YSP20_Users_K.pdf - 第195页
6-19 6 하류대기 CT/ M A X 로트중 가 장 길었 던 하류 대기 시간 하류대기 CT/ MI N 로트 중 가장 짧 았던 하류 대기시 간 하류대기 CT / AVE 로 트의 기판 1 장 당의 하류측 에 의한 평 균 대기 시간 마크 인식 C T / 장 M A X 로트 중 가 장 길 었던 기판 마크 인식시 간 마크 인식 C T / 장 M IN 로트 중 가 장 짧 았 던 기판 마크 인 식시 간…
6-18
6
3.3 이력:로 트
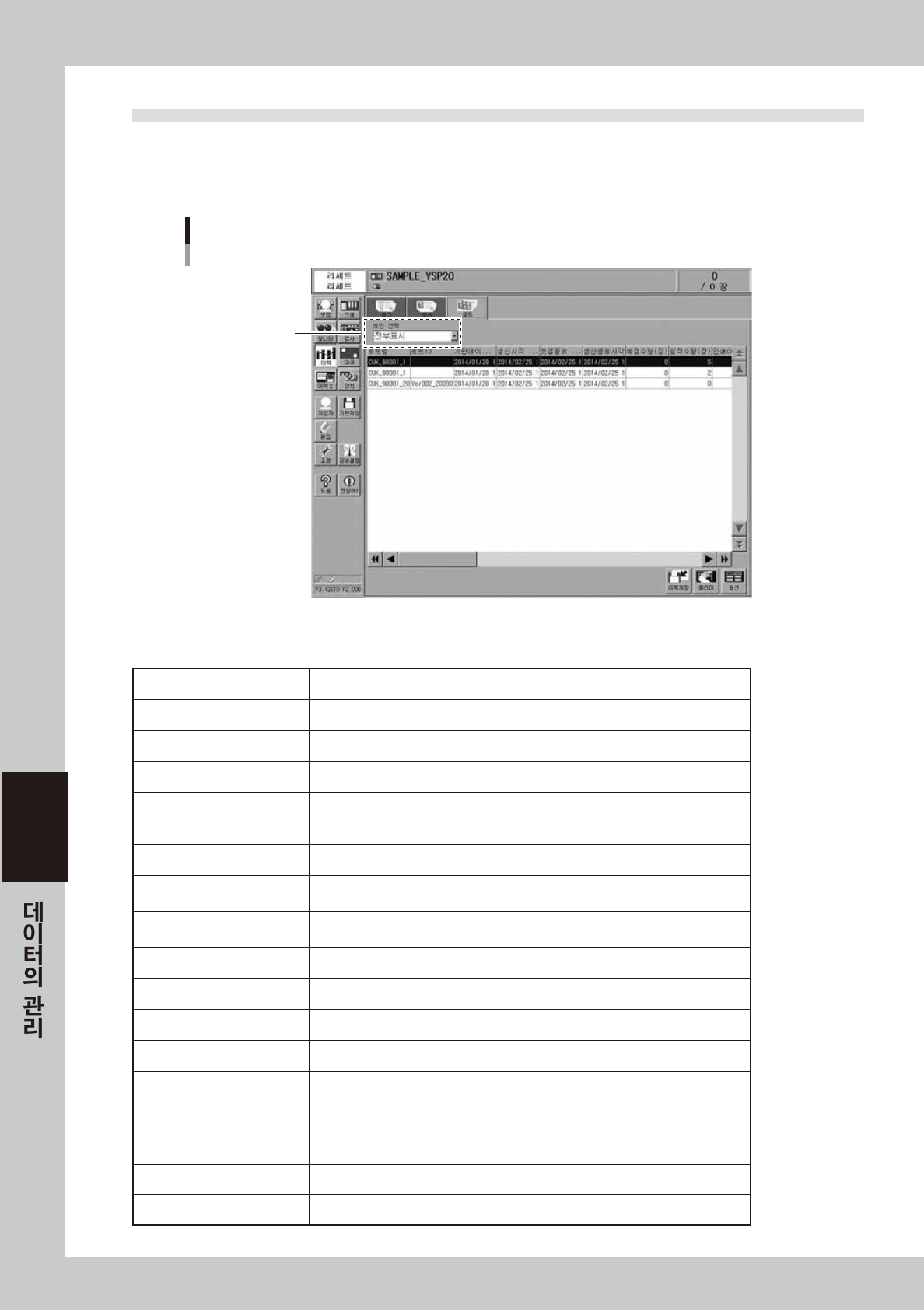
기판데이터를 로드한 후, 다음 생산 기판데이터로 전환할 때까지를 1 로트로서, 각 로트마다 생산결과를
집계한 정보를 표시합니다. 1 로트에 대해 1데이터 행으로 되어 있습니다. 최대 1000 행까지 저장됩니다.
