KE-1070_80_Operation_Manual2_Rev01_C2.pdf - 第202页
操作手册Ⅱ 2-157 ③ 检查内容 检查项目:从自动(运行生产)、XY、吸取上升、贴装下降、测量外Θ旋转中选择。 检查项目 检查内容 自动(生产动作) 检查运行模拟 生产模式时测出的从吸取到贴装结果 偏移量。 XY 检查 XY 移动速度。 吸取 Z 轴上升 检查吸取上升时的上升 速度。 贴片 Z 轴下降 检查贴装下降时的下降 速度。 θ轴(其他) 检查θ轴 (其他)速度。 使用 Head:选择检查使用的贴片头。 检查角度:从 0 / …
操作手册Ⅱ
2-156
(4) 图像识别检查结果
检查后,检查结果被显示在图像识别检查结果中。可进行图像定心时显示“OK”,不能
进行时显示“NG”,并在注释栏中显示错误原因。
图 2-5-33 检查结果
2-5-4-3-2 检查速度
本项功能用于:通过模拟动作,对元件的吸取、识别、贴装时的 XY
θ
偏移值进行检查,以判断生
产程序的速度是否适宜。
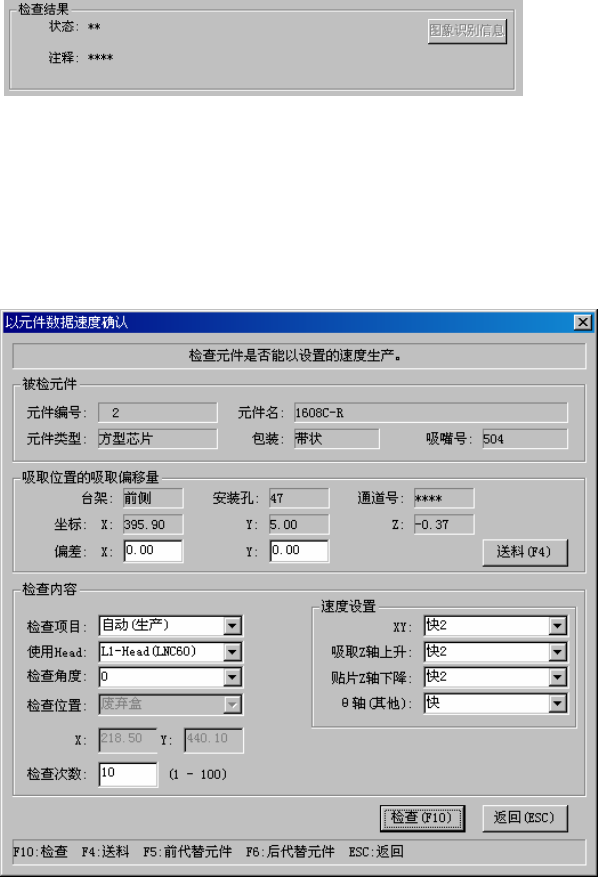
从菜单上选择“机器操作”-“确认速度”,显示如下的设置[以元件数据速度确认]对话框。
图 2-5-34 检查元件数据速度
①被检元件
显示被检元件的内容。
② 吸取位置的吸取偏移量
显示吸取元件时的吸取位置的内容。没有吸取数据时不显示。
也可以用 HOD 进行示教。不反映到吸取数据。
操作手册Ⅱ
2-157
③ 检查内容
检查项目:从自动(运行生产)、XY、吸取上升、贴装下降、测量外Θ旋转中选择。
检查项目 检查内容
自动(生产动作) 检查运行模拟生产模式时测出的从吸取到贴装结果偏移量。
XY 检查 XY 移动速度。
吸取 Z 轴上升 检查吸取上升时的上升速度。
贴片 Z 轴下降 检查贴装下降时的下降速度。
θ轴(其他) 检查θ轴(其他)速度。
使用 Head:选择检查使用的贴片头。
