00193535-02.pdf - 第205页
Instrucciones de servicio SIPLACE S-27 HM 7 Ampliaciones de la est ación Versión de software SR.503.xx Edición 07/2003 ES 7.12 SIPLACE Prod uctivity-Lift 205 7.12 SIPLACE Prod uctivity-Lif t 7.12 .1 Concept o de la c olo…
7 Ampliaciones de la estación Instrucciones de servicio SIPLACE S-27 HM
7.11 Sensor de componentes Versión de software SR.503.xxEdición 07/2003 ES
204
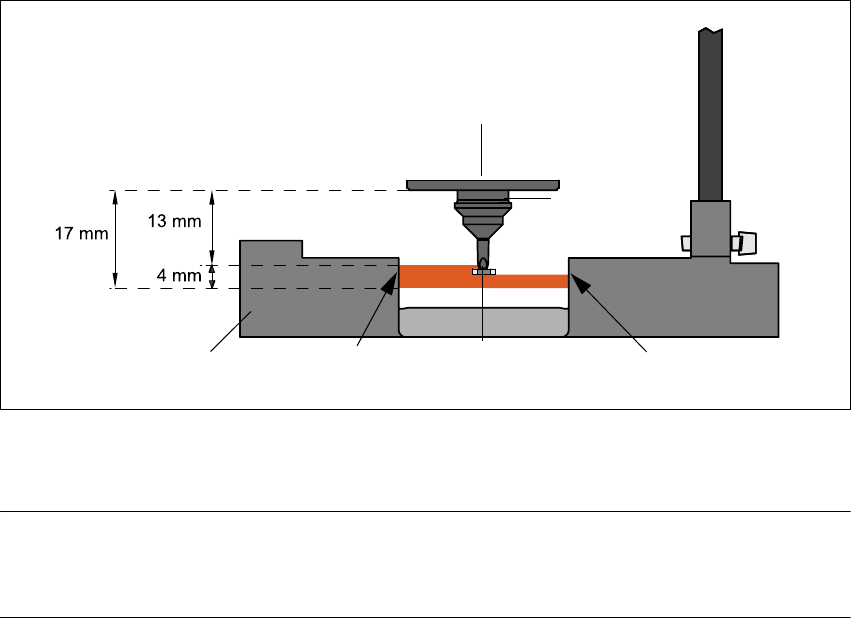
7.11.2 Condiciones de medición
Para obtener una medición válida deben cumplirse las siguientes condiciones:
– La punta vacía de la pipeta debe ser tocada por el rayo de luz durante el proceso de cali-
brado.
– La punta de la pipeta se debe encontrar con el componente dentro del rayo de luz.
– Longitud mínima de la pipeta 13 mm.
– Longitud de la pipeta + altura del componente + tolerancia < 17 mm
Teniendo en cuenta estas condiciones de medición se puede determinar si un componente está
presente o no, o la altura del componente.
La diferencia de altura mínima tiene un valor de 100 µm.
7
Fig. 7.11 - 3 Sensor de componentes, principio de funcionamiento
7
7
INDICACION 7
Para la colocación de componentes 0201 con la pipeta 906 es necesario incondicionalmente el
sensor de componentes, ya que no se puede realizar ninguna medición de vacío. 7
La utilización del sensor de componentes puede mejorar la velocidad – dpm también en la colo-
cación de otros componentes pequeños como 0402 o 0603.
Observe que en la selección del sensor de componentes en la lista de formas de caja el compo-
nente solamente se puede colocar en máquinas equipadas con un sensor de componentes.
Disco incremental
Componente
Pipeta
LED - IR FototransistorSensor de componentes en corte
Instrucciones de servicio SIPLACE S-27 HM 7 Ampliaciones de la estación
Versión de software SR.503.xx Edición 07/2003 ES 7.12 SIPLACE Productivity-Lift
205
7.12 SIPLACE Productivity-Lift
7.12.1 Concepto de la colocación en paralelo
Por regla general las líneas de colocación están dispuestas una tras otra y encadenadas en
serie. El programa de colocación se procesa de forma secuencial mientras las tarjetas de circui-
tos impresos son transportadas de una máquina a la siguiente. Esto significa que la dotación de
una tarjeta de circuitos impresos se distribuye en diferentes máquinas automáticas.
7
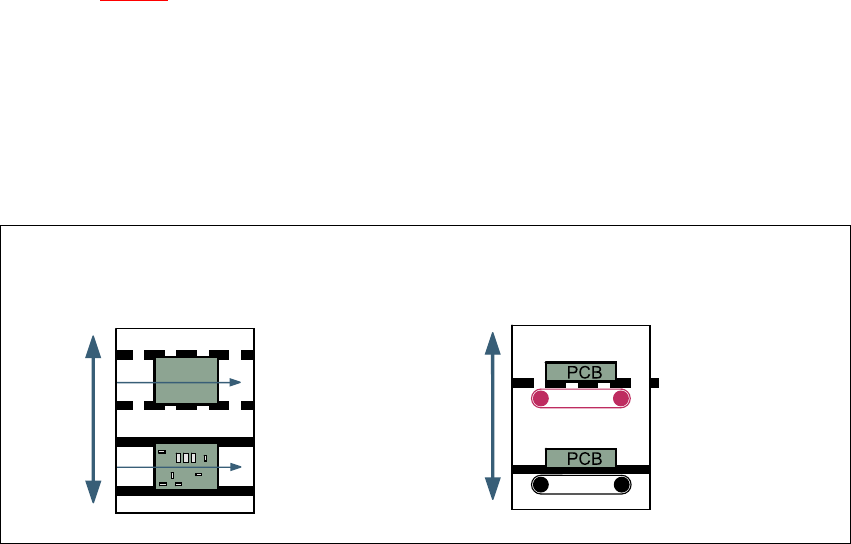
Fig. 7.12 - 1 Comparación de líneas en serie y en paralelo
En el encadenamiento paralelo el contenido de colocación de máquinas individuales se reúne.
