OM-1668-001w_FX-G200.pdf - 第46页
24 OM-1668 [5] 外形识别 设定 “ 外形识别 ” 。 在 “ 动作模式 ” 中选择 “ 外形识别 ” 时设定。 照明方式 选择外形识别中使用的照明方式。 点灯方式指定 从自动 / 手动中选择外形识别使用的照明点灯状态。 [6] 涂敷确认 不使用、使用 (100%)、使用 (80%)、使用 (60%) 选择是否使用涂敷确认。 [7] 涂敷水准 [mm] 设定旋转盘设置面上的微调整用涂敷水准。 下图表示线路板上面的涂敷…
23
OM-1668
助熔剂 ( 助焊剂 ) 涂敷数据
[4] 动作模式
设定
“
动作模式
”
。
外形识别 : 球体 + 外形→涂敷→外形
凸块识别 : 球体→涂敷→球体
•
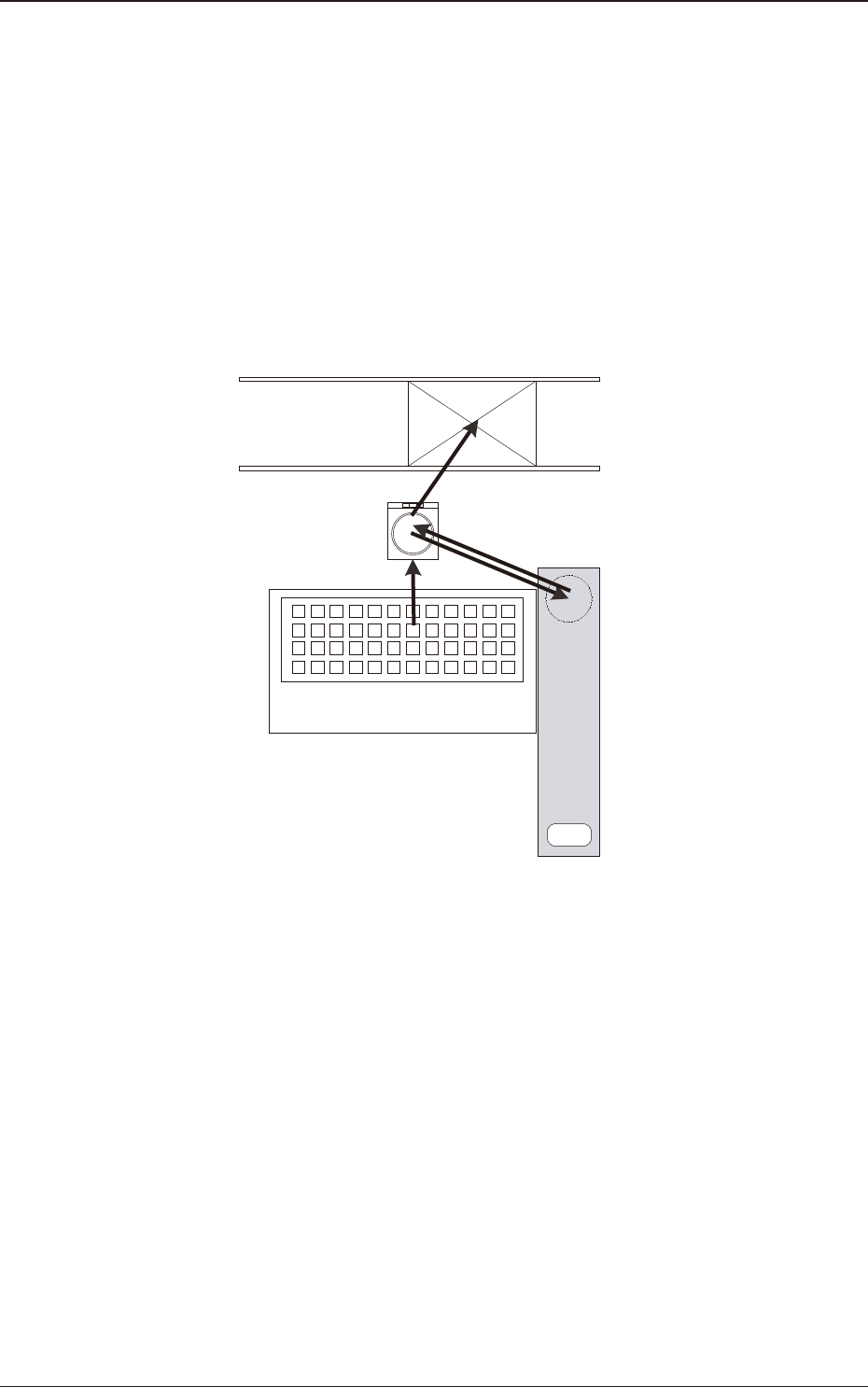
外形识别模式
涂敷助焊剂后不能识别凸块时,使用该模式。
