TK33045_媧拝崅偝僥傿乕僠儞僌婡擻.pdf - 第6页
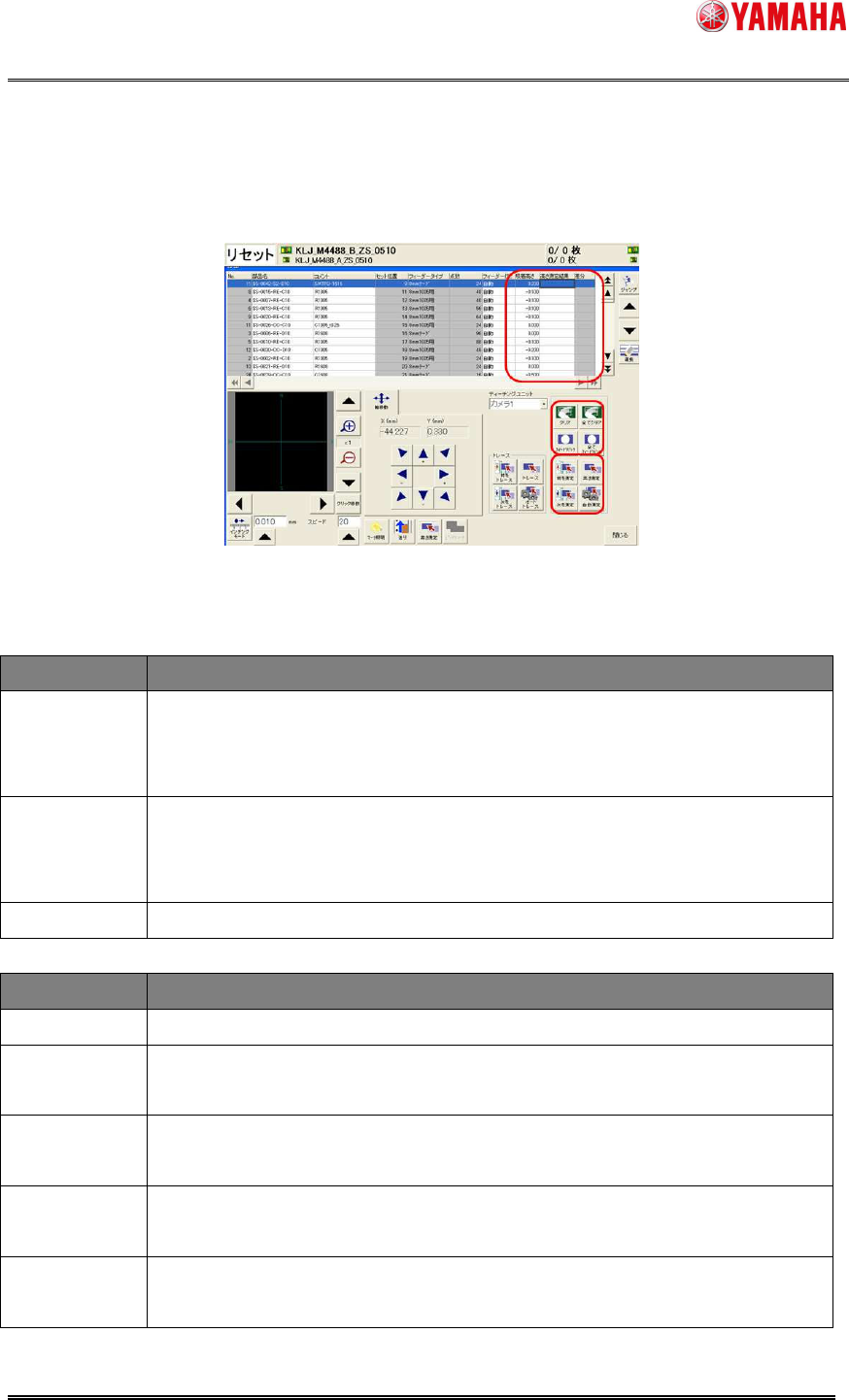
ヤマハ発動機株式会社 IM 事業部 マウンター第 2 技術部 ソフト開発グループ MD OC-SOFT50389 6/23 3 3 3 3 . . . . 1 1 1 1 使用方法 使用方法 使用方法 使用方法 本機能が有効 の場合、 [ 部品 ] - [ ティーチ ] 画面が以下のよ うに表示されます 。 下図の赤枠の 部分が追加されて います。 図 3.1 高さティー チ機能有効時 のテ…

ヤマハ発動機株式会社 IM 事業部
マウンター第 2 技術部 ソフト開発グループ
MDOC-SOFT50389
5/23
3. 機能詳細
機能詳細機能詳細
機能詳細
本機能は、吸着するヘッドを使用して、対象部品のテープガイド上を高さ測定し、適切
な吸着高さを算出します。算出した結果は、基板データにフィードバックすることが可能
です。レーザー計測器など測定用に特別な装置を取り付けることなく測定が可能です。
8mm フィーダー以下の測定ではフィーダーのテープガイド上にヘッドを近づけ、負圧の
変化を捉えることで適切な高さを測定します。テープガイド上の測定値は、吸着高さへ換
算し、画面に表示します。測定した吸着高さは、基板データへフィードバックすることで
実際の運転などに使用することができます。
テープガイドには金属製と樹脂製があり、それぞれ異なる測定位置をもっています。そ
のため、測定前に移動カメラによるガイド判別認識動作を行う必要があります。ただし、
金属製のテープガイド、または樹脂製のテープガイドのみを使用している場合は、このガ
イド判別認識動作をスキップし、測定動作をさせることが可能です。ガイド判別認識動作
をするためには専用のマークデータが必要です。設定方法は 4 章または 6 章を参照くださ
い。
測定に使用するヘッドは、測定するフィーダーの部品で最初に搭載を行うヘッドです。
最初のヘッドで測定ができない場合は、次に搭載で使用するヘッドで測定を行います。ど
のヘッドでも測定できない場合は測定不可エラーになります。
V4.50STDR1.000(V3.45STDR1.000)以降は、固定基板データ読み込み時に限り、搭載デ
ータなしでも実行が可能です。この場合、実行可能なヘッドとノズルをマシンが決定しま
す。実生産で使用するヘッド、ノズルの組み合わせとならない場合があります。
(▲1)
V4.52STDR1.000(V3.47STDR1.000)以降は、12mm フィーダー以上の大型部品において
も吸着高さ測定が可能です。詳細は、3.2 を参照ください。
(▲2)
V4.52STDR1.000(V3.47STDR1.000)は、自動トレイ、および固定トレイ供給部品におい
ても吸着高さ測定が可能です。詳細は、3.3 を参照ください。
(▲3)
ヤマハ発動機株式会社 IM 事業部
マウンター第 2 技術部 ソフト開発グループ
MDOC-SOFT50389
6/23
3
33
3.
