N7201A652C03(1)TT2 .pdf - 第376页
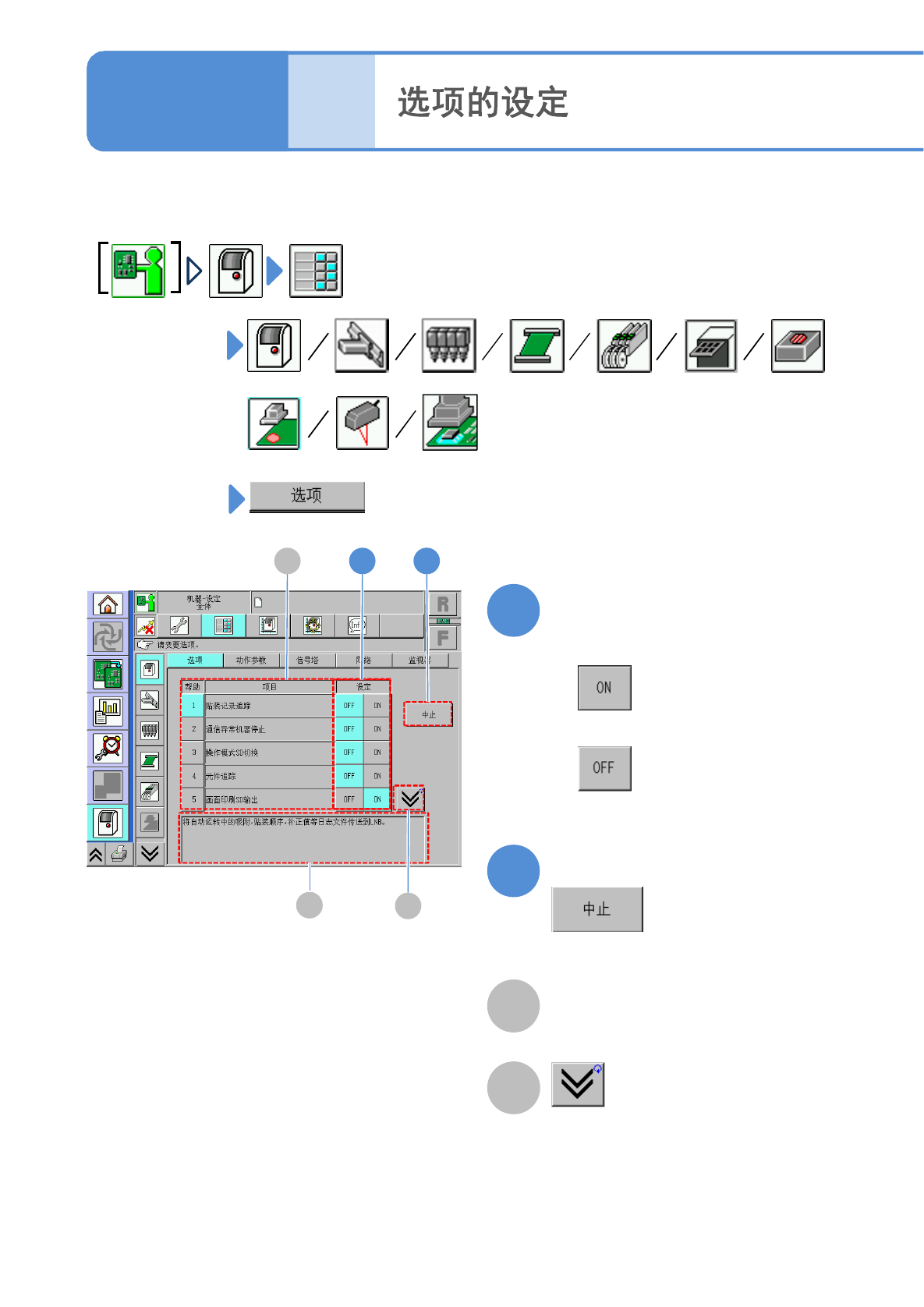
NPM-T T 2 EJM1EC-MB - 05O-01 单 元 设 定 1 5-1 -1 -1 操作篇 5 - 1 - 1 1 2 1 2 暂停选项设定时 B A 选择各项目的设定 ■设定为 有效时 显示前后 画面。 ■设定为 无效时 B A A 选项的项目的设定状态 ( 显示选择项目的说明 ) 设定系统 动作的 全体条 件。 对各项目请设定 ON 或 OFF 。

5
NPM-TT2 EJM1EC-MB-05O-01
单元设定
1
5-1-1
-1
操作篇
5-1-1
1
2
1 2
暂停选项设定时
B
A
选择各项目的设定
■设定为有效时
显示前后画面。
■设定为无效时
B
A
A
选项的项目的设定状态
(显示选择项目的说明)
设定系统动作的全体条件。
对各项目请设定ON或OFF。
NPM-TT2 EJM1EC-MB-05O-01
5-1-1
-2
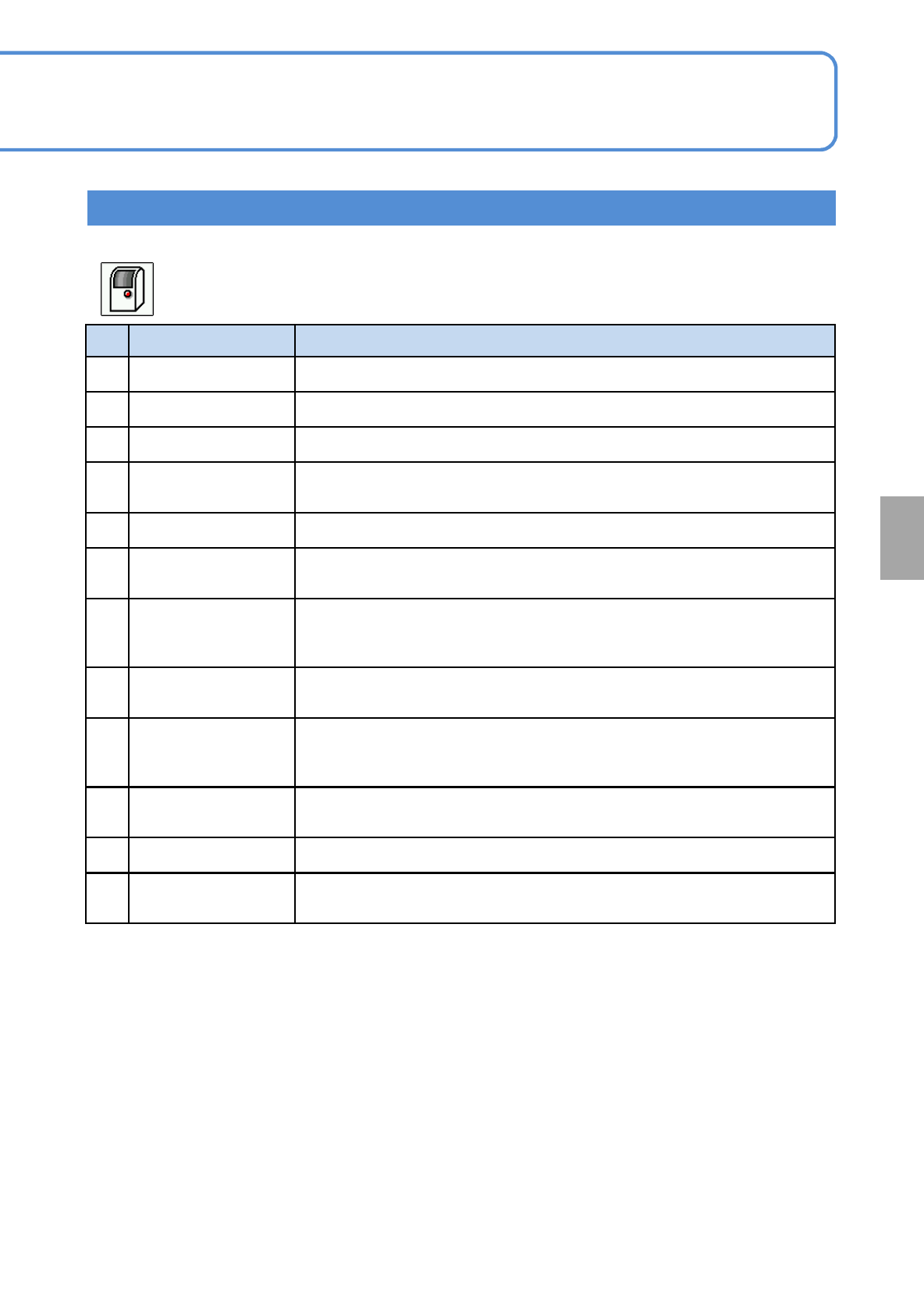
设定的内容 1
No. 项目名称 功能为[ON] 时
1
贴装记录追踪
