无真
空和吹气)。
双头 – 过滤器
1. 真空系统过滤器。
过滤器安装在返回装置上,作为衰减器来控制真
空。
具有附加容量的过滤器可减轻真空发生器的振荡,并确保供给容量精确的真空和吹气。
必须定期维护过滤器(请参阅维护工作卡)
7.2 双头 - 回参考点
双头贴片机由两个段位器组成,其中的 Z、D、X、Y 四个轴位于悬臂上。
启动回参考点之前,返回气缸会从较低的原点位置移出。两个模块上的真空均处于开启状态,直至
调压阀完成初始化。
同时启动双头和 C&P 贴片头的回参考点。
TX系列 技术培训
01/2016
7 PP/TH 贴片头
7.2 双头 - 回参考点
107
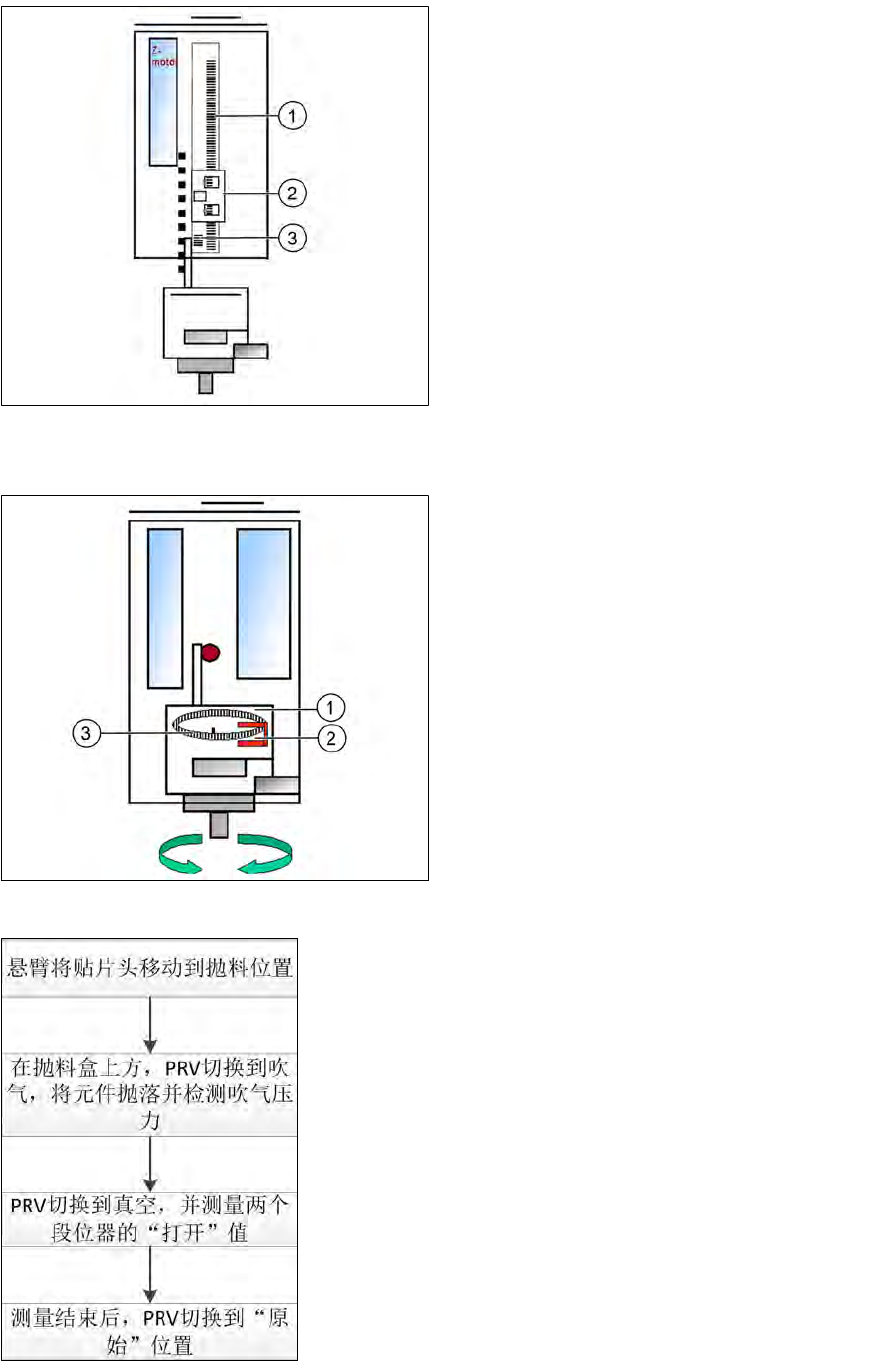
回参考点:Z 轴
1. 安装在 Z 轴可移动部件上的增量型标尺
2. 固定的增量型编码器
3. 增量型标尺上的基准脉冲
– Z 轴搜寻线性马达的换向点(由于向下移动
的危险性而处于特殊模式中)。
– 然后 Z 轴向上移动至基准脉冲并加载零点
校正。
– 然后 Z 轴向上移动至基准脉冲并加载零点
校正。
校准贴片头的高度时可确定零点校正、最大及最小的行程范围。
回参考点:DP 轴
1. 增量型玻璃标尺 D 轴
2. 增量型编码器
3. 增量型玻璃标尺上的基准脉冲
– D 轴运行到了 D 轴编码器的基准脉冲位
置。
– 将会加载零点校正值。
