N7201A652C03(1)TT2 .pdf - 第192页
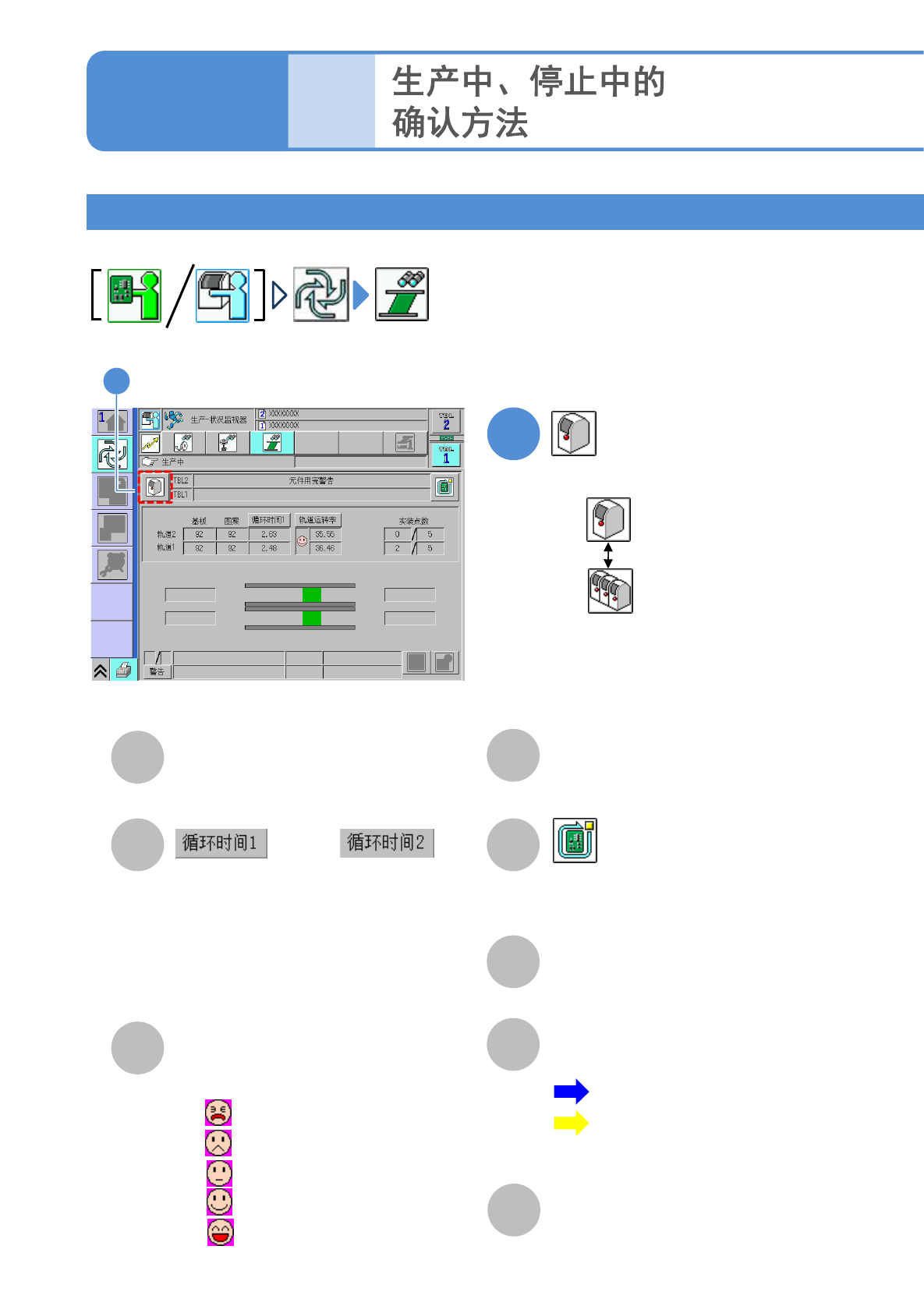
NPM-TT2 EJM1EC-MB-03O-00 生 产 信 息 1 生产中的画面 1 ●生产中,显示生产信息及运转状況 。 操作篇 3 - 2 - 1 3-2-1 -1 A E B C D F 生产数量 生产的基板数量和图案数量。 切换显示生产 1 片基板所需要的时间。 ( 每按 一次可切换显示内容 ) ●循环时间 1 从贴装前夹紧完成,到贴装完成解除 夹紧的时间。 ●循环时间 2 包括传送时间的贴装时间。 运转率 设备的运转率。 实…
NPM-TT2 EJM1EC-MB-03O-00
3-1-4
生产
操作篇
3-1-4
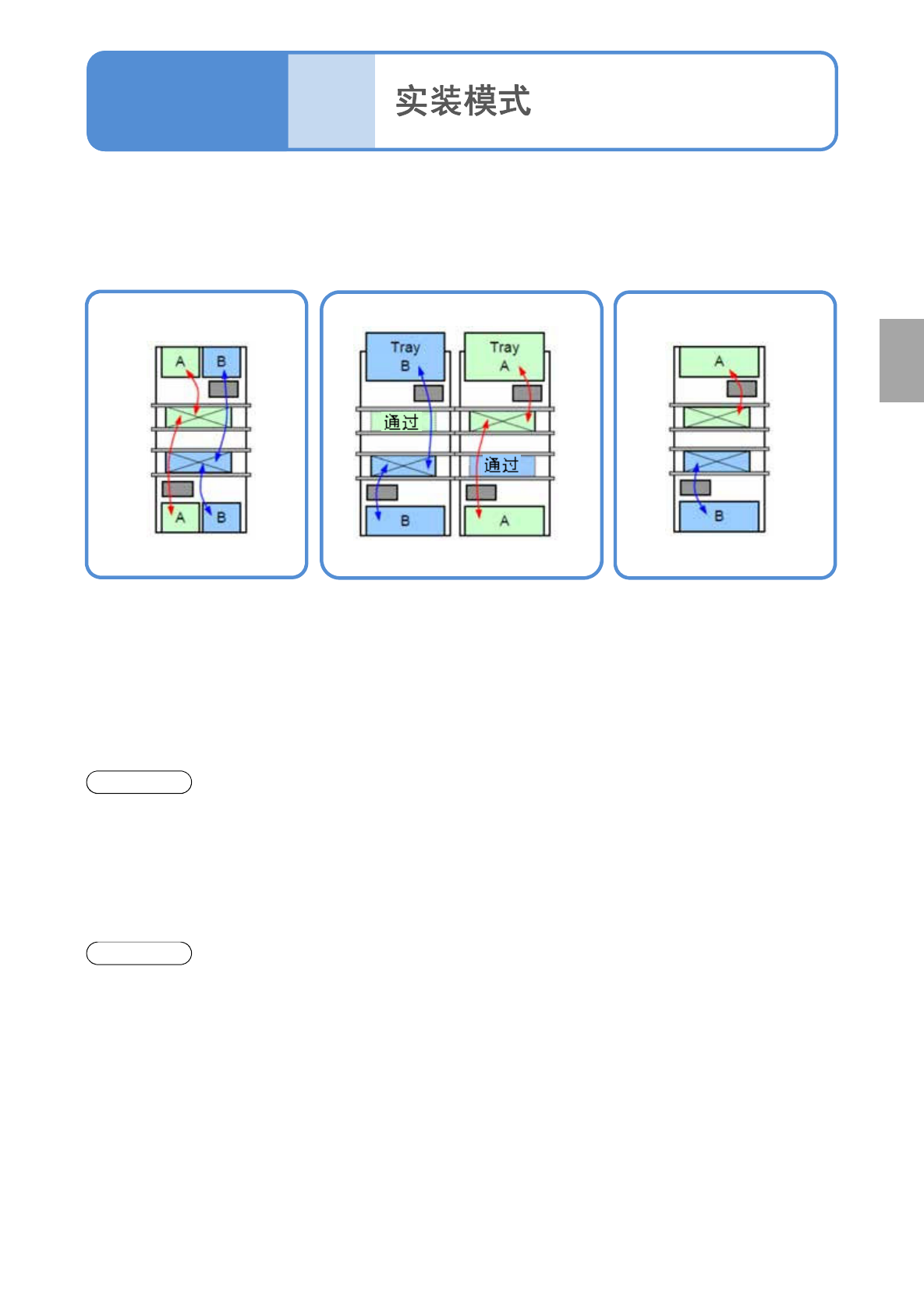
特征
■交互实装模式
●贴装头交互动作,进行生
产。
●各贴装头针对前后轨道的
基板进行生产。