在涂敷助焊剂前进行凸块识别和外形识别,涂敷后再次进行外形识别。
根据涂敷前后外形识别的位置关系,算出凸块位置进行贴装动作。
多层盘式送料器
3. 助焊剂涂敷
4. 元件识别(外形)
5. 贴装
2. 元件识别
(凸块、外形)
助焊剂涂敷装置
1. 元件吸取
F20
•
凸块识别模式
即使在涂敷助焊剂后也可以识别凸块时,使用该模式。
用
“
2. 元件识别 ( 凸块、外形 )
”
、
“
4. 元件识别 ( 外形 )
”
进行各个凸
块识别。
5.1 元件数据库
1010-001
24
OM-1668
[5] 外形识别
设定
“
外形识别
”
。
在
“
动作模式
”
中选择
“
外形识别
”
时设定。
照明方式
选择外形识别中使用的照明方式。
点灯方式指定
从自动 / 手动中选择外形识别使用的照明点灯状态。
[6] 涂敷确认
不使用、使用 (100%)、使用 (80%)、使用 (60%)
选择是否使用涂敷确认。
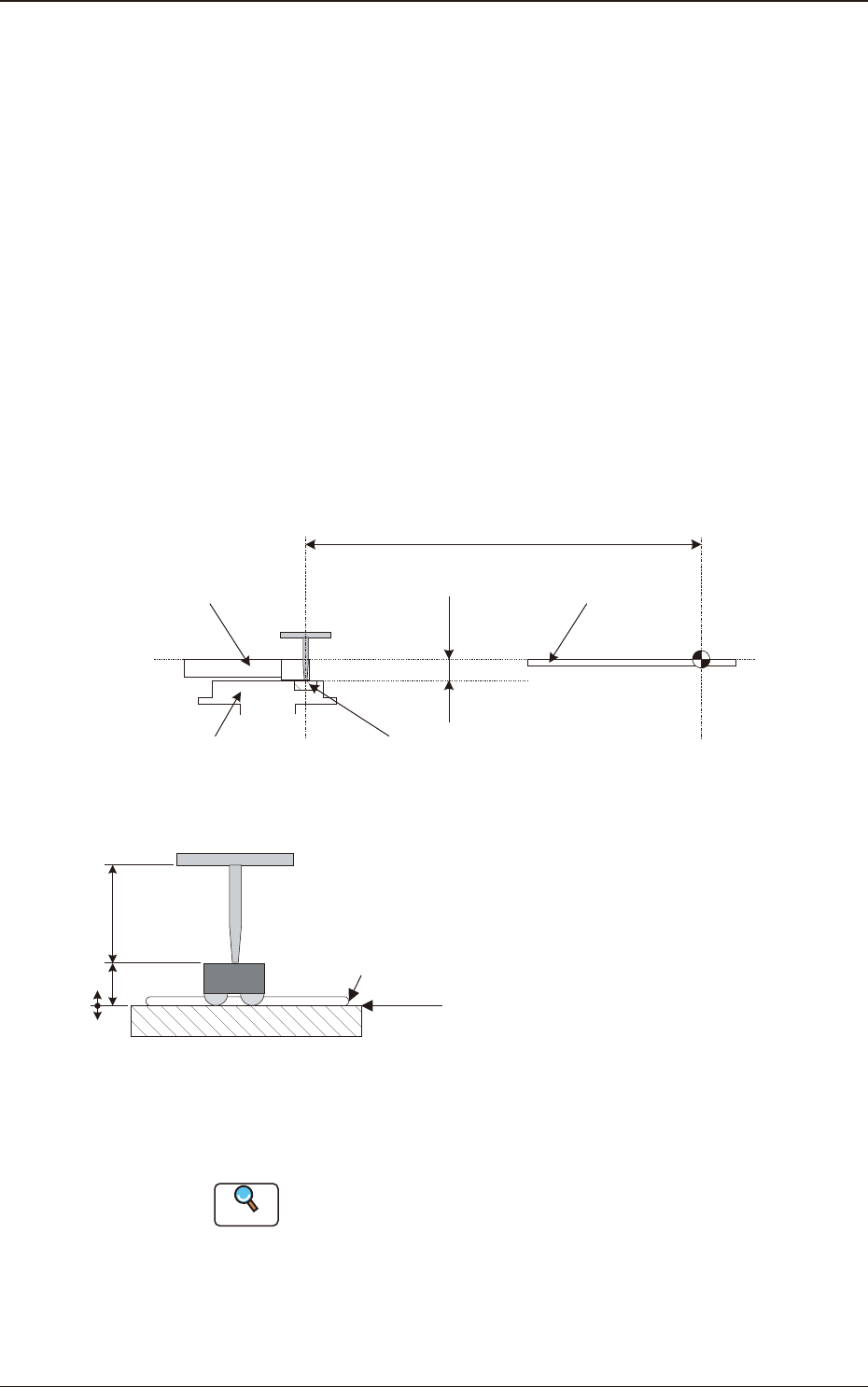
[7] 涂敷水准 [mm]
设定旋转盘设置面上的微调整用涂敷水准。
下图表示线路板上面的涂敷水准位置。
线路板定位上面
涂敷基准面
11.5
刮板
旋转盘
523.0
涂敷位置
助焊剂涂敷单元
模块中央基准
涂敷基准面
助焊剂
涂敷水准
元件厚度(t)
吸嘴长度
元件浸涂时
-
+
F21
•
数据的设定范围
−
0.999~
+
0.999
Reference
关于其他供给数据的设定,请参照主机使用说明书
“
第二卷第三章
元件数据库
”
及
“
第六卷元件数据库
”
。
5.1 元件数据库
1010-001
25
OM-1668
[8] 助熔剂 ( 助焊剂 ) 膜厚度 [mm]
进行助焊剂膜厚度的设定。
从与助焊剂涂敷单元的助焊剂膜厚度一致的单元开始进行涂敷。
•
