00198169-01 Technical Training TX-Series cn.pdf - 第128页
8 TX部件供应 8.3 供料器控制单元(FCU) TX系列 技术培训 01/2016 128 8.3 供料器控制单元(FCU) 1. 供料器控制单元(FCU) 2. 供料器解锁装置 – FCU由电源模块(PULS)提供28 V,其他所 有内部电压(例如24 V)在内部生成。 – 所有重要电压均由处理器监控。如果超过规 定的限值,那么整个模块就会关闭! FCU具有以下功能: – 激活X供料器和供料器解锁装置。 – 控制装卸工作站。 – …
TX系列 技术培训
01/2016
8 TX部件供应
8.2 装卸工作站和COT单元
127
注意
COT高度应该与贴片机传板高度匹配,设置错误可能会导致装卸COT时发生损坏。
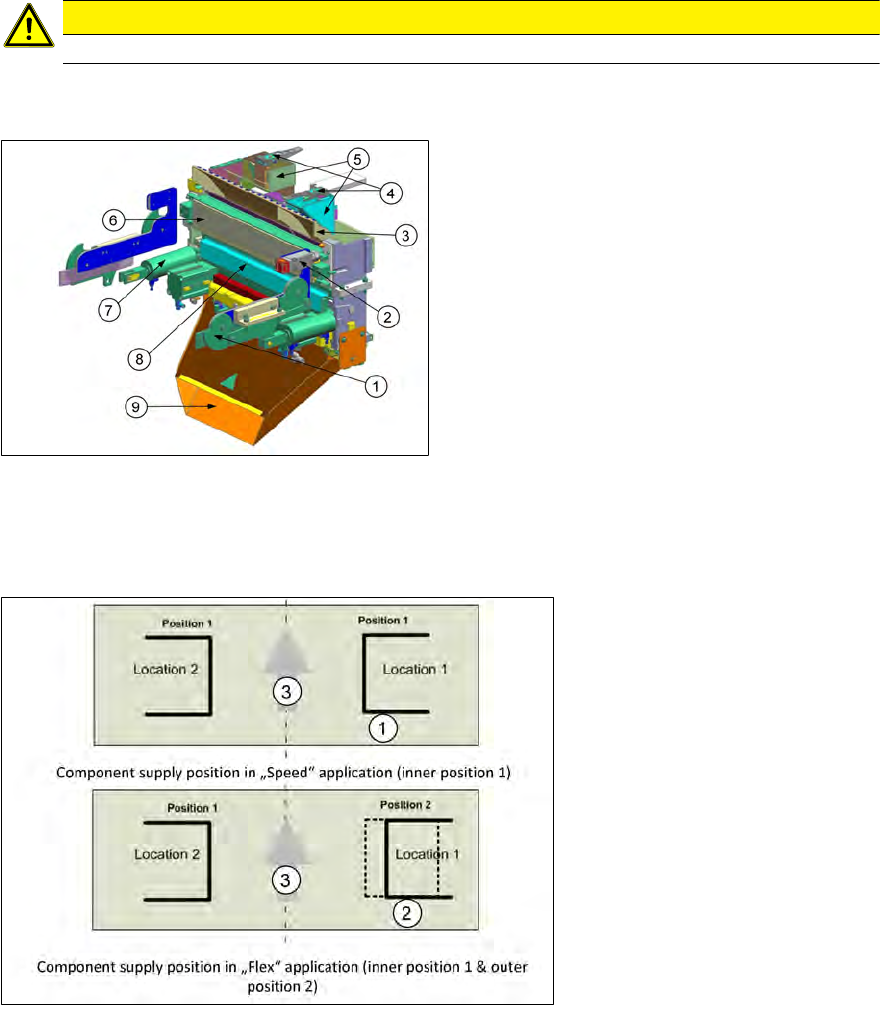
8.2 装卸工作站和COT单元
1. 装卸爪(机架上)
2. 安全开关
3. 空料带导槽
4. 吸嘴工作站
5. 抛料盒
6. 供料器控制单元(FCU)
7. 爪钳气缸
8. 供料器解锁装置
9. 废料带槽
– COT位置配置为“快速应用”(TX2i)和“灵活应用”(TX1 & TX2)。
– “快速应用”,两个料区COT均在内部位置。