화면 우측 하단에 있는 버튼의 기능은「로그」 탭 화면과 동일합니다.
[이력] ー「로트」탭 화면
레인 선택
68616 -N3- 00
각 항목의 내용은 다음과 같습니다 .
로트명 로트를 생산한 기판데이터명
로트 ID 로트를 생산한 기판데이터의 코멘트
기판데이터 갱신 일시 로트의 생산에서 사용한 기판데이터를 마지막에 변경하고 저장한 일시
생산시작 시각 생산 전환을 실시하고 생산을 시작한 시각
셋업종료 시각
셋업을 종료하고 제일 처음「START」버튼을 눌러서 자동운전을 시작한 시각
( 단 , 데이터 에러 등으로 운전 시작이 안될 경우는「START」버튼을 눌러도 셋업
종료 시각으로 되지 않습니다 .)
생산종료 시각 그 다음 생산 기판데이터로 전환한 시각 , 또는 전원 종료처리를 한 시각
예정수량 ( 장 )
로트에 지정되어 있던 생산 예정수량
( 생산 도중에 예정수량를 변경한 경우는 변경한 수량이 표시됩니다 .)
실적수량 ( 장 )
생산 종료시간까지 실제로 생산을 완료한 기판수량
( 생산 미완료 기판은 카운트되지 않습니다 .)
인쇄 CT/ 장 MAX 로트 중 가장 긴 기판 인쇄시간
인쇄 CT/ 장 MIN 로트 중 가장 짧은 기판 인쇄시간
인쇄 CT/ 장 AVE 로트의 기판 1 장당 평균 인쇄시간
반송 CT/ 장 MAX 로트 중 가장 길었던 기판 반송시간
반송 CT/ 장 MIN 로트 중 가장 짧았던 기판 반송시간
반송 CT/ 장 AVE 로트의 기판 1 장당 평균 반송시간
상류대기 CT/ MAX 로트 중 가장 길었던 상류측에 의한 대기시간
상류대기 CT/ MIN 로트 중 가장 짧았던 상류측에 의한 대기시간
상류대기 CT/ AVE 로트의 기판 1 장당의 상류측에 의한 평균 대기시간
6-19
6
하류대기 CT/ MAX 로트중 가장 길었던 하류 대기시간
하류대기 CT/ MIN 로트 중 가장 짧았던 하류 대기시간
하류대기 CT/ AVE 로트의 기판 1 장당의 하류측에 의한 평균 대기시간
마크인식 CT/ 장 MAX 로트 중 가장 길었던 기판 마크 인식시간
마크인식 CT/ 장 MIN 로트 중 가장 짧았던 기판 마크 인식시간
마크인식 CT/ 장 AVE 로트의 기판 1 장당 평균 마크 인식시간
마스크 마크인식 CT/ MAX 로트 중 가장 길었던 마스크 마크 인식시간
마스크 마크인식 CT/ MIN 로트 중 가장 짧았던 마스크 마크 인식시간
마스크 마크인식 CT/ AVE 로트의 기판 1 장당 평균 마스크 마크 인식시간
검사시간 ( 초 ) 로트 중 인쇄검사에 걸린 시간의 합계 ( 인쇄검사 기능을 겸비한 경우 )
검사시간 MAX 로트 중 가장 길었던 기판 검사시간 ( 인쇄검사 기능을 겸비한 경우 )
