YS24 保养手册.pdf - 第22页
3-20 3 Periodic maintenance items 3.2.2 Checking the negative pressure After cleaning the spline shafts, chec k the negativ e pressure (vacuum lev el) generated in each head. 1 After assembly , check the vacuum lev els. …

3-19
3
Periodic maintenance items
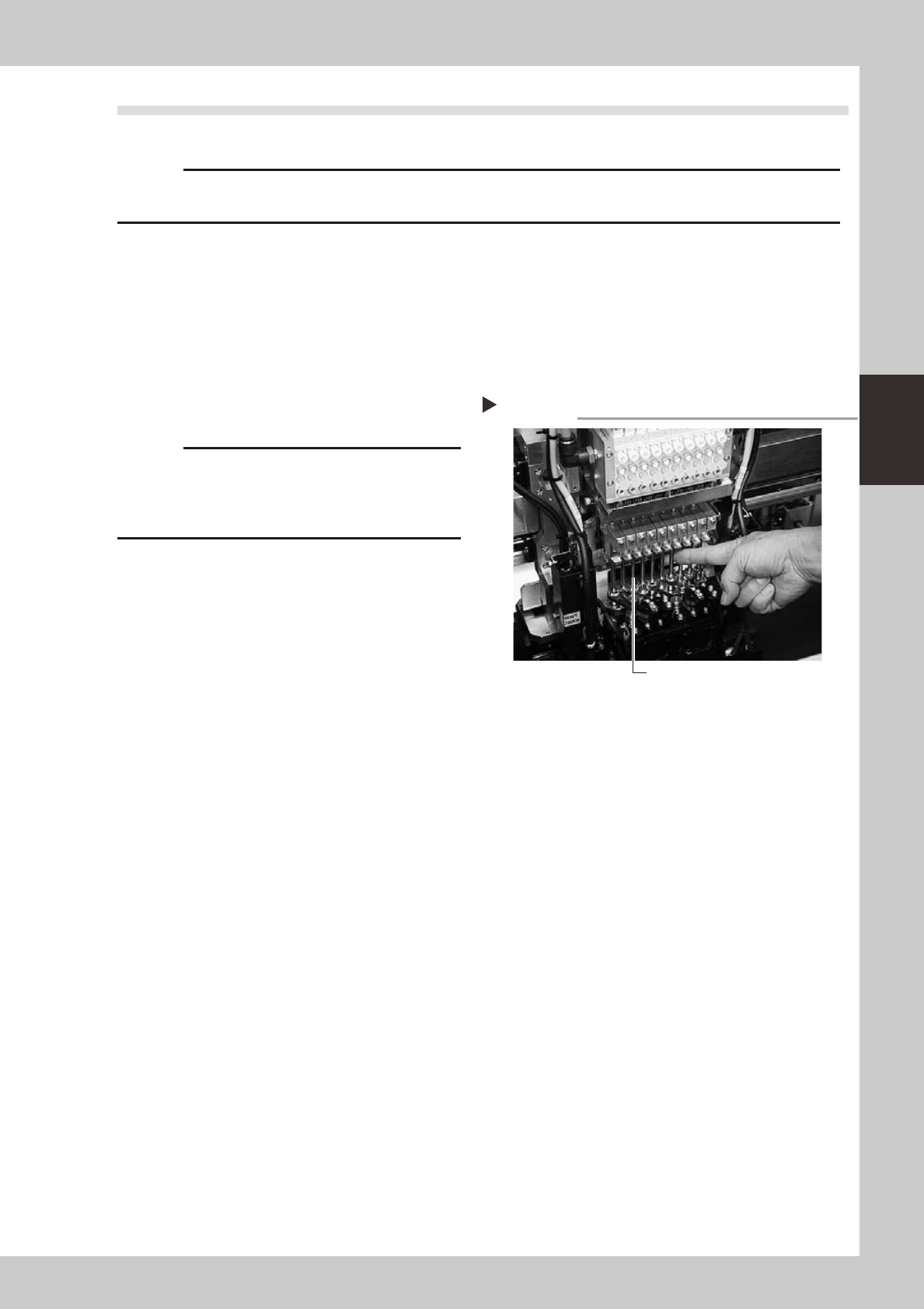
6
Remove the cap bolt for spline
shaft cleaning.
Use the precision wrench (supplied) to
remove the cap bolt (hex head bolt).
53321-L2-00
c
not to drop it.
a new one.
7
Clean the inside of the spline shaft.
1. Insert the nozzle of the cleaning kit into
the cleaning hole of the spline shaft.
2. Pour alcohol (IPA) into the spline shaft air
path to clean away dust and grime.
53322-L2-00
8
Blow air into the spline air path.
1. Prepare an air blow tool (available as
option) and connect it to an air
connector on a nearby machine. Then
insert the air blow tool nozzle into the air
joint of the spline shaft.
2. Place a shop cloth under the lower end
of the spline shaft, and blow air through
the spline shaft while blocking the lower
hole with your finger.
3. Repeat steps 7 and 8 until the IPA flowing
out from the spline shaft becomes clean.
Make sure that after blowing air, smear
no longer appears on the shop cloth
placed under the lower end of the spline
shaft, and then reattach the cap bolt.
53334-L2-00
c
to wear safety goggles.
9
Repeat the cleaning procedure.
Repeat steps 6 to 8 to clean the inside of
the spline shafts of all heads.
0
Reinstall the air hose and nozzle
back to their original positions.
Removing the cap bolt
Step 6
Precision wrench (supplied)
Cap bolt
Upper block of spline shaft
Cleaning the spline shaft
Step 7
Nozzle of cleaning kit
Spline shaft Pump of cleaning kit
Air blow into spline shaft
Step 8
Blow the air from this hole.
Air blow tool
Block the lower hole with your finger.

3-20
3
Periodic maintenance items
3.2.2 Checking the negative pressure
After cleaning the spline shafts, check the negative pressure (vacuum level) generated in each head.
1
After assembly, check the vacuum
levels.
1. Leave nozzles detached from the heads.
2. Open the [Unit]-[Head] tab screen and
press the [Vacuum] button to generate a
negative pressure. Read the "Max" values
shown on the screen and determine
whether the vacuum levels are
appropriate by referring to the criteria
below.
54311-L2-00
2
Reattach the nozzles.
Attach the nozzles by hand back to the
heads.
n
Vacuum level criteria in spline air path
When nozzle is open : 70 or less
When nozzle is sealed : 190 or more
n
NOTE
The vacuum level in the spline shaft air path might sometimes differ slightly depending on the air source and operating
conditions. Use the above criteria for reference during maintenance.
Checking the vacuum level
Step 1
[Vacuum] button
Read "Max" values.
3-21
3
Periodic maintenance items
3.3
Checking the spline shaft movement and lubricating the slide section
After cleaning the spline shafts, check the spline shaft movement and lubricate the slide section.
c
1
Turn off the machine power switch.
Quit the software and turn off the machine
power switch.
2
Move each spline shaft by hand to
check for abnormal movement.
Move each spline shaft up and down by
hand and make sure that all spline shafts
move smoothly without hanging up and
unusual noise.
c
If the machine is operated while movement of any
assistance.
3
Clean the outside of each spline
shaft.
Use a lint-free cleaning wiper or cotton swab
to wipe the outside of each spline shaft.
4
Apply grease to the outside of each
spline shaft.
Apply a thin, uniform coat of grease by
hand to the outside of each spline shaft.
53335-L2-00
5
Wipe away excess grease.
Move each spline shaft by hand several
times and wipe away excess grease.
Applying grease to spline shaft
Step 4
Spline shaft