– “灵活应用”,料区2在内部位置而料区1在外部位置。
– 仅料区1可位于外部位置。
1. 内部位置
2. 外部位置
3. 传送方向
载入
– 只有当贴片机开机、压缩空气供给到贴片机且安全防护盖关闭时,才能进行载入流程。
– 要载入料台,尽可能推入料台,直到到达供料设备,然后按下贴片机上的按钮。
– 空料带导槽左侧和右侧有两个定位销,将COT定在最终正确的拾取位置。
– 供料器平台由两个气缸和凸轮盘升高,同时整个料台被拉入贴片机内。
卸除
– 若要进行解锁,确保打开压缩空气并关闭控制系统,然后再按下贴片机框架上的按钮。
– 料台被供料装置放开,由另外两个气缸(固定在空料带导槽左右两侧)推出并降低下来。
– COT供电和供气将从贴片机上自动断开。
– 贴片机关机或没有压缩空气供应时,可以通过手柄轻松将料台从贴片机中拉出。
8 TX部件供应
8.3 供料器控制单元(FCU)
TX系列 技术培训
01/2016
128
8.3 供料器控制单元(FCU)
1. 供料器控制单元(FCU)
2. 供料器解锁装置
– FCU由电源模块(PULS)提供28 V,其他所
有内部电压(例如24 V)在内部生成。
– 所有重要电压均由处理器监控。如果超过规
定的限值,那么整个模块就会关闭!
FCU具有以下功能:
– 激活X供料器和供料器解锁装置。
– 控制装卸工作站。
