00198719-01_UM_X-Serie-S_PL.pdf - 第218页
4 Ustawienie i uruchomienie Instruk cja eksploatacji SIPLACE serii X S 4.3 Ustawienie automatu Od wersji oprogramowania 713.0 Wydanie 11/2019 218 4.3.7.1 Odleg ł o ś ci ł ap maszyny podwójnego trans portera p ł ytek druk…
Instrukcja eksploatacji SIPLACE serii X S 4 Ustawienie i uruchomienie
Od wersji oprogramowania 713.0 Wydanie 11/2019 4.3 Ustawienie automatu
217
4.3.7 Odległości łap maszyny i stałych krawędzi transportera płytek drukowanych
Odległości nóżek maszyny pojedynczego transportera płytek drukowanych
4
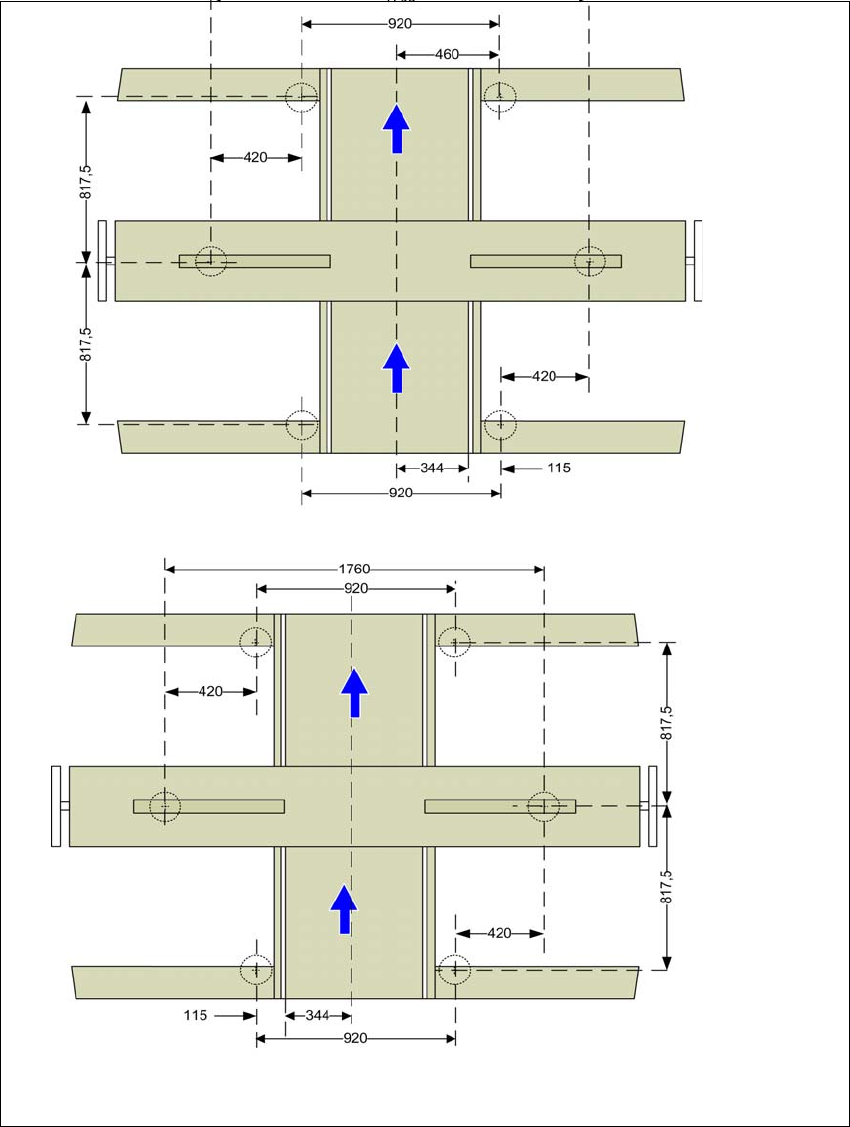
Rys. 4.3 - 8 Odległości łap pojedynczego transportera płytek drukowanych w milimetrach
Zamocowany na stałe transpor-
towy profil boczny na maksymal-
nej pozycji po prawej stronie
a
.
a) Wielkość wymiaru zależy od pozycji profilu zamocowa-
nego na stałe. Wszystkie wymiary podane są w mm.
Zamocowany na stałe transpor-
towy profil boczny na maksymal-
nej pozycji po lewej stronie
a
.
