KE-2070_80_80R_Instruction_Manual_Rev10_C.pdf - 第916页
第2部 功能详细篇 第1 2章 选项组件 12-79 12-14 长尺寸基板对应 12-14-1 对应基板尺寸 通过进行基板 2 次传送,可将 X 方向的基板尺寸扩展到最大 800mm 。 由此,可生产 LED 照明等使用的长尺寸基板。 下表的 X 方向最大尺寸超过 1 次传送尺寸的基板,要进行 2 次传送。 以下,将各规格的 1 次传送中的最大尺寸表述为「规定尺寸」。 长尺寸基板对应尺寸: ( 单位: mm) 最大尺寸 方向 最小尺寸…
第2部 功能详细篇 第12章 选项组件
12-78
12-12-11 下载生产时的运用方法
从 HLC 或 IS 的下载生产中使用「识别镀锡印刷补偿贴片位置的功能」进行生产时,请按下列办法执行。
* 在贴片数据里进行设置,使要作为镀锡标记使用的贴片点位于可识别镀锡的生产线的最后站台上。
但,生产计划的[多项优化(multioptimize)] 选项中采用 [群控方式取消送料器交换]、[交互
切换供料器配置领域]优化功能时,由于指定的站台要被忽略,这些多项优化选项不能使用。
* IS 的随需应变生产时,由于在[多优化]选项中,必须使用[不在群控内更换送料器]优化,因此无法
使用识别镀锡印刷补偿贴片位置功能。
* 使用 HLC 或 IS 进行优化时,需要在主机上进行再示教(镀锡标记数据)。
* 由多台装置构成生产线时,下游装置不能在上游装置已贴装元件的位置上注册焊锡识别标志。要
在生产线上使用识别镀锡印刷补偿贴片位置功能时,建议:在各个装置上设置不同的焊锡识别标
记位置,或把要在最下游装置贴装的位置做为焊锡识别标记注册。
12-13 吸取/贴片监视系统
吸取/贴片监视系统,是指用安装在贴片机 Head 的 EPV61/62(Embedded Process Verification)单
元,对生产中的吸取、贴片动作进行摄像、保存图像的功能。