검사시간 MIN 로트 중 가장 짧았던 기판 검사시간 ( 인쇄검사 기능을 겸비한 경우 )
검사시간 AVE 로트의 기판 1 장당 평균 검사시간 ( 인쇄검사 기능을 겸비한 경우 )
클리닝 시간 ( 초 ) 로트 중 마스크 클리닝에 걸린 시간
마크 인식에러 횟수 로트 중 마크 인식에러가 발생한 횟수 ( 재실행을 포함 )
반송에러 횟수 로트 중 반송에러가 발생한 횟수
그 밖의 에러횟수 로트 중 발생한 그 밖의 에러횟수
에러정지 시간 ( 초 ) 로트 생산중에 에러가 발생하고 클리어될 때까지 장비가 정지한 시간의 합계
에러복구 시간 ( 초 ) 로트 생산중에 에러표시가 클리어되고 장비를 재운전할 때까지 걸린 시간의 합계
상류 대기시간 ( 초 ) 로트 생산중에 상류측에 의해 대기상태가 된 시간의 합계
하류 대기시간 ( 초 ) 로트 생산중에 하류측에 의해 대기상태가 된 시간의 합계
가동율 (%)
( 누적인쇄시간 + 누적반송시간 )/[( 생산종료시각 - 준비종료시각 )- 누적대기
시간 ] × 100(%)
누적인쇄시간 : 스퀴지 헤드가 움직여 인쇄가 진행되는 합계시간 ( 마크인식 등의 시
간도 포함 )
누적반송시간 : 컨베이어가 움직여서 반송하는 합계시간
누적대기시간 : 장비가 운전중 ( 표시등인 녹색램프가 점등 ) 임에도 불구하고
상류 또는 하류기에 의한 대기로 인해 스퀴지 헤드가 작동하지 않는 시간
마스크 마크인식 횟수 로트 생산중에 마스크의 피듀셜마크 인식을 실행한 횟수
클리닝 횟수 로트의 생산중에 마스크 클리닝을 실행한 횟수
검사 횟수 로트의 생산중에 인쇄검사를 실행한 횟수 ( 인쇄검사 기능을 겸비한 경우 )
검사 뷰 수 로트의 생산중에 인쇄검사를 실행한 뷰 ( 시야 ) 수 ( 인쇄검사 기능을 겸비한 경우 )
검사 대상 수 로트의 생산중에 인쇄검사를 한 대상수 ( 인쇄검사 기능을 겸비한 경우 )
인쇄검사 NG 수 로트의 생산중에 인쇄검사가 NG 로 된 수 ( 인쇄검사 기능을 겸비한 경우 )
기판 틀어짐 체크 NG 수 로트의 생산중에 기판틀어짐 체크가 NG 로 된 수
기판반출수량 로트의 생산중에 반출한 기판 수량
기판투입수량 로트의 생산중에 투입한 기판 수량
이중인쇄 피드백 수 로트의 생산중에 이중인쇄 피드백을 실행한 횟수
클리닝 피드백 횟수 로트의 작업중에 클리닝 피드백을 실행한 횟수
6-20
6
3.4 생산이력의 저장처를 지정한다
생산이력 데이터는 장비의 전원을 OFF 하거나 기판을 전환할 때마다 로컬 드라이브 내의 지정한 폴더에
파일로 저장됩니다. 또한 , 지정한 시각에 생산이력 데이터를 출력하고 자동적으로 저장할 수도 있습니다.
이들의 설정 방법을 다음과 같이 설명합니다.
