劲拓回流焊手册手册_6C980.pdf - 第37页
劲拓电子设备有限公司 第 36 页 共 66 页 NS 系列无铅回流焊机用户手册 (A1.0) 8. 故障分析与排除 现从以下四方面进行说明: 1. 电源供给 2. 计算机通信 3. 加热区温度控制 4. 传送电机控制 5. 自动润滑控制 1. 电源供给:设备电源供给是 50HZ ,三相 380V ± 10 %。设备引出线与装在电源供给箱中的空气开关连接 后,提供给热源、电机、信息系统等各部分电压,若系统电源意外中断,主要检查以下几方面…
劲拓电子设备有限公司 第 35 页 共 66 页 NS 系列无铅回流焊机用户手册(A1.0)
7-2-6 关机步骤:
为避免风道及传输部件过热变形,本机设置为退出操作系统时,将会自动进入冷却操作模式,关闭加热,
热风马达继续工作, 系统冷却十分钟后,热风马达将关闭,控制系统自动关闭退到操作系统桌面。关闭操作系
统,将电源开关置于 OFF 状态。
用户可间隔 1 个月或若干月将软件安装目录中的”logdir”和”surdir”,”stadir”三个文件夹中以前日志文件
或各温区监控曲线的文件删除。
7-3 操作注意事项
1.
NS
系列全热风回流焊机有两个抽风口,直径均为
150mm
,通常情况排气量应为
10m
3
/
min X 2
以上。
在实际生产中,必须将两个抽风口与工厂的主通风道连接,否则,将有可能由于风速不稳定而造成焊接
温度不稳定。为了便于定期维护,排气通道必须与通风道进行镶嵌式活动连接。
2. UPS
应处于常开状态。当遇到断电时,机器会自动接通内置的
UPS
,运输系统的传送电机会继续运转,
将工件从炉腔内运出,免受损失。
3.
若遇紧急情况,可以按下机器两端的“紧急制”。
4.
控制用计算机禁止作其它用途。
5.
测温插座、插头均不能长时间处于高温状态,所以每次测完温度后,务必迅速将测温线从炉中抽出以避
免高温变形。
6.
在安装程序完毕后,对所有的支持文件不要随意删改,以防止程序运行出现不必要的故障。
7.
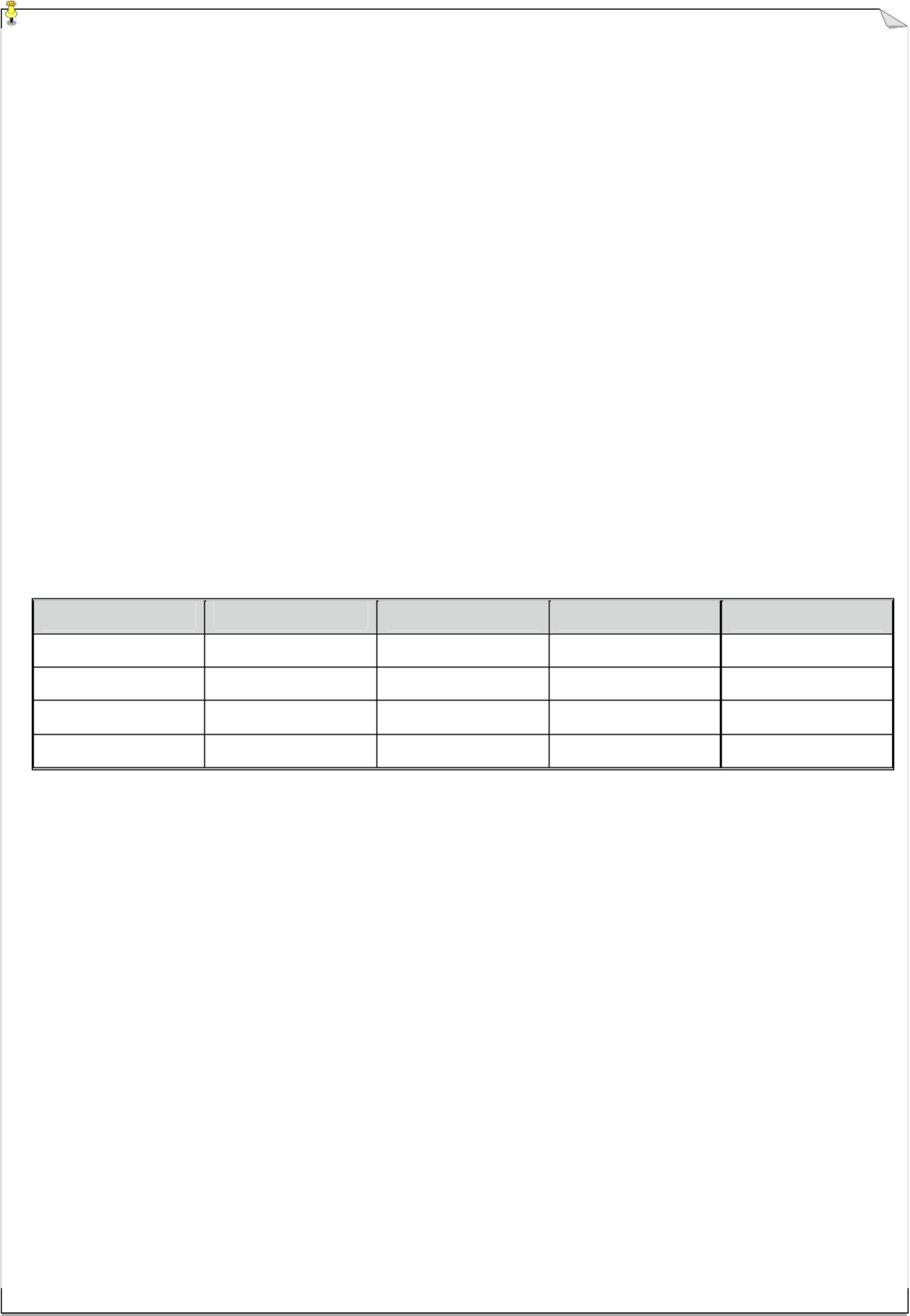
各加热区温度设定参考:
NS
-800
NS
-800-N
NS
-1000
NS
-1000-N
设定温度
180~200
℃
150~180
℃
200~250
℃
250~300
℃
Zone 1
Zone 2,3,4,5,6
Zone 7
Zone 8
Zone 1 Zone 1 Zone 1
Zone 2,3,4,5,6,7,8
Zone 9
Zone 10
Zone 2,3,4,5,6 Zone 2,3,4,5,6,7,8
Zone 7
Zone 8
Zone 9
Zone 10
注: 一般情况下设定预热区间的温差不大于
50
℃,预热区与焊接区间的温差不超过
80
℃。
否则有可能导致温度设定较低的加热区的实际温度超过设定值。

劲拓电子设备有限公司 第 36 页 共 66 页 NS 系列无铅回流焊机用户手册(A1.0)
8. 故障分析与排除
现从以下四方面进行说明:
1.
