CP45编程操作.pdf - 第20页
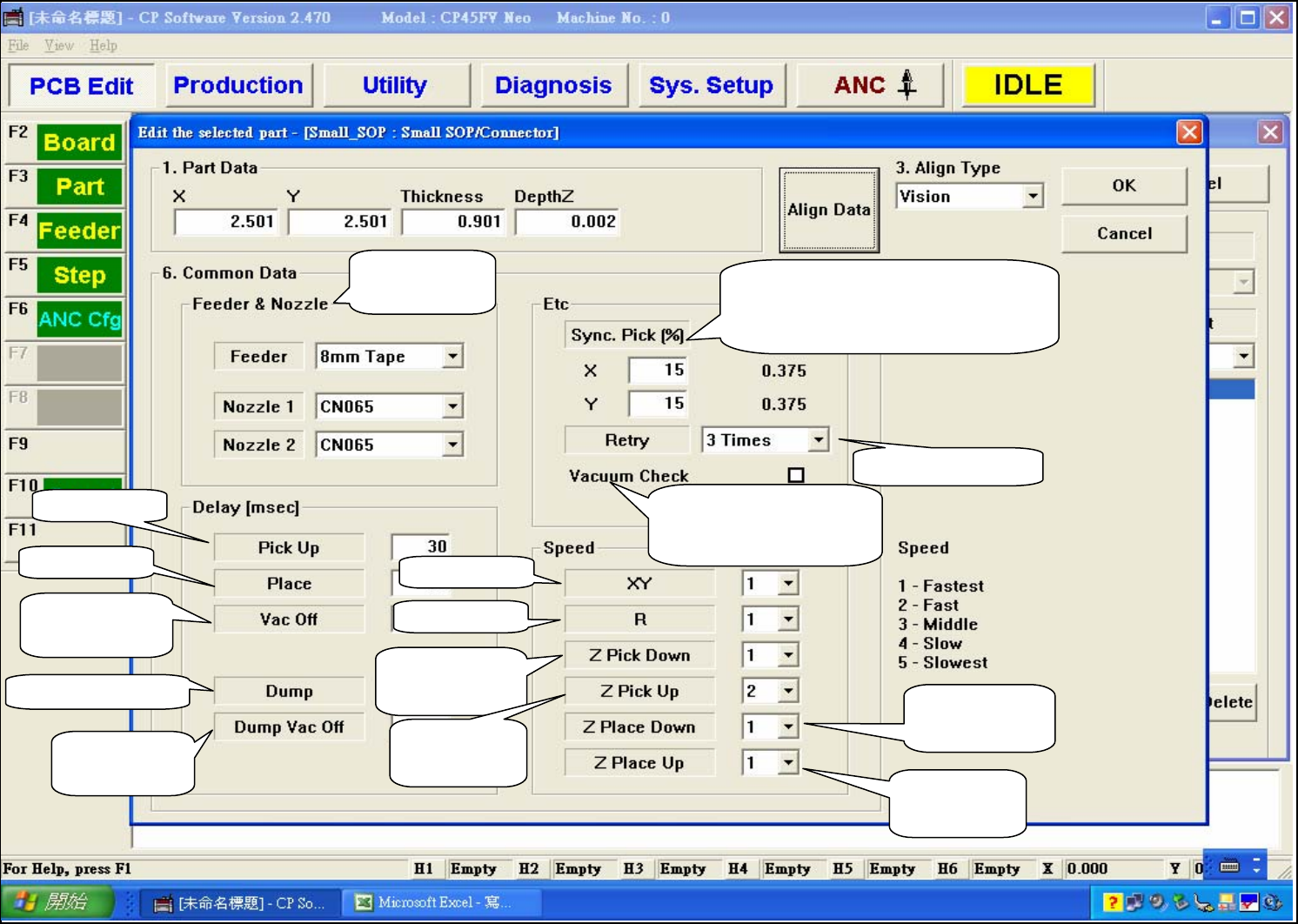
吸料延遲時 置料延遲時 置件後真空閥 關閉延遲時間 拋料延遲時間 拋料真空閥關 閉延遲時間 吸幾次沒料後停止 用真空來判定有無材料 ※不要使用 設定要使用的 餵料器與吸嘴 XY移動速度 旋轉角度速 要吸料時Z axis 下降的速度 吸料後Z axis 上升的速度 拋料時Z axis下 降的速度 拋料後Z axis 上升的速度 設定不同Feeder但要同時吸料時 Feeder中心點誤差%就不會同時吸 不可大於15%