把自动运转中的吸附、贴装顺序、补正值等的记录文件转送到LNB。
2
通信异常机器停止
与LNB的通信被切断时,设备停止。
3 操作模式SD切换 切换为工程师模式时,显示提示。若插入磁盘,可以切换为工程师模式。
4
元件追踪
若运转开始,每1片基板的生产结束时,记录在编带料架的元件信息和各贴装
点的贴装元件信息,会发送到LNB。
5
画面印刷SD输出
按画面印刷开关,向 SD卡输出画面数据。
6
部品用完画面自动迁
移
若发生元件用完,自动迁移到对象元件的余数监视画面。
7
部品用完画面自动迁
移
(有料)
若发生元件用完,自动迁移到对象元件的余数监视画面。
8
自动机种切换
(选购件)
自动进行机种切换(生产数据的读取、吸嘴的更换、支撑销的更换、传送轨道
宽度的调整等)。
9
自动机种切换基板条
形码识别
(选购件)
通过工作头照相机识别基板条形码,进行自动机种切换。
10
自动机种切换时再投
入
使用自动机种切换功能,并且手动调整不良基板后再投入时,生产数据切换
时可以下载生产数据。
11 装着前NG元件排出 贴装前判定为吸附错误、识别错误、引脚浮起的元件排出后,进行贴装动作。
12
检查机反馈
(选购件)
贴装后,显示来自检查机的反馈信息(警告、错误信息)。
●初始设定:OFF
■全体