CP45编程操作.pdf - 第22页
3.將下圖紅色框內的資料刪料 3.後續動作請參照Mrak編輯 2.再點選Fidu cial ※FDR.NZ.HD.CS.C Y.AR在編輯時可以 不用選擇 ※將零件座標檔轉換成CP45 FV使用 1.副檔名為*.cp l或*.tx t才可使用 2.將Bo ttom與Top分開存檔 1.點選要增加修正Mark那ㄧ行 ※零件增加修正Mark
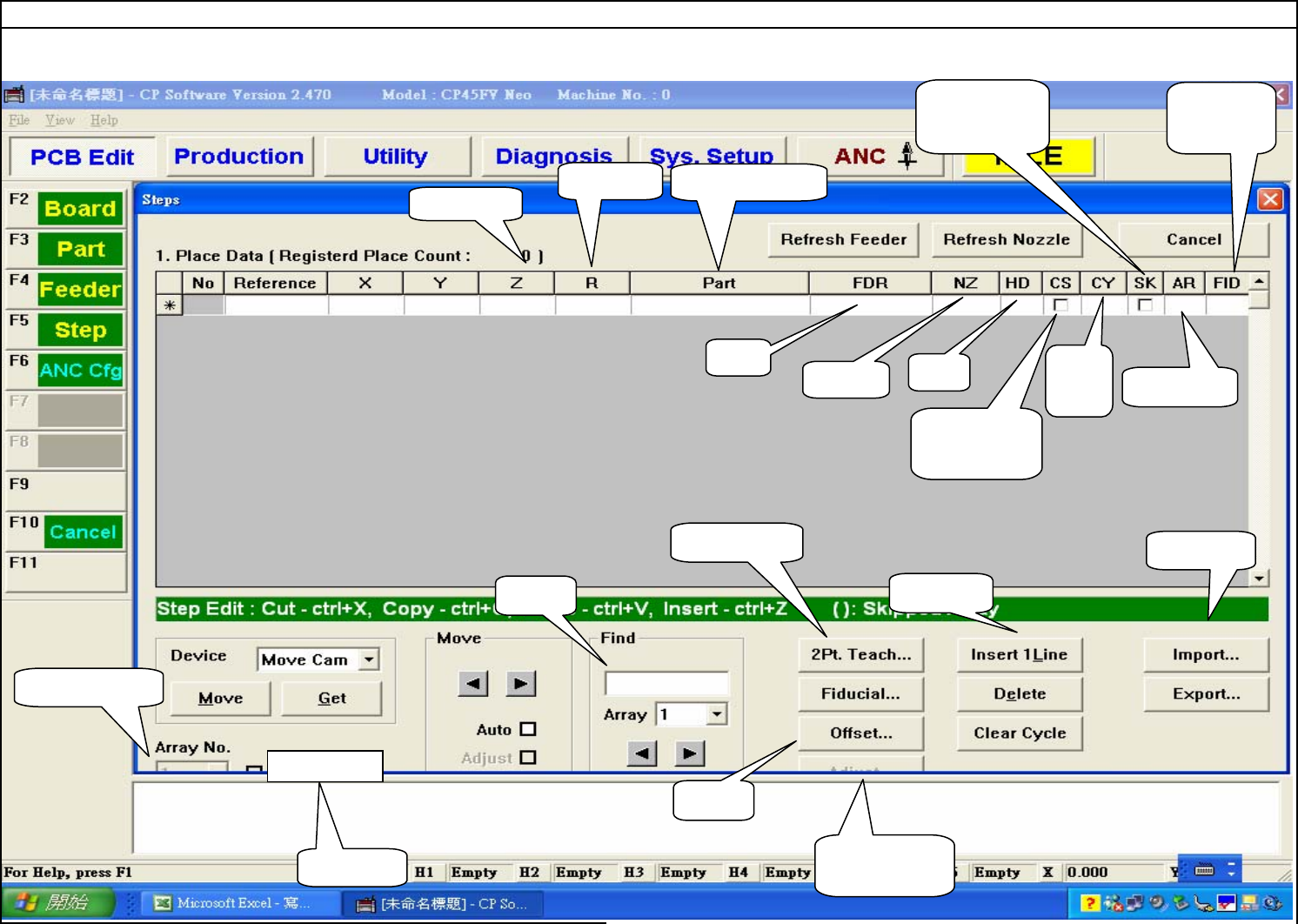
※手動尋找零件座標:使用遙控器移動XY座標確定後點Get,會自動到下一行,在繼續前面動作
零件座標編輯