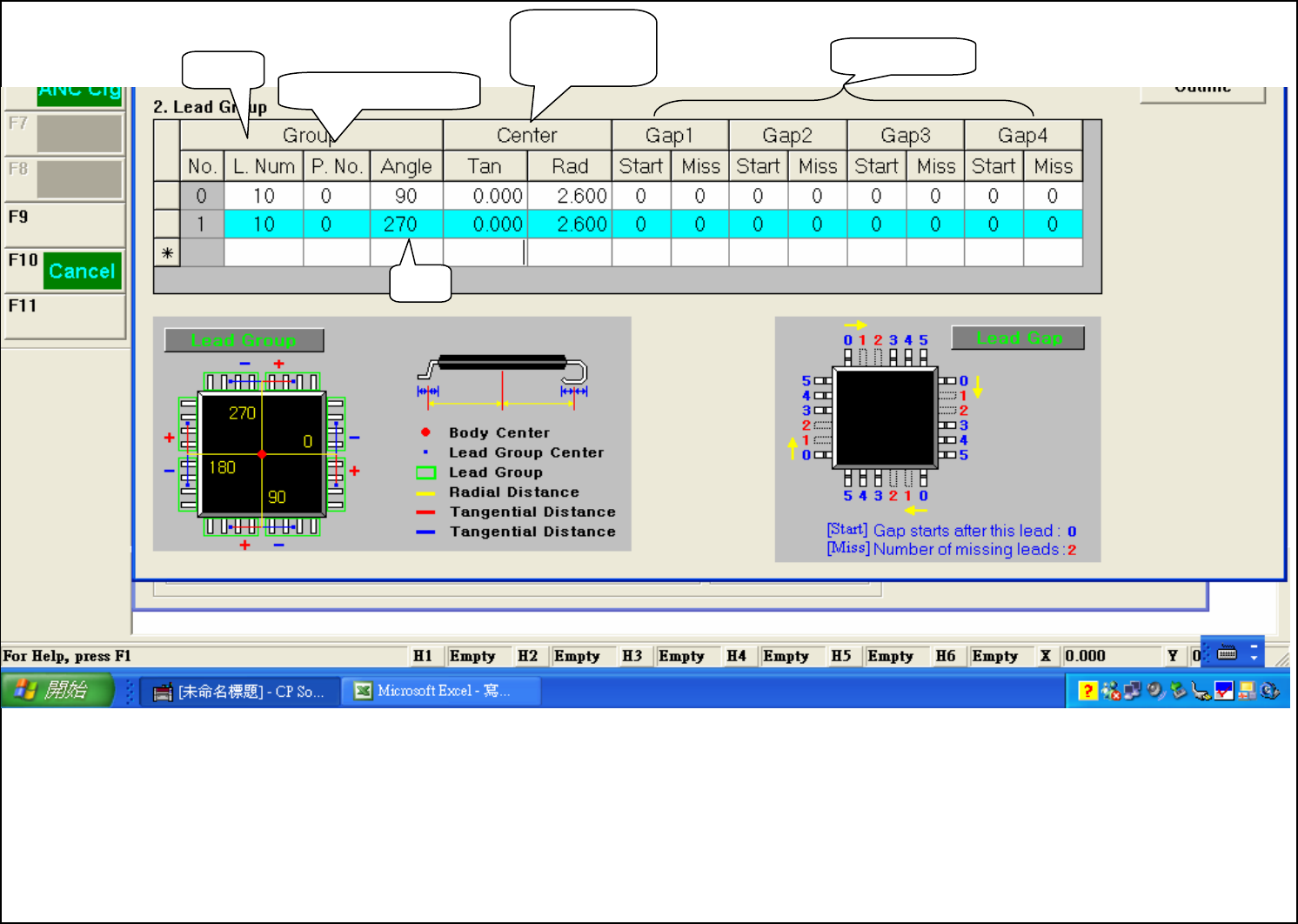
腳位偏移設定
腳數量
設Lead parameter組
別
角度
設Body中心點
到腳的中心點
吸料延遲時
置料延遲時
置件後真空閥
關閉延遲時間
拋料延遲時間
拋料真空閥關
閉延遲時間
吸幾次沒料後停止
用真空來判定有無材料
※不要使用
設定要使用的
餵料器與吸嘴
XY移動速度
旋轉角度速
要吸料時Z axis
下降的速度
吸料後Z axis
上升的速度
拋料時Z axis下
降的速度
拋料後Z axis
上升的速度
設定不同Feeder但要同時吸料時
Feeder中心點誤差%就不會同時吸
不可大於15%