1
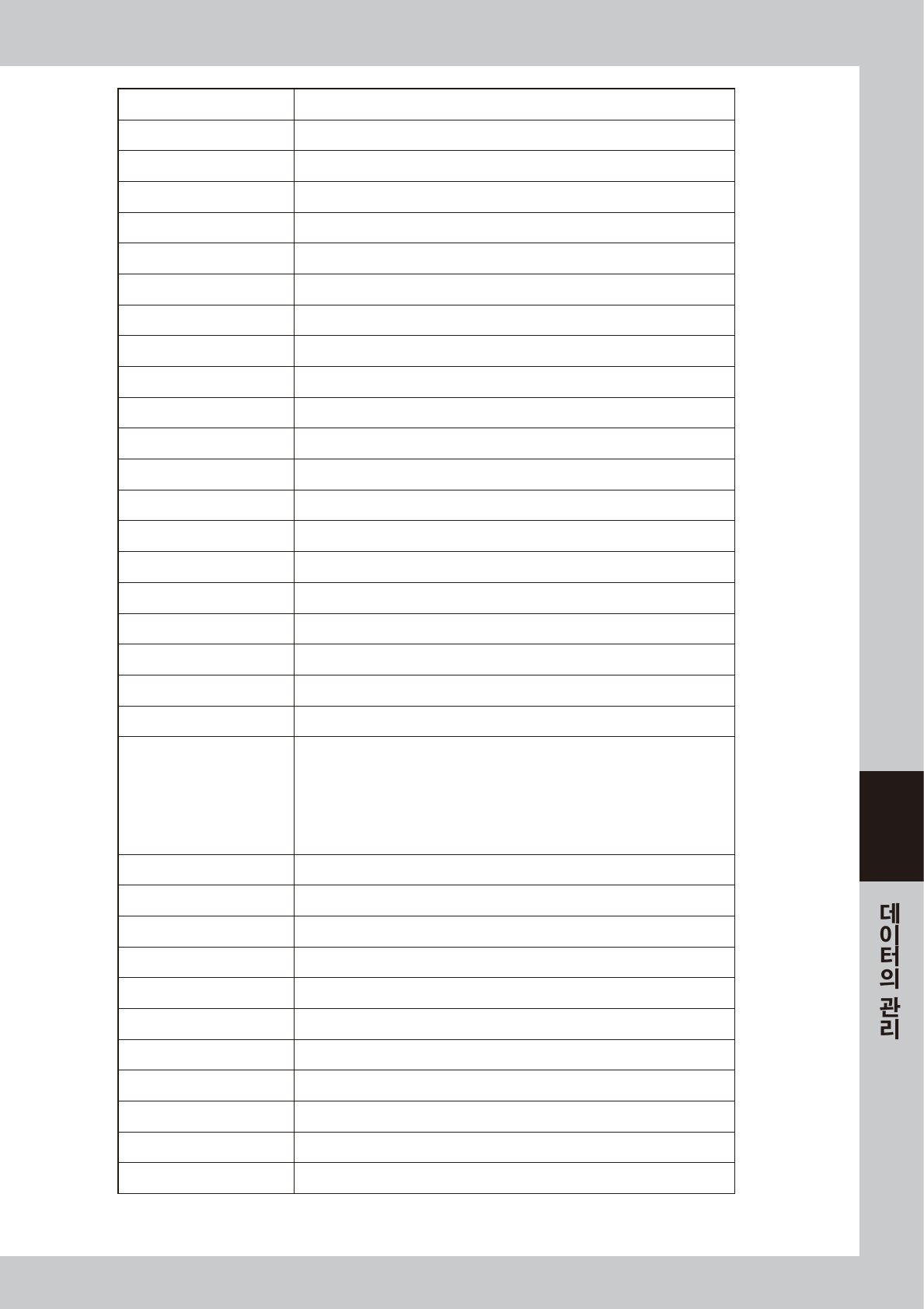
셋업화면「유틸리티」탭의 [Appl. 설정 ] 버튼을 누릅니다 .
「설정」대화창이 표시됩니다 .
2
「이력」탭을 선택합니다 .
「설정」대화창
「이력」탭
68617-N3- 0 0
3
[ 이력 ] 버튼을 누릅니다 .
「이력설정」대화창이 표시됩니다 .
