00198169-01 Technical Training TX-Series cn.pdf - 第139页
TX系列 技术培训 01/2016 9 传输轨道系统 9.3 传送导轨功能 139 9.3.2 宽度调整 1. 固定传送导轨侧 2. 可变传送导轨侧 3. 传动丝杠 4. 配备皮带系统的马达 在正常生产过程中,宽度调整由 SIPLACE Pro 根据产品变化,进行自动设置。手动宽度调整可以借 助贴片机软件进行。 宽度调整由一个步进马达和两个丝杠执行。在双传送导轨中,可以为两条传送导轨设置不同宽度。 在回参考点期间,传送导轨的所有导轨将由…
9 传输轨道系统
9.3 传送导轨功能
TX系列 技术培训
01/2016
138
9.3 传送导轨功能
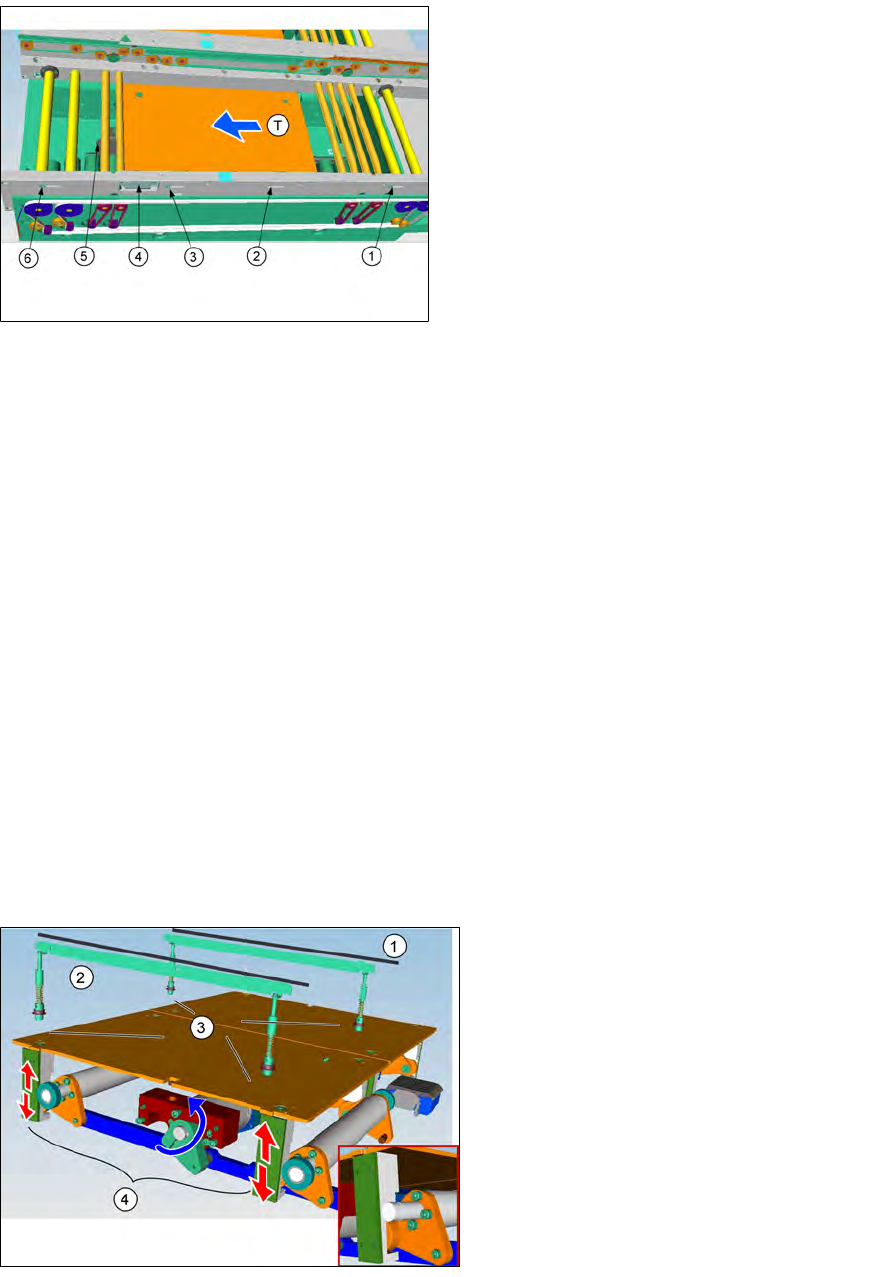
9.3.1 印刷板监测和夹紧
1. 输入区挡光板传感器
2. PA 区第二个挡光板传感器(选件)
3. PA 区挡光板传感器
4. 激光传感器
5. 挡光板传感器放大器
6. 输出区挡光板传感器
T. 传送方向
板识别
– 印刷板识别由光纤传感器(包括由发射器和接收器组成的控制单元)监控。
– 每个轨道在输入、PA和输出部分有3组光纤传感器,
– 每个轨道在PA中至少有一个激光束传感器。
– 作为可选部件,第二个光纤传感器可以使PA区停两块印刷板。
停止在贴片区的印刷板