Varias máquinas automáticas trabajan el mismo programa de colocación. Estas colocan todos
los componentes en una máquina que en el procesamiento en serie están distribuidos en varias
máquinas automáticas. Si la capacidad de una estación de colocación está utilizada plenamente
las tarjetas de circuitos impresos son transportadas a la siguiente máquina con el mismo pro-
grama de colocación, y allí dotadas. Esta combinación de máquinas con el mismo contenido de
colocación se denomina grupo o cluster.
Línea en serie
Línea en paralelo
Transporte bajo el piso
de la máquina
Grupo (Cluster)
Elevador
horizontal/vertical
7 Ampliaciones de la estación Instrucciones de servicio SIPLACE S-27 HM
7.12 SIPLACE Productivity-Lift Versión de software SR.503.xxEdición 07/2003 ES
206
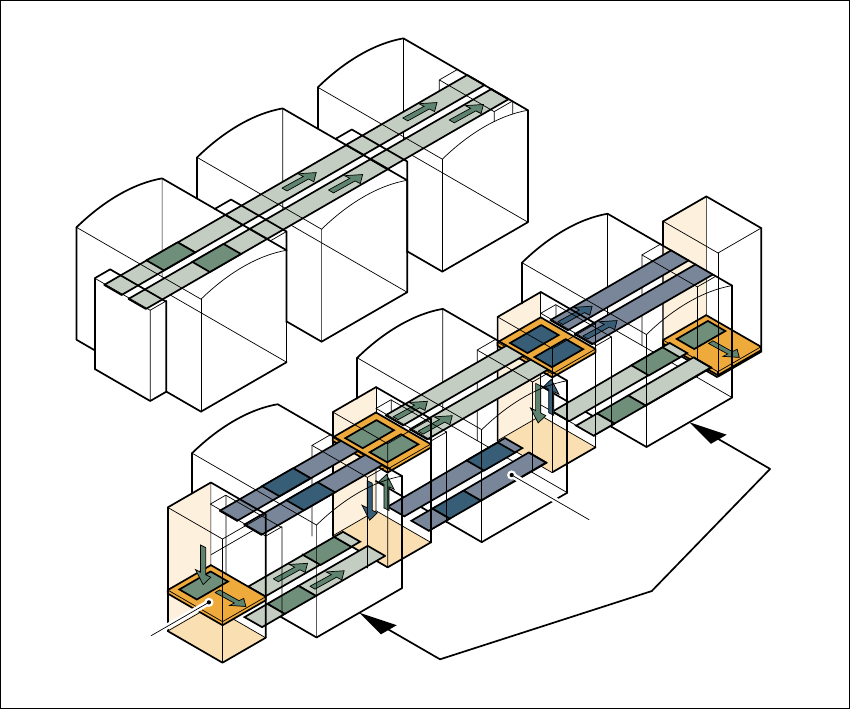
7.12.2 Realización de la colocación paralela
Como las líneas con máquinas automáticas dispuestas de forma paralela exigen más superficie
de instalación, se realizó el concepto de colocación paralela con transporte por debajo del piso
de la máquina y elevador horizontal / vertical (Shuttle - HV). Para ello las máquinas automáticas
siguen ordenadas en serie, pero a través de unidades de elevador y transporte por debajo del
piso de la máquina es posible el servicio paralelo de la línea. De esta forma se mantienen prácti-
camente las dimensiones compactas de las líneas SIPLACE.
Transporte bajo el piso de la máquina
Dos cintas transportan tarjetas de circuitos impresos vacías o dotadas por debajo de la máquina
(ver la Fig. 7.12 - 1
).
Elevador horizontal/vertical (Shuttle horizontal/vertical)
Un shuttle – HV está ordenado al inicio de la línea, entre las máquinas automáticas y al final de
la línea. Este transporta las tarjetas de circuitos impresos entre el nivel por debajo del piso de la
máquina y el nivel de proceso y entre las dos pistas del transporte por debajo del piso de la
máquina.
7
Fig. 7.12 - 2 Shuttle horizontal/vertical (Shuttle-HV), cambio de pista de transporte
y funcionamiento del elevador
Transporte horizontal
Transporte bajo el piso de la máquina
Funcionamiento del elevador
Transporte vertical
Sin dotar
Dotado
Estándar nivel de
transporte
Nivel de transporte
por debajo del piso
de la máquina
Transporte bajo el piso de la máquina
Cambio de pista de transporte