00198169-01 Technical Training TX-Series cn.pdf - 第213页
TX系列 技术培训 01/2016 13 JTF-ML 13.6 分析/常见错误列表 213 13.6 分析/常见错误列表 13.6.1 概述 问题 可能的原因 操作 某个气压功能变慢或迟钝。 机械装置可能被挡住或卡住。 – 检查是否存在机械问题 该功能的气动流量可能需要调 整。 – 料盘夹 – 供料推杆 – 返回推杆 该功能的阀块可能损坏。 – 进行检查,必要时请更换 该功能的气缸可能出现故障。 – 进行检查,必要时请更换 所有气压功…

13 JTF-ML
13.5 JTF(JEDEC 料盘供料器)- 调整
TX系列 技术培训
01/2016
212
位置 传感器的功能
U1-3 前进减速传感器
U1-4 末端停止
U1-5 料盘位置
U1-6 “Reset(重置)”按钮
U1-7 “Reset(重置)”按钮
U1-8 零
U6-1 “Inhibit(抑制)”按钮
U6-2 升降轴下降按钮
U6-4 升降轴止动,末端止动传感器
U6-5 后退减速传感器
U6-6 升降轴高位末端
U6-7 升降轴低位末端
U6-8 门打开
U6-9 索引1和索引2
13.5 JTF(JEDEC 料盘供料器)- 调整
“传送导轨减速”传感器会在托盘到达传送导轨末端时,防止其突然停止。(突然停止会导致元器
件弹出托盘。)
传感器位于传送导轨末端附近,当料盘的前端通过传感器时,传送导轨将转换为低速运行。
该速度可通过下图所示的电位计进行调整,待其返回到供料器后,料盘将通过第二个传感器。这样
即可在到达供料器基座前降低料盘的速度。
可使用电位器来调整供料器被切换到慢速 模式之前的等待时间, 如下图所示。
– 向前转可降低减速传送导轨的速度,还可以
减缓延迟调整。
– 增加减速的延迟时间。
– 如果旋转电位器时用力过大,则致其剥落,
从而导致它无法再正常工作。这种情况需要
更换整个控制板。为了避免这个问题,调整
电位器时一定要格外小心。
有关传送导轨单元设置和调整的详细信息,请参阅《服务手册》。
TX系列 技术培训
01/2016
13 JTF-ML
13.6 分析/常见错误列表
213
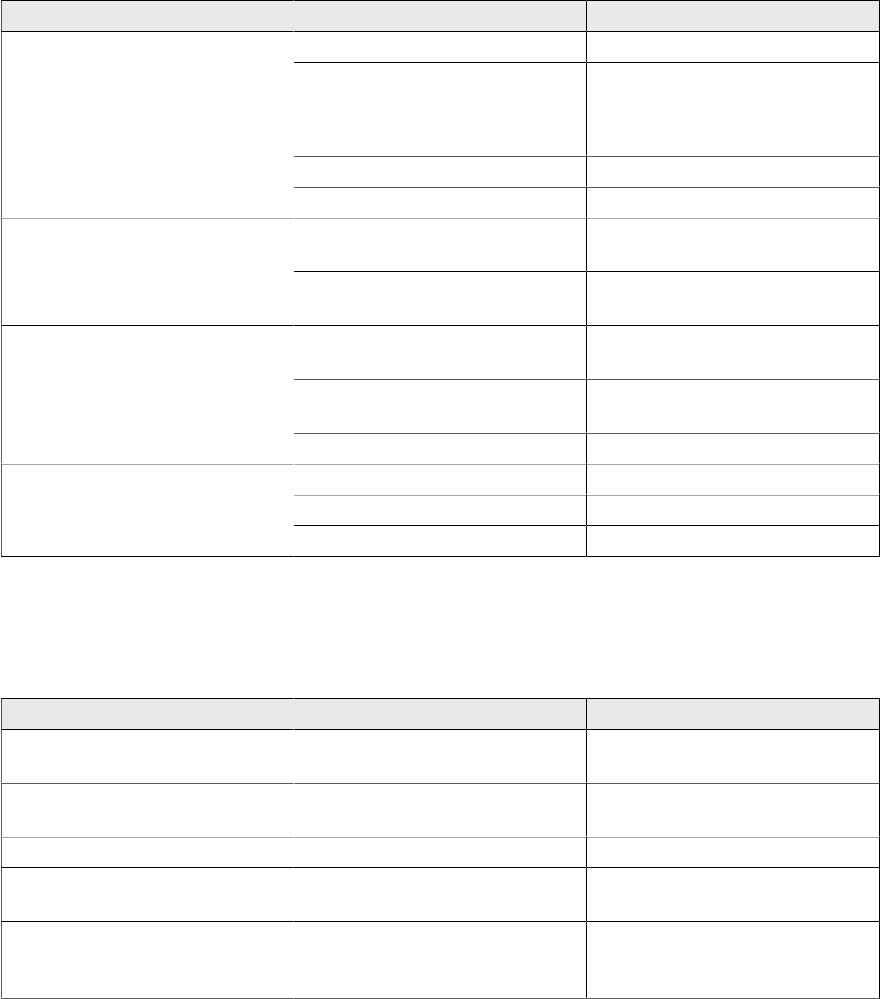
13.6 分析/常见错误列表