– PCB到达贴片区域时,通过光束中断可以检测到PCB,这时传送导轨皮带的速度就会降低。
– 大约100 ms后,激光传感器识别缓慢到达的印刷板的前边,然后印刷板将停止。
板子夹紧
– 印刷板停止时,升降台(板)被升降马达升起,并夹住印刷板。
– 通过马达的电流和位置监测系统监测印刷板是否夹紧,该功能由轨道控制板完成。
– PCB板被轨道系统的固定夹紧装置,由底部往上夹紧。
夹紧单元
基准点识别优化。印刷板上表面到PCB相机的距离始终一致,保证了相机拍照时的聚焦。这样有以下
优势。
– 贴片速度与PCB板厚度无关。
– 基准点识别经过优化。印刷板上边和PCB相机之间空间一致表示PCB相机总是关注印刷板的上
边。
1. 传送导轨
2. 夹轨
3. 触点
4. 升降马达和机械装置
TX系列 技术培训
01/2016
9 传输轨道系统
9.3 传送导轨功能
139
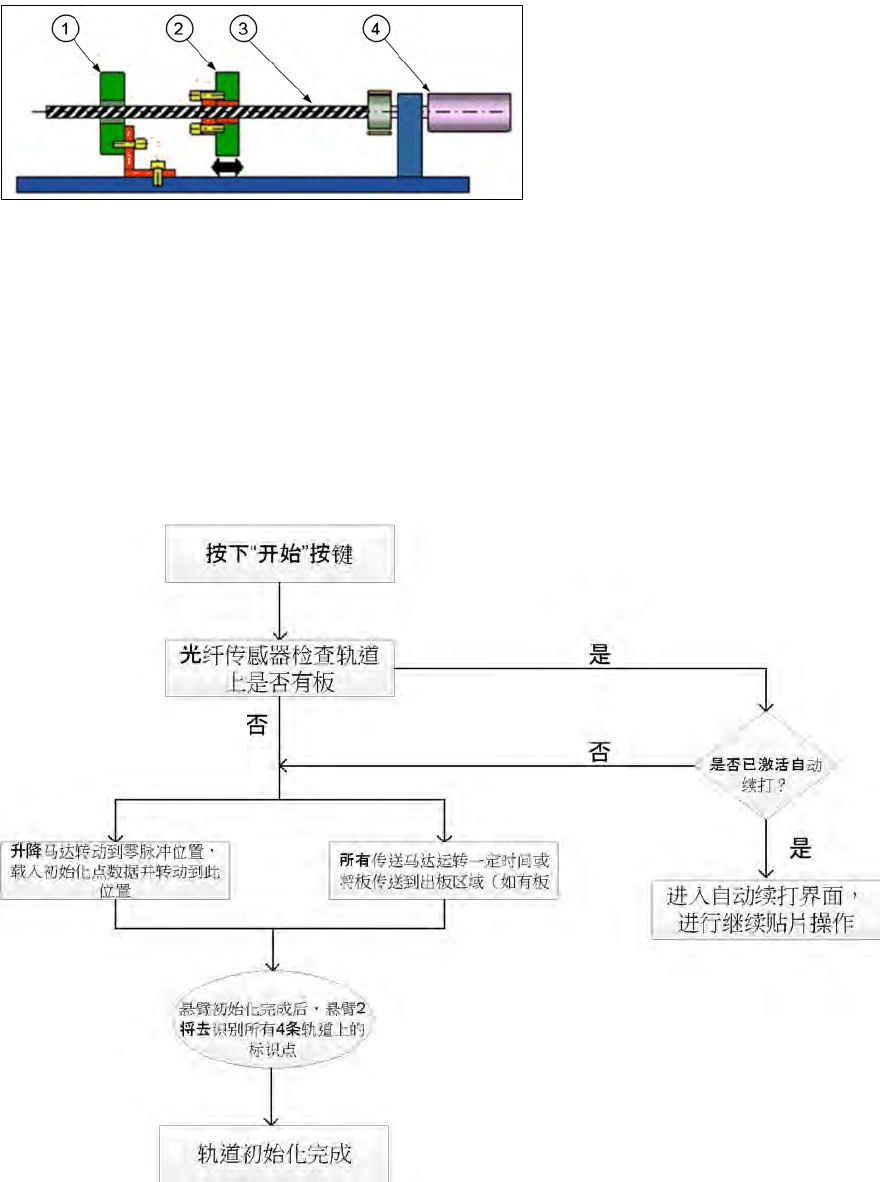
9.3.2 宽度调整
1. 固定传送导轨侧
2. 可变传送导轨侧
3. 传动丝杠
4. 配备皮带系统的马达
在正常生产过程中,宽度调整由 SIPLACE Pro 根据产品变化,进行自动设置。手动宽度调整可以借
助贴片机软件进行。
宽度调整由一个步进马达和两个丝杠执行。在双传送导轨中,可以为两条传送导轨设置不同宽度。
在回参考点期间,传送导轨的所有导轨将由PCB相机识别。