●贴装头交互进行动作,完
成了对象轨道的生产后,再
生产其他轨道的基板。
■交互前(后)实装模式 ■独立实装模式
●使用前后的贴装头,只生产前
(后)轨道的基板,而通过后
(前)轨道的基板。
●各贴装头针对各轨道的
生产基板,进行独立的生产。
前贴装头: 前轨道的生产
后贴装头: 后轨道的生产
●将基板传送损失降至最小
限。
●能够开始、停止每个轨道的生产。 ●能够开始、停止每个轨道
的生产。
●因贴装头交互动作而不会
产生贴装头待机(等待对面
贴装动作)的情形、因此可
提高生产率。
机种切换
●停止设备后,进行各轨道
的机种切换。
●能够在基板通过过程中,对停止中
的轨道实施机种切换(生产数据切换
或更换台车、更换托盘料箱)。
●能够切换单侧在生产中处
于停止状态的轨道的机种生
产数据切换或更换台车、更
换托盘料箱) 。
*1)根据基板尺寸,有时会产生贴装头待机的情形。
*1)
在双轨规格的设备下,可选择以下模式后进行生产。
NPM-TT2 EJM1EC-MB-03O-00
生产信息
1
生产中的画面 1
●生产中,显示生产信息及运转状況。
操作篇
3-2-1
3-2-1
-1
A
EB
C
D
F
生产数量
生产的基板数量和图案数量。
切换显示生产1片基板所需要的时间。(每按
一次可切换显示内容)
●循环时间1
从贴装前夹紧完成,到贴装完成解除
夹紧的时间。
●循环时间2
包括传送时间的贴装时间。
运转率
设备的运转率。
实装点数
贴装完毕的元件点数/所有实装点数。
生产中的基板在生产后,再停止生产。
(→P.3-1-2)
元件用完 / 元件用完警告
元件用完的发生状况。
G
传送状态
显示基板的传送状态和现在位置。
H
警告
显示错误/警告。
: 0%以上~20%未満
: 20%以上~40%未満
: 40%以上~60%未満
: 60%以上~80%未満
: 80%以上~100%以下
●
●
●
●
●
或者
:蓝色…动作状态
:黄色…待机状态
等待传入
等待传出