13.6.1 概述
问题 可能的原因 操作
某个气压功能变慢或迟钝。 机械装置可能被挡住或卡住。 – 检查是否存在机械问题
该功能的气动流量可能需要调
整。
– 料盘夹
– 供料推杆
– 返回推杆
该功能的阀块可能损坏。 – 进行检查,必要时请更换
该功能的气缸可能出现故障。 – 进行检查,必要时请更换
所有气压功能似乎很快。 主机的气压可能太高。 – 确保主机压力供应保持在
60 psi或5 Bar左右
可以设置供料器上的主空气调节
器。
– 设置它使之提供 60 psi或
5 Bar压力
传送导轨上的料盘不能到达“末
端止动块”或“就绪”传感器。
(您应该在传感器上看到绿色
LED)。
料盘在供料器中的位置可能不正
确或者发生变形。
– 拆下料盘,并按下
Reset(重置)按钮
可能是什么东西挡住了托盘,使
之无法在传送导轨上自由移动。
– 拆下料盘和阻碍件,然后
按 Reset(重置)按钮
传送导轨皮带可能变脏并打滑。 – 用乙醇清洁传送导轨皮带
升降轴不能上下移动(马达不移
动)
门可能打开。 – 关闭门
门传感器可能存在故障 – 检查U6-8 状态
变速箱中的齿轮可能可能脱落。 – 更换变速箱
有关错误的完整列表,请参阅随机《JTF 用户手册》。
13.7 维护保养
传输轨道系统的维护保养项目(有关详情,请查看维护保养工作卡)。
维护保养内容 间隔 要求
检查供料器是否有损坏或断裂的
部件。
每周 无
检查传送导轨皮带是否有污物、
缺口或其他损坏痕迹。
每周 无
清理供料器。 每月一次
清洁传送导轨皮带和料盘平台。
使用异丙醇擦拭皮带和平台。
每月一次
检查固定在夹紧装置上的聚氨酯
压紧辊,查看是否有磨损或损坏
痕迹。必要时请更换。
每月一次
贴片机上使用的所有轴承均采用密封设计,不需要润滑。供料器使用干式运行链,不得为其润滑。

13 JTF-ML
13.8 练习 13:JTF-ML
TX系列 技术培训
01/2016
214
13.8 练习 13:JTF-ML
34. JTF-ML 是料盘包装元件的一个可选部件,以下哪项表述是正确的。
A JTF-ML 可直接通过 CAN 总线与 BOXPC 进行通信。
B 需对 JTF-ML 电源进行额外改装。
C JTF-ML 的作用与供料器相似。无需任何供料器轴 ZPC 和升降轴。
D 对 JTF-ML 上的部件续料时,必须按下“停止”按钮。