4
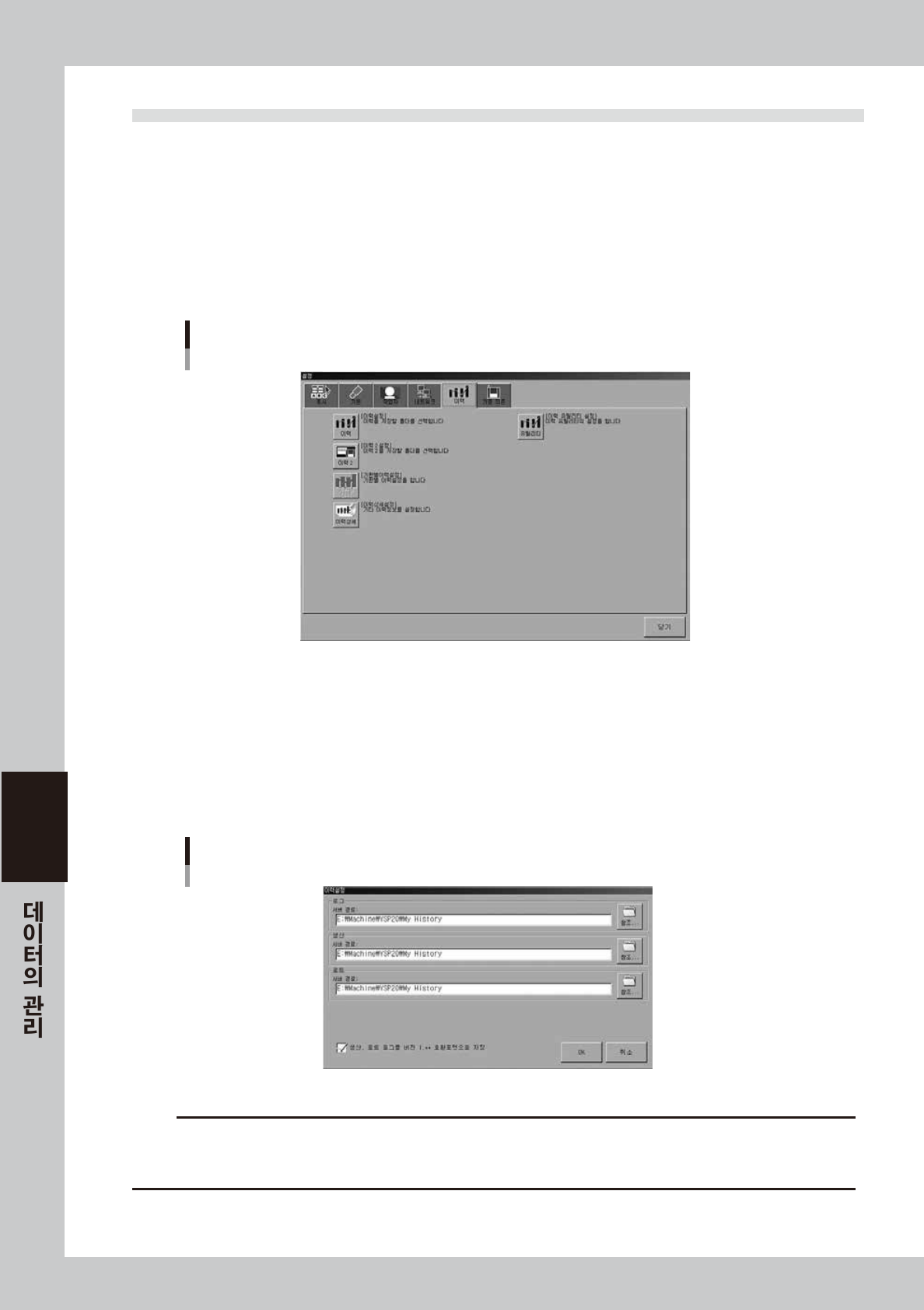
생산이력을 저장할 폴더의 암호를 확인 또는 지정합니다 .
텍스트 박스에 직접 입력하거나 [ 참조 ] 버튼으로 저장처를 지정하십시오 . 「로그」「생산」「로트」이력데
이터의 저장처를 각각 별도로 설정할 수 있습니다 . 설정이 완료되면 [OK] 버튼을 누릅니다 .
「이력설정」대화창
68618-N3-0 0
c
주의
생산이력을 저장할 파일은「YspLot20091201.csv」와 같이 파일명에 날짜가 부가된 명칭이 됩니다 . 이 경우 기판이 전환될 때
마다 같은 날의 로그데이터가 갱신됩니다 . 날짜별로 파일은 증가되므로 , 장비를 저장처로 지정하면 빈 용량이 줄어서 기판데이
터를 저장할 수 없거나 소프트웨어의 기동에 실패할 수 있습니다 . 장비를 저장처로 지정하지 마십시오 .