(能够在动作参数下实施变更)
■ 贴装头(交替贴装模式)
1
选择设备单位或者生产线单位。
: 设备单位
: 生产线单位
1
NPM-TT2 EJM1EC-MB-03O-00
3-2-1
-2
G
D EFA B C
H
L
I EFA B C
H
J
I
J
K
L
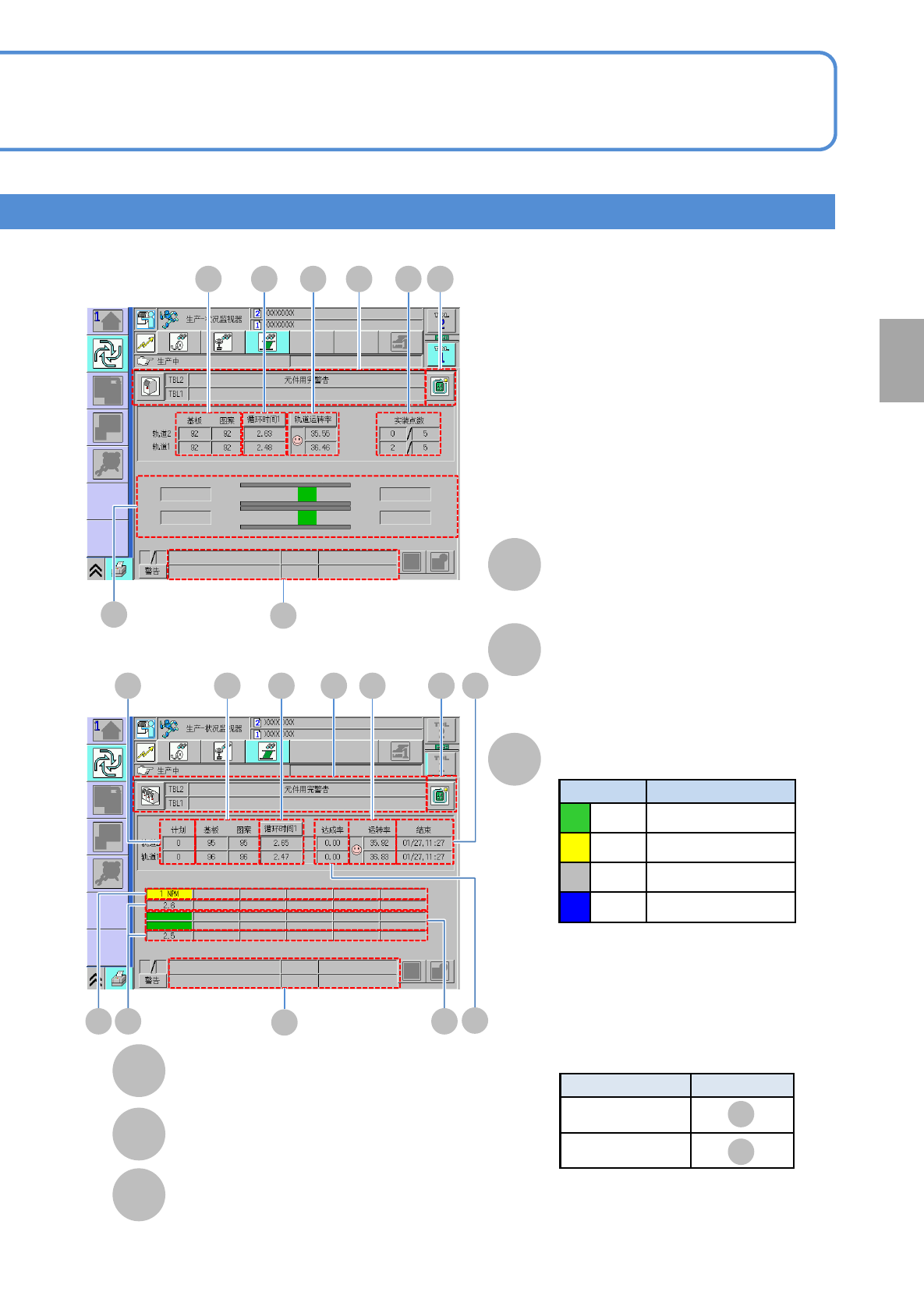
■瓶颈设备的位置显示
通过LNB的设定
*
,在下述显示部位,以
黄色显示瓶颈设备的位置。
LNB的设定
*
显示部位
设备单位
轨道单位
M N
M
N
L
M
■生产线单位
■设备单位
所连接的机器编号(名称)
循环时间
生产状态
显示颜色 生产状态
绿色 生产中
黄色 停止中
灰色 元件供给待机中
蓝色 工序待机中
计划基板数
结束预测时间
达成率
生产实绩枚数/生产线计划枚数。
K
*关于LNB的设定,请参照“LNB”的使
用说明书。
上段: 轨道2
下段: 轨道1
上段: 轨道2
下段: 轨道1