– D 轴移到了参考位置。
回参考点:真空检查
启动调压阀的处理器后,调压阀会初始化。这意
味着吸嘴上不会产生真空或吹气。
注意:
双头段位器的“已关闭”真空值与校准值
有关。
7 PP/TH 贴片头
7.3 双头 - 贴片的工艺流程
TX系列 技术培训
01/2016
108
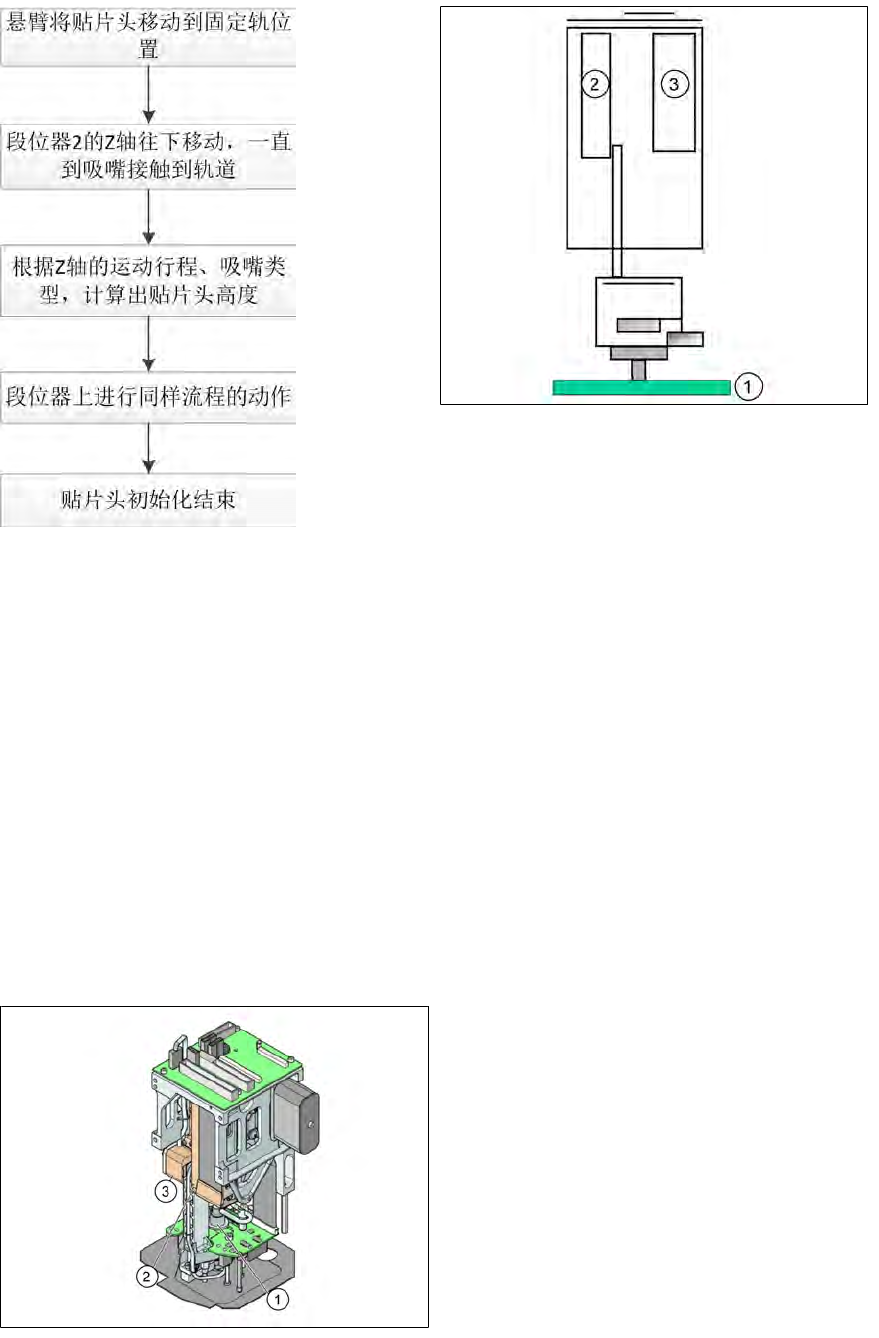
回参考点:吸嘴高度
1. 固定传送导轨一侧的顶部
2. Z 轴马达
3. 真空 - 吹气分布
有了这一功能,我们便能检查段位器上已编程的
吸嘴类型是否正确。吸嘴长度被用来计算以下贴
片的拾取与贴片高度。
回参考点:真空值说明
启动真空/吹气分配器 CAN 总线处理器后,真空/吹气分配器会初始化。这就意味着真空/吹气发生
器就会进行调整,从而确保吸嘴中既不会产生真空,也不会产生吹气。
悬臂轴会将双头移动至抛料气路。
– 在抛料盒上方,真空吹气发生器切换至吹气,从而将元件抛掉并检查吹气。
– 现在,真空/吹气发生器切换至真空,而两个段位器上的已打开真空也会进行测量*。
– 测量后,压力也会调整回 0bar。
– 双头的真空回参考点现已完成。
* 双头段位器的“已关闭”真空值与校准值有关。
7.3 双头 - 贴片的工艺流程
双头 - 工作位置
1. DP 轴
2. Z 轴驱动装置
3. Z 轴增量距离测量系统
下列所有程序对两个段位器均适用。