电源供给
2.
计算机通信
3.
加热区温度控制
4.
传送电机控制
5.
自动润滑控制
1.
电源供给:设备电源供给是
50HZ
,三相
380V
±
10
%。设备引出线与装在电源供给箱中的空气开关连接
后,提供给热源、电机、信息系统等各部分电压,若系统电源意外中断,主要检查以下几方面:
(
1
)检查电源线连接是否有误,与接线端子是否良好接触;
(
2
)检查所有断路器是否接通;
(
3
)检查所有的热继电器是否因过流而切断。
2.
计算机通信:计算机主机电源线与
UPS
相连,如在
DOS
提示下出现故障,检查计算机外设设备和相应电
缆。
(
1
)键盘是否与主机相连,接触是否良好;
(
2
)监视器电源线
.
显示电缆插头是否与主机相连。
3.
加热区温度控制:该机所有的加热器均工作在
380V
、三相
50
~
60HZ
的标准电压下,固态继电器通过一个
24V
信号来开启
.
关闭加热器的电源,该机借助预先设置在软件中的
PID
参数进行控制。在运行过程中,如果一个加
热区产生报警或温度上不去,检查以下几方面:
(
1
)检查与此加热区相对应的固态继电器是否有
24V
信号,固态继电器是否有输出;
(
2
)检查与控制器有关的连接器的联机是否牢固;
(
3
)检查热电偶与接线端子的联机是否接触良好,否则引起开路;
(
4
)检查热电偶是否有损坏;
(
5
)断开线路,检查加热组件的静态电阻,看是否有损坏。
4.
传送电机控制:传送带的速度是通过计算机软件程序、
PLC
控制器、
A/D
模块、编码器等组成的闭环电路
来控制。通过速度参数设定值的改变,即可增大、 减小其传送速度。若运行选定的温度曲线后,传送网带没有运
转,请检查以下几个方面:
(
1
)紧急制是否处于按下状态;
(
2
)检查编码器是否工作正常;
(
3
)检查运输电机是否损坏。
5.
自动润滑控制
:
根据用户自行设置的加油周期及加油时间
,
操作系统控制电磁阀的开闭实现该功能
.
如传输链
润滑不良
,
请检查以下几个方面
:
(
1
)设置加油周期及加油时间不当;
(
2
)检查油杯出口是否堵塞
(
3
)电磁阀是否损坏
劲拓电子设备有限公司 第 37 页 共 66 页 NS 系列无铅回流焊机用户手册(A1.0)
9. 用户注意事项
1.
NS
系列热风回流焊机应工作在洁净的环境中,以保证焊接质量;
2.
请不要在露天、高温多湿的条件下使用、存储机器;
3.
请不要将机器安装在电、磁干扰源附近;
4.
在使用前,请清理干净炉腔,不要将工件以外的东西放入机内;
5.
检修机器时,请关机切断电源,以防触电或造成短路;
6.
控制用计算机只供本机专用,严禁他用。严禁随意删改计算机所配置的数据文件、系统文件、批处 理文
件,以避免计算机系统控制混乱;
7.
机器工作时
UPS
应处于常开状态。
8.
经常检查
UPS
是否正常工作;
9.
温度设置不要低于室温,以避免机器信号灯塔红灯常亮;
10.
机器经过移动后,须对各部进行检查,特别是运输网带的位置,不能使其卡住或脱落;
11.
机器应保持平稳,不得有倾斜或不稳定的现象。通过调整机器下部六个脚杯,保证运输网链处于水平状
态,防止
PCB
板在运输过程中发生位移;
12.
操作时,请注意高温,避免烫伤;
13.
保证运输网链没有从下部的滚筒上脱落;
14.
检查
PCB
运输链条传动是否正常,保证其无挤压、受卡现象,保证链条与各链轮啮合良好,无脱落现
象;
15.
保证机器前部的调宽链条与各链轮啮合良好,无脱落现象;
16.
本机采用自动运输链润滑方式,必须采用高温润滑油,需定期检查油杯中的油量并及时补充;机器 运行
时多余的润滑油会滴入接油槽,请定期检查并及时清理;
17.
本机采用双电动丝杆开启炉体,需每月检查各转轴处的开口销固定情况,检查上下限位开关的有效性 并
保证各活动部件足够的润滑。
部分参数设置
限流保护器设定值为:运输限流为
0.64A
,调宽限流为
0.64A
,升降致动器限流为
4A
。