通过计数马达系统来测量传送导轨宽度。如果在贴片机关闭时手动调整传送导轨宽度,则实际宽度
和机器电脑软件中设置的宽度可能会不匹配,从而需要对传动导轨宽度进行设置。
这可以由贴片机软件中的“查找基准点位置”来完成。
9.3.3 回参考点
回参考点过程中,传输轨道系统会进行初始化。待悬臂完成回参考点后,即可完成该操作。PCB 识
别过程中将会用到所测得并记录的挡光板和激光灵敏度。
回参考点过程中,软件检查导轨位置是否改变,并发送每个导轨的预计位置。之后,印刷板相机将
会对中传送导轨上的 4 个基准点,以确定板的精确位置和传送导轨的准确宽度。
9 传输轨道系统
9.4 传送导轨电气系统概览
TX系列 技术培训
01/2016
140
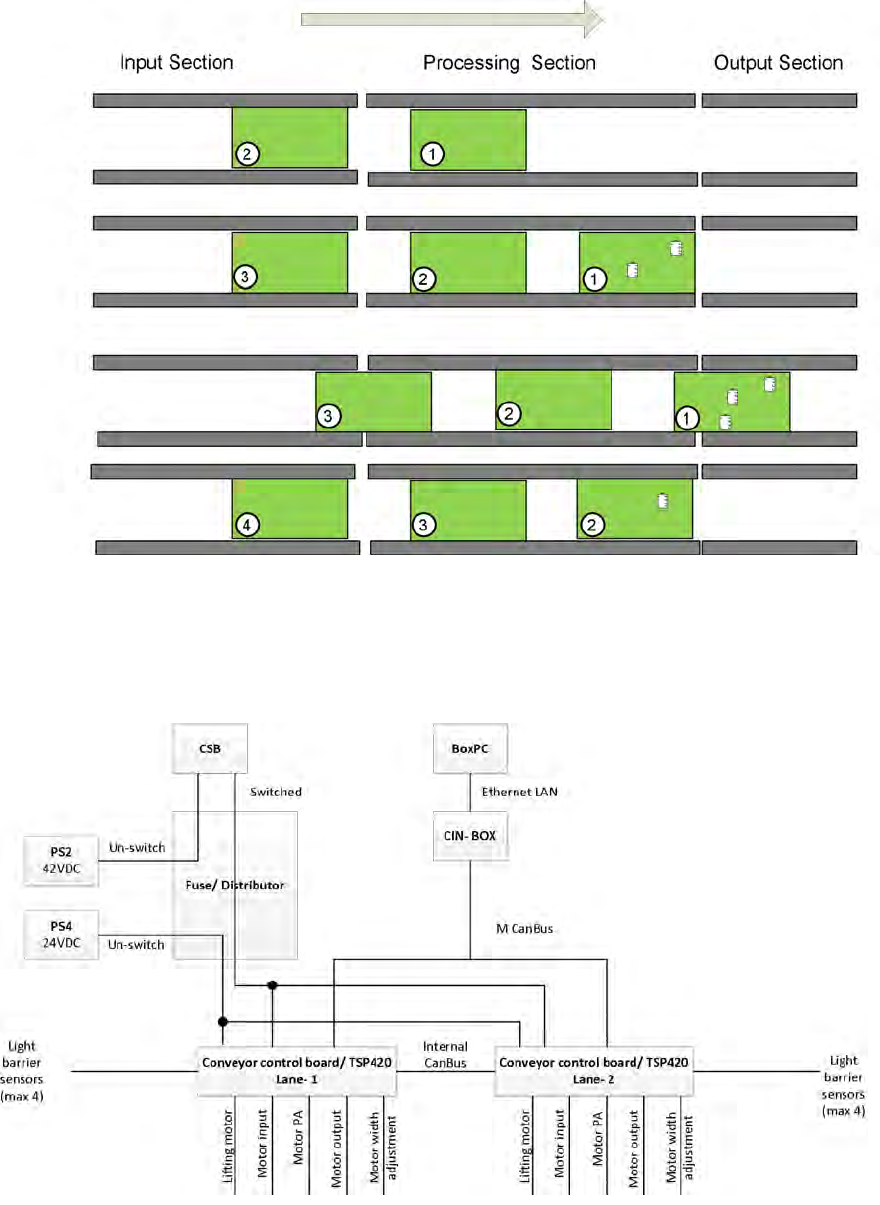
9.3.4 PCB传送导轨模式
TX在贴片区最多可以停留两个PCB,从而减少运输时间。
前置条件:
– 模式已启用
– PCB的长度小于175 mm
– 安装了第二个光纤传感器
贴片区缓存另一块PCB(PCB 2)。仅加工PCB 1,为其贴装元件。
PCB 1离开贴片区时,PCB 2移到停板位置,然后进行加工,同时PCB 3会移到贴片区的缓冲区。
默认启用传送导轨模式,但是可以在服务 – 传动导轨配置 – 轨道 x – 参数下停用。
9.4 传送导轨电气系统概览