手動尋找零件座標:使用遙控器移動XY座標確定後點Get,會自動到下一行,在繼續前面動作
完成後在Part上選擇零件
Array Extend
連板展開
顯示第幾連板
執行照修正
Mark點動作
補償值
尋找
插入一行
2點抓中心點
轉檔進來
置件角度
置件深度
加入零件名稱
料站
Nozzle
Head
第幾
循環
連板編號
單科零件打
件或不打件
打勾為每
循環的開始
零件增加
修正Mark
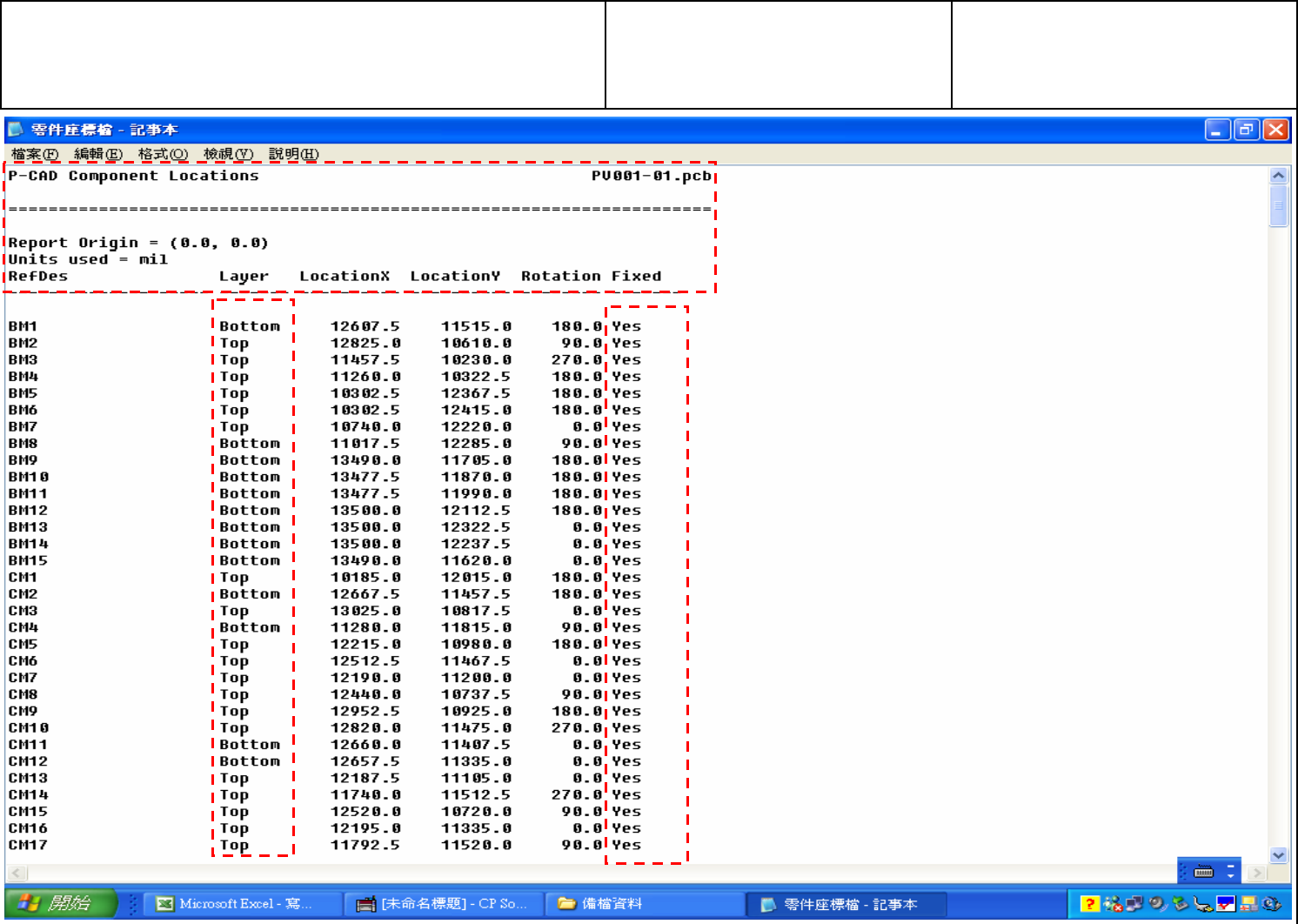
3.將下圖紅色框內的資料刪料 3.後續動作請參照Mrak編輯
2.再點選Fiducial