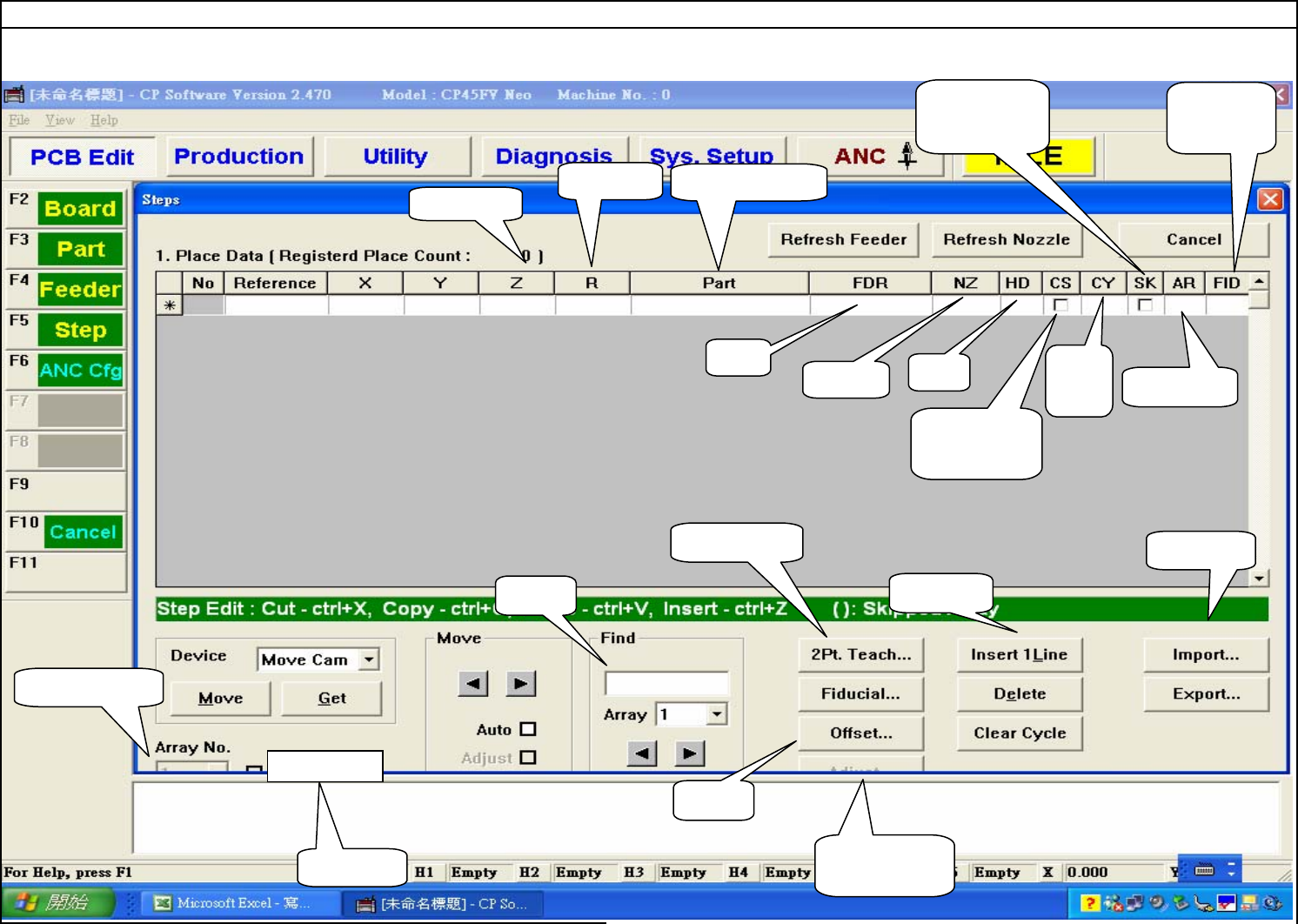
※手動尋找零件座標:使用遙控器移動XY座標確定後點Get,會自動到下一行,在繼續前面動作
零件座標編輯
手動尋找零件座標:使用遙控器移動XY座標確定後點Get,會自動到下一行,在繼續前面動作
完成後在Part上選擇零件
Array Extend
連板展開
顯示第幾連板
執行照修正
Mark點動作
補償值
尋找
插入一行
2點抓中心點
轉檔進來
置件角度
置件深度
加入零件名稱
料站
Nozzle
Head
第幾
循環
連板編號
單科零件打
件或不打件
打勾為每
循環的開始
零件增加
修正Mark