通过检查图像,可获取最适宜的参数,便于发生不合格时解析原因。
还可通过该功能,比较贴片前后的图像,检查元件是否完成贴装。
详细内容,请参见『吸取·贴片监视 使用说明书』。
第2部 功能详细篇 第12章 选项组件
12-79
12-14 长尺寸基板对应
12-14-1 对应基板尺寸
通过进行基板 2 次传送,可将 X 方向的基板尺寸扩展到最大 800mm。
由此,可生产 LED 照明等使用的长尺寸基板。
下表的 X 方向最大尺寸超过 1 次传送尺寸的基板,要进行 2 次传送。
以下,将各规格的 1 次传送中的最大尺寸表述为「规定尺寸」。
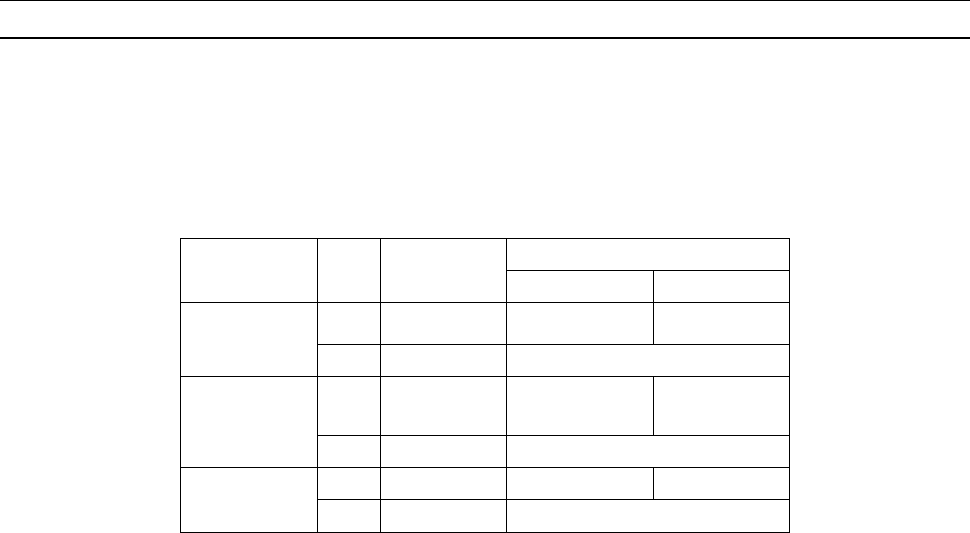
长尺寸基板对应尺寸: (单位:mm)
最大尺寸
方向 最小尺寸
1 次传送 2次传送
X
50
410
800
L 尺寸规格
Y
30※
360
X
50
510
800
L-Wide 规格
Y
30※
360
X 50 510 800
E 尺寸规格
Y
30※
460
※如果有自动调整宽度选购项,最小尺寸 Y 方向为 50mm
第2部 功能详细篇 第12章 选项组件
12-80
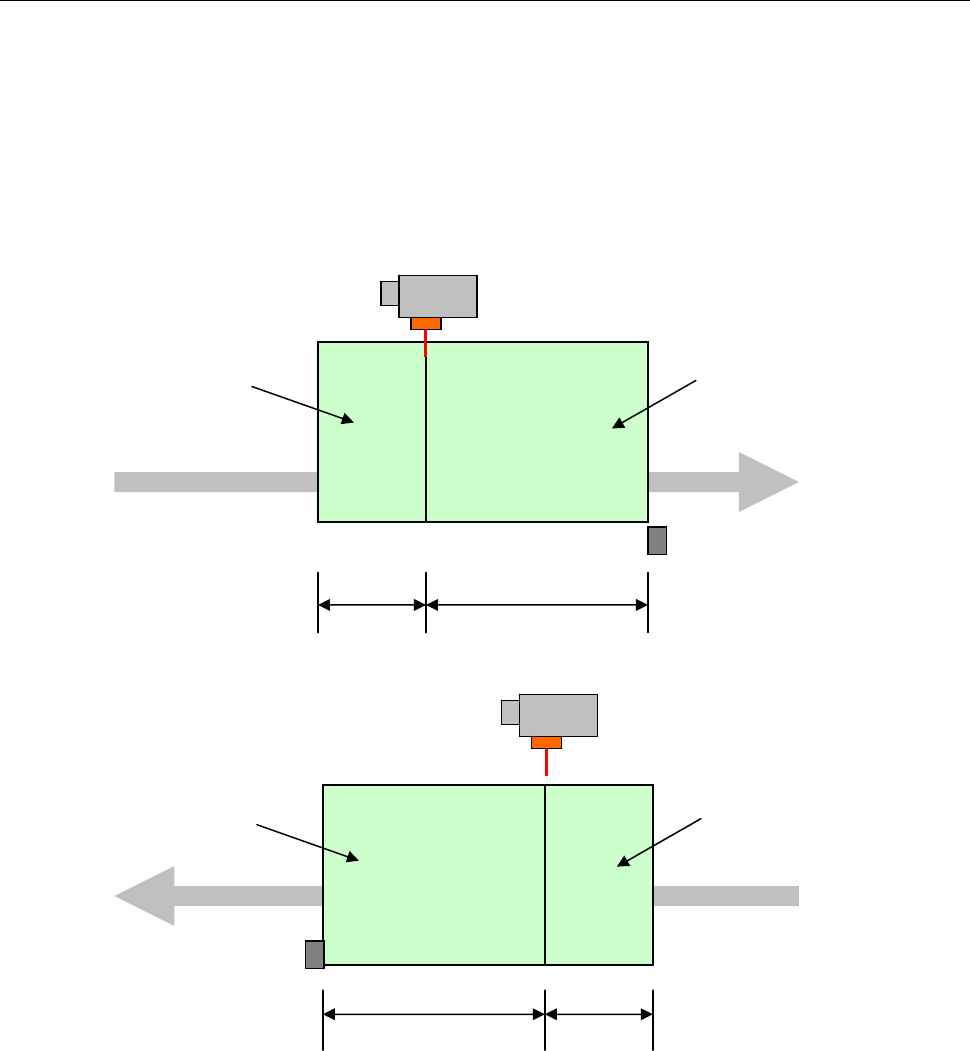
12-14-2 基板停止位置及贴片范围
基板外形尺寸 X 方向尺寸超过规定尺寸的基板,不能使用通常的夹紧进行贴片。
要在站台内进行 2 次基板夹紧。第1次是在停止挡块位置停止基板,第2次时不使用停止挡块,而是通过
HMS 检测出基板终端使其停止,对应基板外形尺寸 X 方向尺寸”800mm(超过规定尺寸)”的基板。
[左→右传送时]
[左←右传送时]
第 1 次夹紧基板
时的贴片范围
① ②
第 2 次夹紧基板
时的贴片范围
① ②
第 2 次夹紧基板
时的贴片范围
第 1 次夹紧基板
时的贴片范围
L 规格 ①:410mm ②390mm
L-Wide 规格 ①:510mm ②
290mm
E 规格 ①:510mm ②290mm