00198832-01_VD_SSW_714.0_R20-2_EN_DE.pdf - 第43页
Stationssoftware 714.0 (R20-2) / Versionsbeschreibung Ausgabe 11/2020 13 4.7 Unterstützung einer BE-Kamera (Ty p 48) 8x8 GigE und einer LP- Kamera (Typ 54) Kompatibler Modus: Versteckt Die folgenden neuen Kameraty pen we…
Stationssoftware 714.0 (R20-2) / Versionsbeschreibung Ausgabe 11/2020
12
Wenn sich eine Leiterplatte in entweder dem Bearbeitungsbereich oder dem Ausgangsabschnitt
befindet, wird eine entsprechende Meldung auf der Stations-GUI angezeigt. Sobald die
Neukalibrierung abgeschlossen ist, wird die Fertigung neuer Leiterplatten fortgesetzt.
Einschränkungen:
– Um einen CPP M Bestückkopf und ein CP20 M3 Bestückkopf in einem TX micron V2
Bestückautomaten zu kombinieren wird der SIPLACE TX2i Mixed Heads Umbausatz,
Artikelnummer [03157293-xx] benötigt.
4.6 Flächenmagazin-Teach-Dialog – Verbesserungen
Kompatibler Modus: Komplett
Bisher waren zur Bearbeitung einer Flächenmagazinbeschreibung zwei Dialoge verfügbar: ein
„vereinfachter“ Dialog und ein „erweiterter“ Dialog. Diese beiden Dialoge wurden jetzt in einen
einzigen Dialog zusammengeführt.
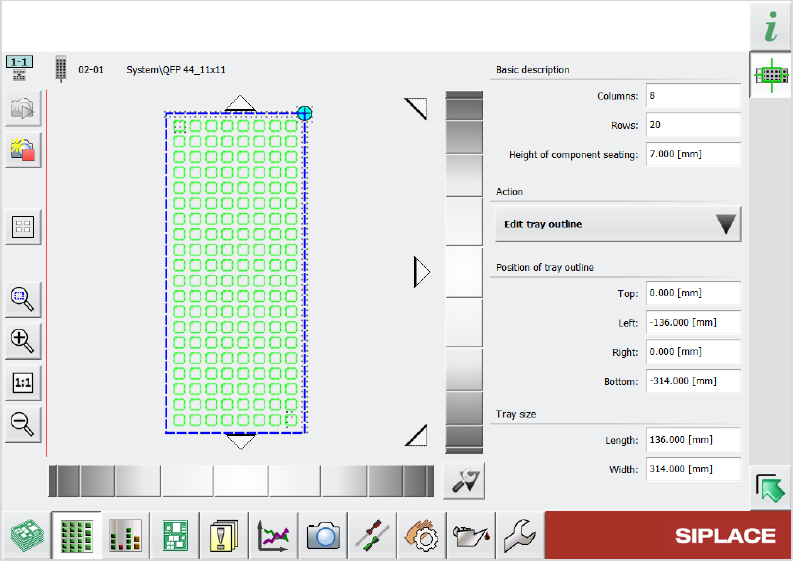
Dieser neue Dialog hat das gleiche Layout wie der vorhergehende vereinfachte Dialog mit
zusätzlichen Funktionen aus dem erweiterten Dialog. Die Auswahlliste in der Gruppe
Ausgewähltes Fach aus dem vereinfachten Dialog wurde in Aktion umbenannt und enthält jetzt
eine Option Flächenmagazinkontur bearbeiten. Mit dieser Option können Sie die Position des
Flächenmagazins bestimmen, indem Sie die schematischen Grafik auf der linken Seite verwenden
und die numerischen Werte der Position und die Größe des Flächenmagazins bearbeiten.
Abbildung 4-2: Neuer Dialog zum Bearbeiten einer Flächenmagazinbeschreibung

Stationssoftware 714.0 (R20-2) / Versionsbeschreibung Ausgabe 11/2020
13
4.7 Unterstützung einer BE-Kamera (Typ 48) 8x8 GigE und einer LP-
Kamera (Typ 54)
Kompatibler Modus: Versteckt
Die folgenden neuen Kameratypen werden unterstützt:
– BE-Kamera (Typ 48) 8x8 GigE für E von SIPLACE Bestückautomaten
– LP-Kamera (Typ 54)
4.8 Automatische Erkennung eines XX-Pipettenmagazinwechsels bei
der Fertigungsvorbereitung
Kompatibler Modus: Komplett
Nach einem Neustarten der Stationssoftware oder nach einem Wechseln eines Pipettenmagazins
werden die Pipettenmagazintypen beim Fertigungsstart über die Marken überprüft und bei Bedarf
automatisch gewechselt. Anschließend werden die Aufnahmen des Magazins oder die darin
enthaltene Pipette gescannt. Wenn ein Magazin gewechselt wurde, wird die bereits gemessene
Höhe des vorhergehenden Magazins übernommen, sodass keine Neukalibrierung erforderlich ist.
Wenn kein Höhenmesswert verfügbar ist, muss das Magazin einmal kalibriert werden.