– 安全回路和安全信息。
– 触发料带割刀。
– 触发吸嘴交换器和触发吸嘴工作站(吹气清理)
– 监测抛料盒的传感器。
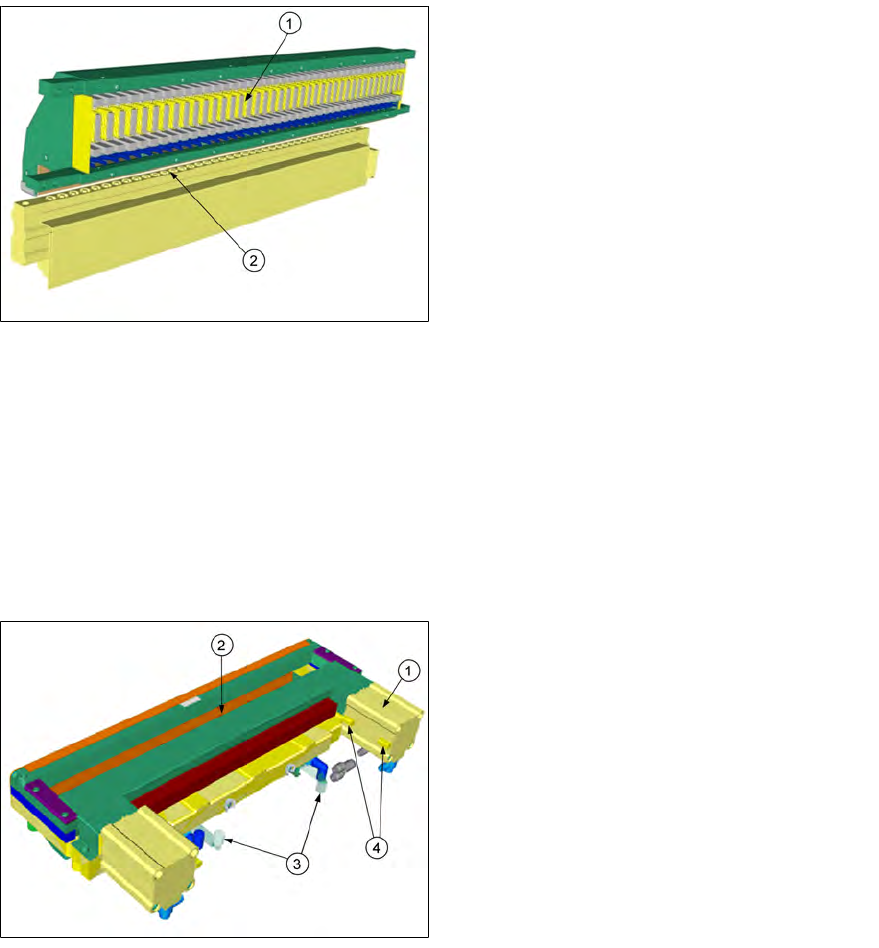
8.4 料带割刀
1. 气缸
2. 空料带槽
3. 电磁阀
4. 接近开关
料带割刀两侧的气缸通过交替运动激活切割刀片。两个电磁阀(24V/5.1 bar)由FCU控制。
当悬臂移到第一个贴片位置时,料带割刀激活,其中一个气缸到达前方位置。
– 第一个气缸到达前面位置后,第二个气缸启动。
– 两个气缸同时退回
– 相关贴片头每完成一个贴片循环,割刀就执行一次切割
大约15分钟内,可以拆下料带割刀进行维修。需要设置节流时间。有关拆卸和设置的详细信息,请
参阅《服务手册》。
TX系列 技术培训
01/2016
8 TX部件供应
8.5 元件供应的气压及电气系统
129
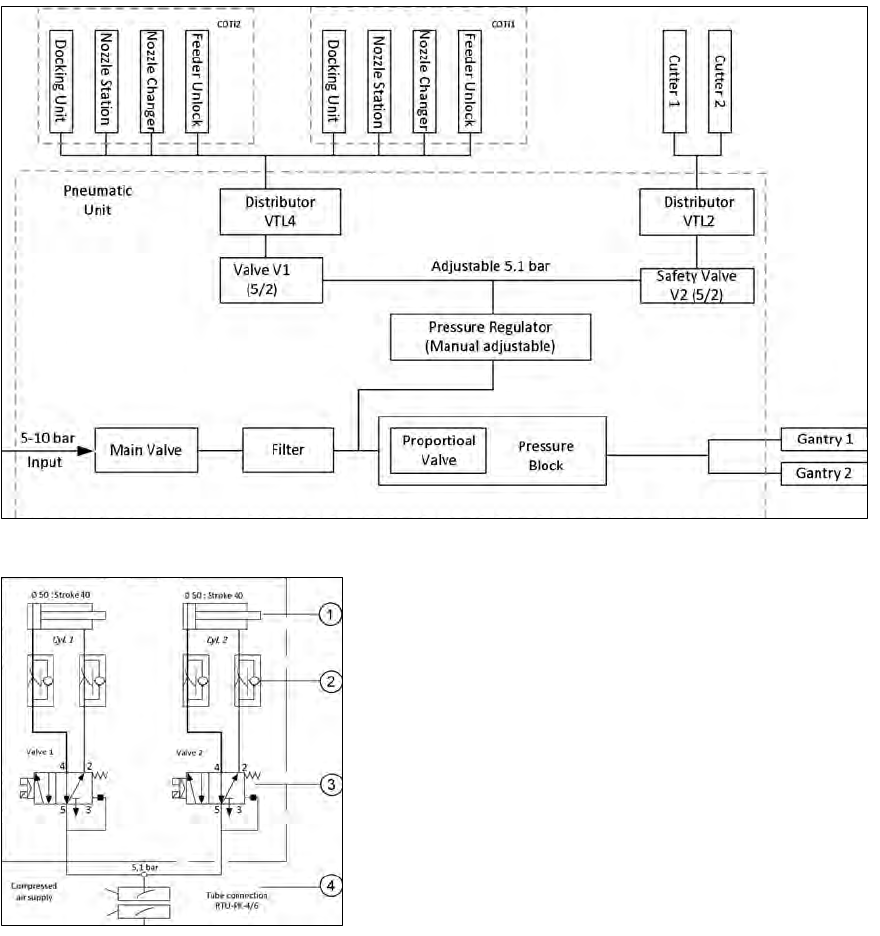
8.5 元件供应的气压及电气系统
8.5.1 气压系统概览
料带割刀气压系统
1. 割刀刀片的驱动气缸(40 mm移动冲程)
2. 气缸上的可调节流阀。可在贴片机软件中检查节流时
间。如需详情,请参阅《服务手册》。
3. 5/2向电磁阀
4. 5.1 巴压缩空气供给
控制系统打开时,仅切割器启用。