数据的设定范围
0.00 ~ + 0.999
Note
“
0mm
”
时无指定。
[9] 助熔剂类别
从不指定、类别 1 ~类别 9 中选择。
从与助焊剂涂敷单元的类别一致的助焊剂涂敷单元开始进行涂敷。
Note
设定为
“
不指定
”
时,从搭载单元中最小通道编号的单元开始进行涂
敷。
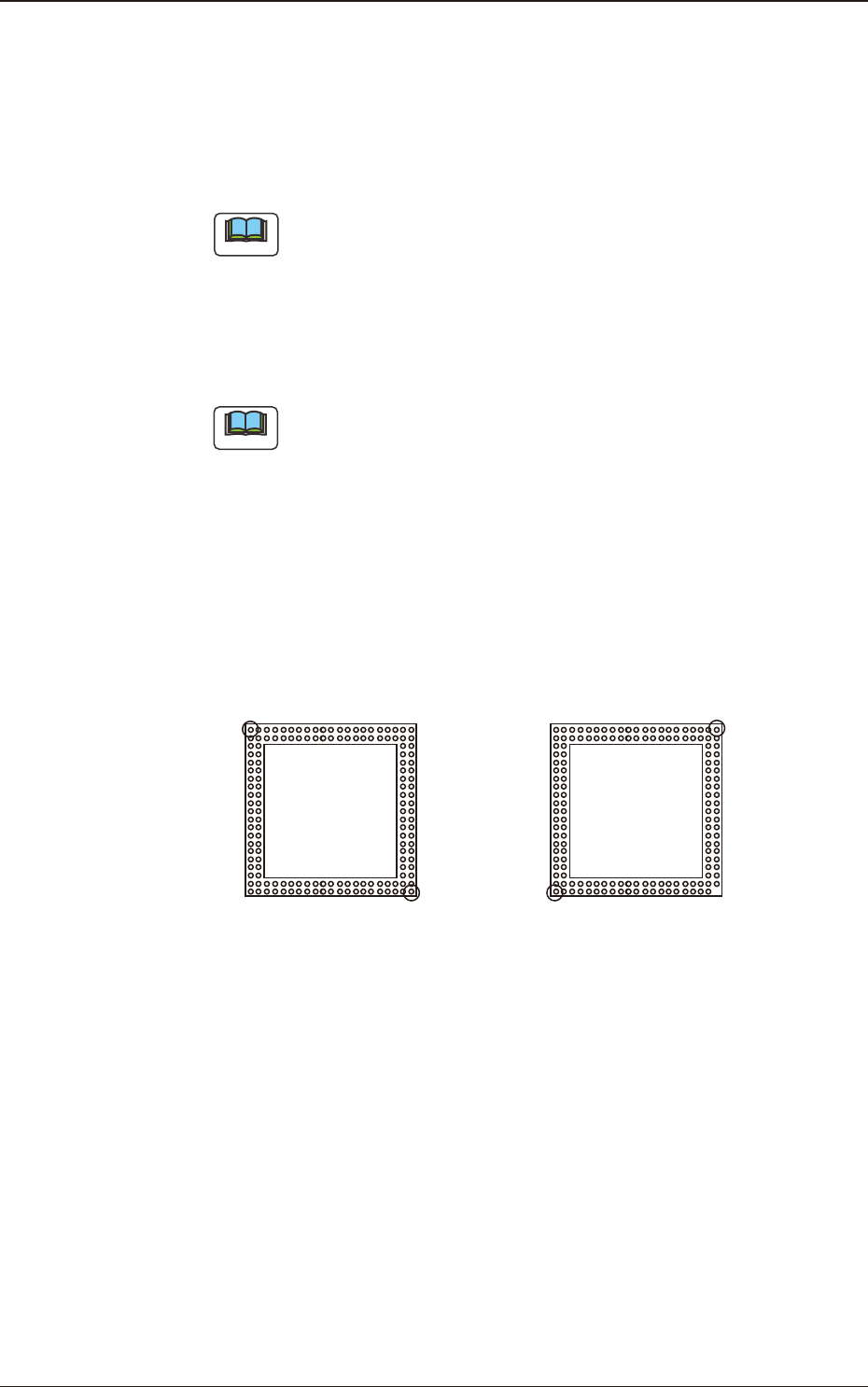
[10] 个别识别标记
进行个别识别标记的设定。
“
自动
”
时
顶部元件的球体配置和底部元件上面的焊盘配置相同,因此设定方法
为
“
自动
”
时,从顶端元件数据库的球体配置当中选择最适当的球体作
为个别识别标记坐标。
TopView
俯视图 俯视图
通 常
作为各个识别标记坐标,选择左上、
右下的球体位置。
无右下球体时等
自动选择右上、左下球体
位置等最适合位置。
自动时 F22
5.1 元件数据库
1010-001