Die Funktion kann mit dem Kontrollkästchen Scannen der Pipetten-ID auslassen in dem Dialog
Softwareoptionen überprüfen und festlegen – Maschinenkonfiguration deaktiviert werden.
Einschränkungen
– Der Pipettenwechsler muss mit der XFCU (Fördererkontrolleinheit für X-Tische) verbunden
sein.
– Diese Funktion wird für Doppelpipettenmagazine nicht unterstützt.
– Die Magazine können nur während der Fertigungsvorbereitung vor dem Pipettentypscannen
und nicht während manueller Funktionen oder der Kalibrierung von Pipettenmagazinen
automatisch gewechselt werden.
– Jeder Platz im Magazin muss mindestens einmal vollständig kalibriert werden, um für einen
automatischen Pipettenmagazinwechsel verwendet zu werden. Bitte beachten Sie, dass zur
Messung der z-Höhe eine Kalibrierpipette erforderlich ist.
4.9 Verifizieren des Clinch-Werkzeugs durch eine Barcode-Marke
Kompatibler Modus: Komplett
HINWEIS
Bitte setzen Sie sich mit dem ASM-Dienst in Verbindung, wenn Sie diese Funktion
aktivieren möchten.
Ein Clinch-Werkzeug besteht aus einer Platte mit mehreren abgeschrägten Stiften an der
Oberseite, die in einem Bestückautomaten installiert ist. Nach der Bestückung von THT-
Bauelementen (z. B. Widerständen) wird diese Platte an die Unterseite der Leiterplatte gedrückt,
um die Leitungen der THT-Bauelemente zu befestigen.
Immer wenn Sie ein Clinch-Werkzeug in einer Station verwenden, müssen Sie es im Los in
SIPLACE Pro und in der Stationssoftware konfigurieren. Zum Verifizieren, dass das richtige Clinch-
Werkzeug in der Station installiert wurde, wird die Konfiguration an der Station mit den
Spezifikationen im Los verglichen. Zum automatischen Identifizieren des in der Station installierten
Stationssoftware 714.0 (R20-2) / Versionsbeschreibung Ausgabe 11/2020
14
Clinch-Werkzeugs kann eine Barcode-Marke verwendet werden, die an der Oberfläche des Clinch-
Werkzeugs platziert ist. Der Barcode enthält Informationen zu dem Clinch-Werkzeug, z. B. dessen
Namen und den genauen Typ von Clinch-Werkzeug.
Während das Los heruntergeladen wird und wenn die Transportvorrichtung leer ist, werden das
Clinch-Werkzeug und der Hubtisch in die obere Position angehoben, wo der Barcode an der
Werkzeugoberfläche von der LP-Kamera gescannt werden kann. Die in dem Barcode enthaltenen
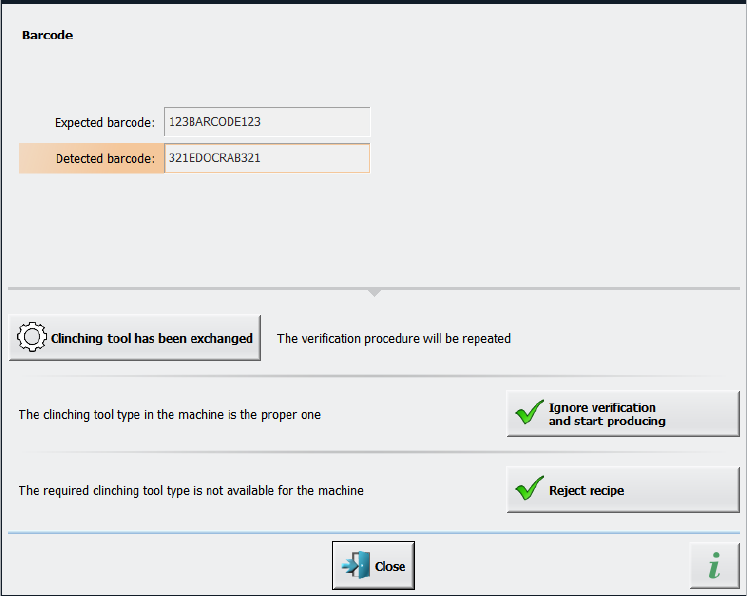
Informationen werden dann mit den Spezifikationen im Los verglichen. Wenn der Barcode nicht
gelesen werden kann und wenn der Typ von Clinch-Werkzeug unbekannt ist oder wenn die
Informationen in dem Barcode nicht mit den in der Stationssoftwarekonfiguration gespeicherten
Daten übereinstimmen, wird eine entsprechende detaillierte Fehlermeldung angezeigt:
Tabelle 4-1: Fehlermeldung, die angezeigt wird, wenn Barcode-Informationen nicht mit dem Los übereinstimmen
Auf der Registerkarte Hardware-Marken der Ansicht Aktuelle Maschinenanforderungen für das
Teachen in der Stations-GUI können Sie die Barcodes für Clinch-Werkzeug anzeigen, für das ein
Teachen erforderlich ist.