..
.1
11
1 使用方法
使用方法使用方法
使用方法
本機能が有効の場合、[部品] - [ティーチ] 画面が以下のように表示されます。
下図の赤枠の部分が追加されています。
図3.1 高さティーチ機能有効時のティーチ画面
<画面上部のグリッドの追加項目>
項目 内容
吸着高さ
吸着高さ吸着高さ
吸着高さ
現在設定されている吸着高さが表示されます。
直接編集することも可能です。
トレイ部品の場合は、[トレイ厚み]が表示されます。
(▲3)
高 さ 測 定実行
高 さ 測 定実行高 さ 測 定実行
高 さ 測 定実行
結果
結果結果
結果
高さ測定の実行結果が表示されます。
未測定状態や測定に失敗した場合は空白です。
トレイ部品の場合は、[トレイ厚み]としての測定結果になります。
(▲3)
差分
差分差分
差分
吸着高さと高さ測定実行結果の差分が表示されます。
<画面右下の追加ボタン>
項目 内容
高さ測定
高さ測定高さ測定
高さ測定
上部のグリッドで選択している 1 部品に対して高さ測定を実行します。
前を測定
前を測定前を測定
前を測定
上部のグリッドで選択しているひとつ上の部品に対して高さ測定を実行
します。
次を測定
次を測定次を測定
次を測定
上部のグリッドで選択しているひとつ下の部品に対して高さ測定を実行
します。
自動測定
自動測定自動測定
自動測定
本ボタンを押している状態で [前を測定] または [次を測定] ボタンを押
すと、自動で順番に高さ測定を実行します。(連続測定)
フ ィ ー ドバッ
フ ィ ー ドバッフ ィ ー ドバッ
フ ィ ー ドバッ
ク
クク
ク
上部のグリッドで選択している部品に測定結果がある状態でこのボタン
を押すと、測定結果が吸着高さに反映されます。

ヤマハ発動機株式会社 IM 事業部
マウンター第 2 技術部 ソフト開発グループ
MDOC-SOFT50389
7/23
全 て フ ィード
全 て フ ィード全 て フ ィード
全 て フ ィード
バック
バックバック
バック
測定結果が存在する全ての部品に対して吸着高さへの反映を実行します。
クリア
クリアクリア
クリア
上部のグリッドで選択している部品の高さ測定結果をクリアします。
全てクリア
全てクリア全てクリア
全てクリア
全ての部品の高さ測定結果をクリアします。
< 注意 >
- 対象外フィーダーやノズルの場合はグレーアウトしています。[自動測定] を行う場合は
スキップされます。
- [自動測定] を行う場合、トレイ部品はスキップされます。
(▲3)
- 測定結果は、基板データを読み込むまで保持されます。
< 参考 >
- 測定は 1 本ずつ行います。
- 測定にかかる時間は、1 箇所につき 8mm フィーダー以下の測定では約 5-6 秒、12mm フ
ィーダー以上の測定、トレイでの測定では部品種にもよりますが、20-30 秒です。
3
33
3.
..
.2
22
2
12mm
12mm12mm
12mm 以上のフィーダ
以上のフィーダ以上のフィーダ
以上のフィーダーへの
ーへのーへの
ーへの対応
対応対応
対応
(▲2)
(▲2)(▲2)
(▲2)
8mm フィーダー以下の小型部品とは異なり、部品上面の吸着位置を直接測定することに
より、大型部品特有の様々な形状でも測定が可能です。操作方法は、8mm フィーダー以下
の測定と同じです。(3.1 を参照)
12mm フィーダー以上の測定では、以下の点において注意が必要です。
< 注意 >
- 測定を制限している部品サイズが存在します。初期値では、3.0×3.0×1.0(mm)以下の部品
は制限にしています。
- 全ノズルが対象ですが、0402 部品用のノズルなど、ノズル口が小さく開口負圧値が高い
ノズルでは実行できない場合があります。
- コネクタ部品に代表されるような「中吸い」をする場合は、[部品]-[吸着]-[ノズル接触面
オフセット]が高さ測定実行前に正しく入力されている必要があります。本機能での測定
結果はノズル接触面オフセット値を考慮した吸着高さを算出しますので、入力されてい
ない場合や測定後に入力した場合、適正な吸着高さとなりません。
-
測定箇所とノズルが接触した状態でノズル口が密閉されないような状況の場合、正しい測定
結果が得られない場合があります。