※FDR.NZ.HD.CS.CY.AR在編輯時可以
不用選擇
※將零件座標檔轉換成CP45FV使用
1.副檔名為*.cpl或*.txt才可使用
2.將Bottom與Top分開存檔
1.點選要增加修正Mark那ㄧ行
※零件增加修正Mark
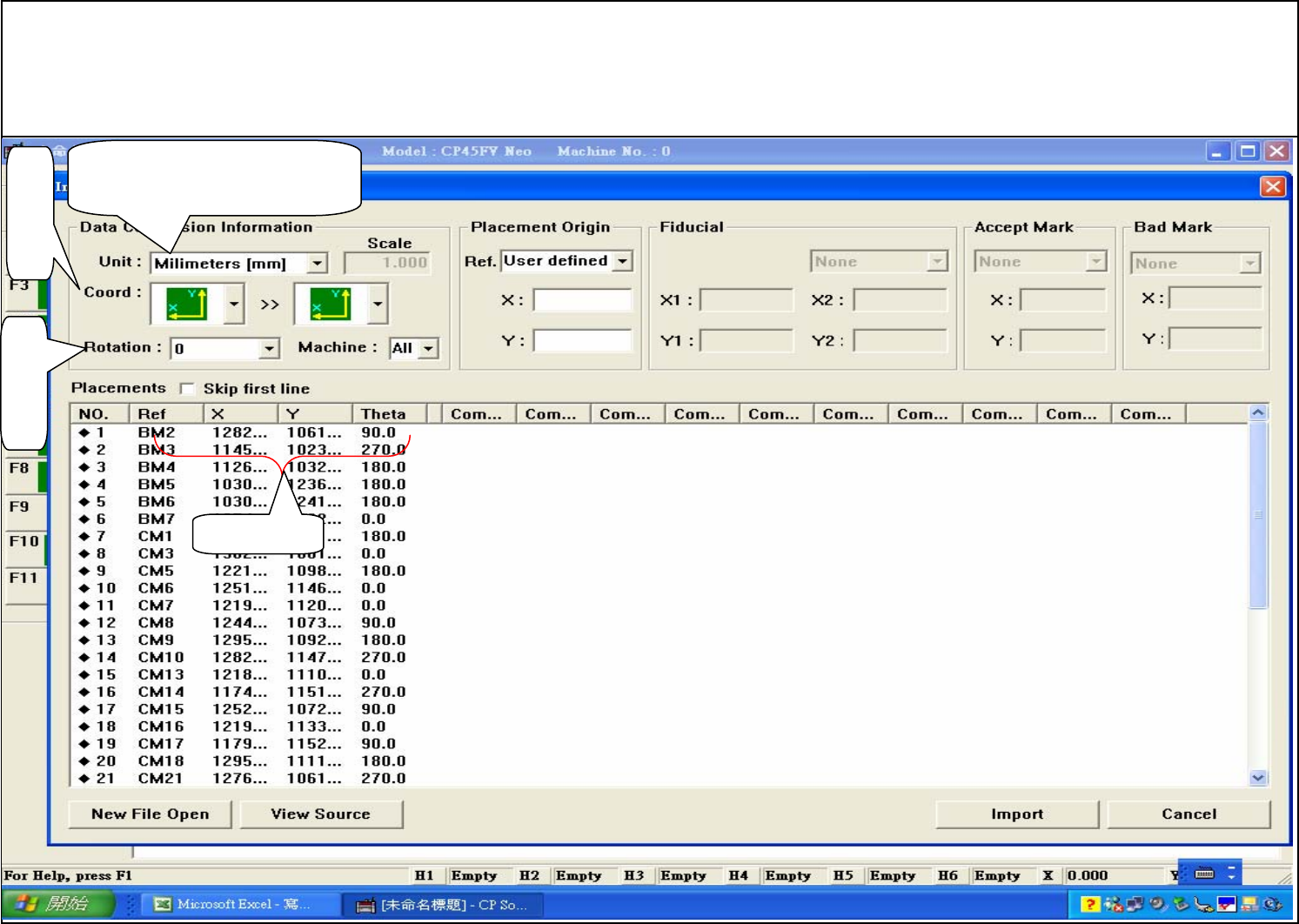
4.點選Imput
5.選擇要轉換的檔案會或出現如下圖
7.將Coord設成設備留向
6.Unit需與要轉換之檔案同樣單位
8.將零件名稱、X、Y、角度代號設置清楚不可出現Comments
代號要修改
1.單位選擇
2.如選SCALE可至右邊選倍率
流
向
選
擇
基
板
角
度