4 Ustawienie i uruchomienie Instrukcja eksploatacji SIPLACE serii X S
4.3 Ustawienie automatu Od wersji oprogramowania 713.0 Wydanie 11/2019
218
4.3.7.1 Odległości łap maszyny podwójnego transportera płytek drukowanych
4
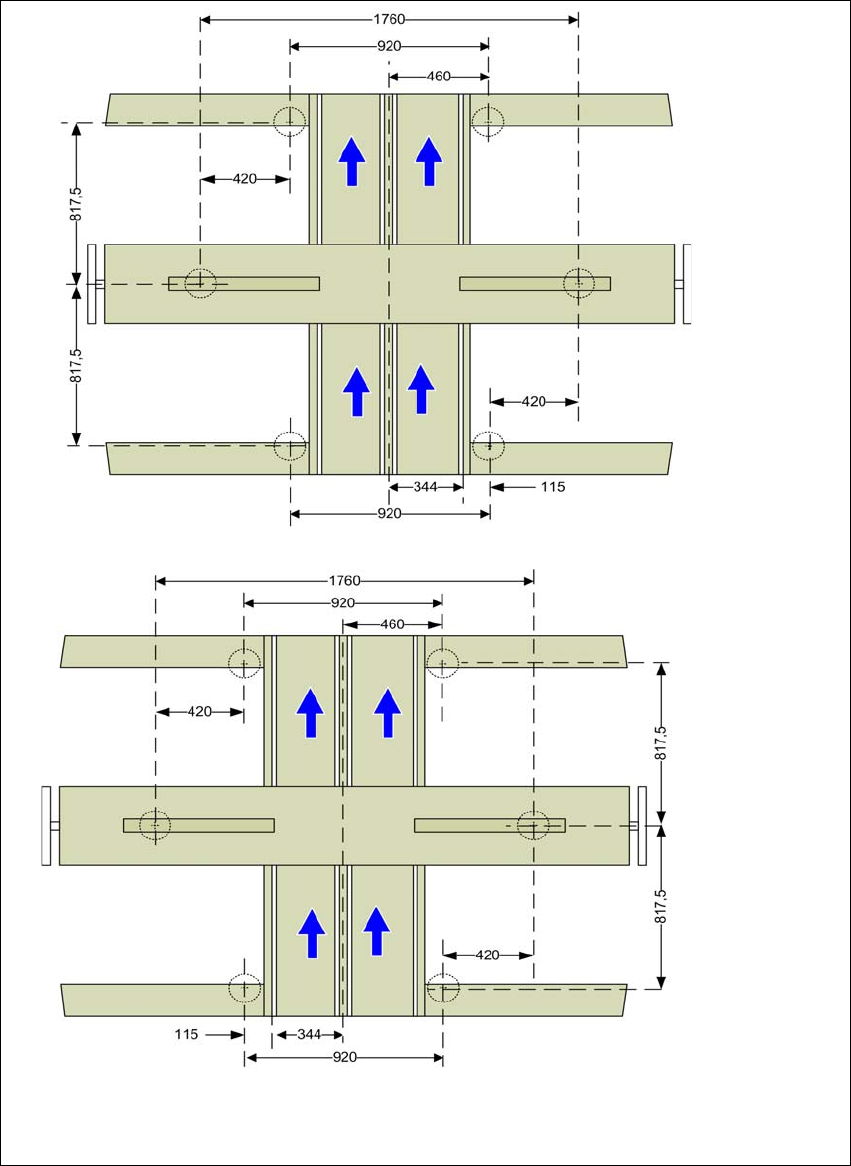
Rys. 4.3 - 9 Odległości łap podwójnego transportera płytek drukowanych w milimetrach
Zamocowany na stałe trans-
portowy profil boczny na mak-
symalnej pozycji po prawej
stronie
a
.
a) Wielkość wymiaru zależy od pozycji profilu zamocowane-
go na stałe. Wszystkie wymiary podane są w mm.
Zamocowany na stałe transpor-
towy profil boczny na maksy-
malnej pozycji po lewej stronie
a
.
Instrukcja eksploatacji SIPLACE serii X S 4 Ustawienie i uruchomienie
Od wersji oprogramowania 713.0 Wydanie 11/2019 4.3 Ustawienie automatu
219
4.3.8 Integracja automatu z linią produkcyjną
Przestrzegać ogólnych wskazówek ostrzegawczych, podanych w rozdziale 4.3.1, strona 204.
Przestrzegać wskazówek ostrzegawczych dotyczących transportu automatu, podanych w
sekcji 4.3.2
, strona 205.
Narzędzia i środki pomocnicze patrz rozdział 4.3.5, strona 208.
4.3.8.1 Wypoziomowanie automatu w linii produkcyjnej i kalibracja
Podnosić automat wózkiem widłowym, aż nastąpi odciążenie łap maszyny.
Ustalić wysokość transportu płytek drukowanych w automatach linii i wyregulować przybli-
żoną wysokość śrubą z łbem sześciokątnym do regulacji wysokości.
Ewentualnie zamontować łapy maszyny dla danej wysokości transportera płytek drukowa-
nych (patrz 4.3.6 na stronie 209).
Ustawić automat wózkiem widłowym na wolnym stanowisku w linii.
Zwracać przy tym uwagę na pokrywanie się płaszczyzn przenośników płytek drukowanych i
kontrolować odległość od poprzedniego automatu.
4
4
Wypoziomować automat poziomnicą w kierunku X i Y.
Połóż poziomnicę w kierunku X i Y na profile transportera płytki drukowanej w obszarze mon-
tażu 1 (patrz rys. 4.3 - 10
). Szerokość transportera płytek drukowanych jest wstępnie usta-
wiona:
Transport pojedynczy 210 mm
Transport podwójny, ścieżka 1 100 mm
Transport podwójny, ścieżka 2 210 mm 4
4
Zmierz odległość między górną krawędzią pasa transportera płytek drukowanych i podłożem.
Odstęp ten powinien wynosić 900 mm, 930 mm lub 950 mm.
OSTRZEŻENIE
Niebezpieczeństwo uszkodzenia!
Jednostronne, szybkie osadzanie łap maszyny powoduje zniekształcenia w zamocowa-
niu łap maszyny.
Powoli opuścić automat.
W tym czasie druga osoba powinna kontrolować, czy wszystkie łapy maszyny rów-
nomiernie osiadają na podłożu
WSKAZÓWKA
W przypadku przenośnika podwójnego przykładać poziomnicę do wypoziomowania
w osi X zawsze tylko do zewnętrznych profili automatu.