检查角度:从 0 / 90 / 180 / 270°中选择。(只对执行的贴片动作项目进行检查)
检查位置:指定废弃盒或任意坐标。(只限检查项目为 XY 时,才能设置任意坐标)
检查次数:指定检查次数 (1~100 次)。
速度设置:指定确认速度时使用的速度。(检查项目不同,可指定的项目也不同)。
④检查结果
完成检查后显示检查结果对话框,显示检查结果(显示 XYΘ的偏差量或吸取是否成功)。
按下[确定]使检查结果有效,把结果数据存入元件素据库里。
操作手册Ⅱ
2-158
2-5-4-4 确认
此功能用于确认生产程序编辑内容。
注意
为了避免人身伤害,在机器运行过程中,切勿将手和头伸入装置内部。
2-5-4-4-1 标记类:BOC
识别BOC标记,并将识别坐标的实测值储存ru主机中。该实测值将在贴片数据示教时的坐标修
正中得到反映。
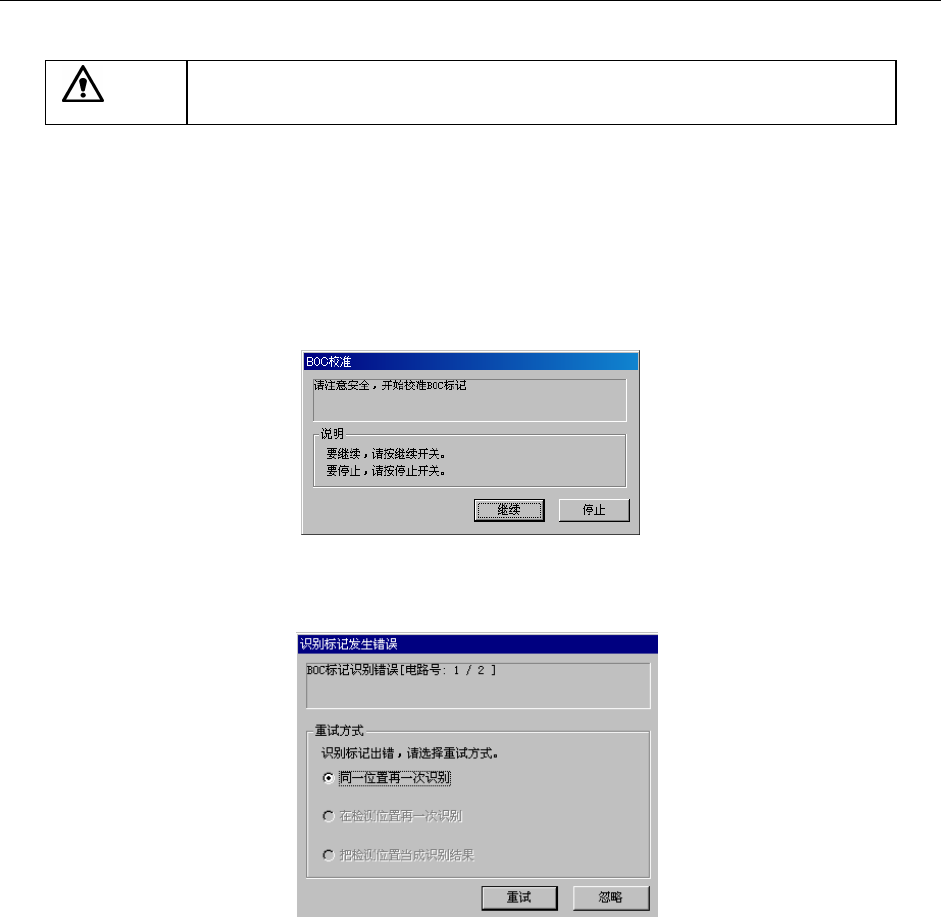
从菜单栏中选择“机器操作”/“确认”/“标记系统”/“BOC”,则可显示确认画面。
此时,如果安全盖打开, 因轴动作的功能,会显示如下信息。
确认安全后,请点击“继续”。
图 2-5-35 安全确认
在进行时,若BOC标记识别失败(错误),则显示如下的选择画面。
图 2-5-36 BOC 标记识别错误
当重新开始识别时,请选择重新开始模式。
① 同一位置再一次识别。
不改变当前的有OCC的位置,再一次进行标记识别。
② 在检测位置再一次识别。
使用HOD的CAMERA按钮,在进行过坐标示教的位置上再进行一次标记识别。
该项目在示教确认后方可选择。
③ 把检测位置当成识别结果。
用HOD的CAMERA按钮将进行过坐标示教的位置作为BOC识别时标记中心的实测值。该项目在
示教确认后方可选择。
◇ 进行上述选择后,如果要重新开始识别,则请按“重试”按钮。
按下“忽略”按钮时,则其后将不以每一电路/每一基板为单位对BOC进行识别。