Feeder-FVCLFTFS使用手册.pdf - 第127页
4-29 4 6.4 无法正确传送料带时 (CL 型 ) 导轨锁定杆有防止送料器架上的料带导轨翘起的功能。因此,料带导轨与导轨锁定杆之间的间隙过大时,容易发 生料带导轨翘起,基带传送过量。料带无法正确传送时 ( 无法按指定的间距传送 ),必须按下述步骤手动调节料带 导轨与导轨锁定杆之间的间隙。 c 注意 装在导轨锁定杆组件中的自动调节机构会自动对间隙进行调节,因此通常无须进行手动调节。( 导轨锁定杆组件已于 2007 年 8 月 起…
4-28
4
6.3 盖带被卷入时 (FV 型 )
盖带在驱动滚轮组件部被卷入时,说明盖带可能是 PSA 类带 ( 粘贴型 )。PSA 类盖带也称为粘性带。用手触摸从基
带上剥下的盖带时,如有粘手的感觉则为 PSA 类盖带。如 PSA 类盖带被卷入驱动滚轮组件部,则必须更换为不易
粘贴粘性材料的特殊树脂制驱动滚轮组件。
本公司备有不易粘贴粘性材料的特殊树脂制驱动滚轮组件「改装套件」。
关于「改装套件」,请与本公司或代理商联系。
更换方法参阅保养手册。
■ 可使用改装套件的料带种类
12mm LP
有改装套件
16mm
有改装套件
24mm
有改装套件
32mm
构造上无需使用改装套件
44mm
有改装套件
56mm
构造上无需使用改装套件

4-29
4
6.4 无法正确传送料带时 (CL 型 )
导轨锁定杆有防止送料器架上的料带导轨翘起的功能。因此,料带导轨与导轨锁定杆之间的间隙过大时,容易发
生料带导轨翘起,基带传送过量。料带无法正确传送时 ( 无法按指定的间距传送 ),必须按下述步骤手动调节料带
导轨与导轨锁定杆之间的间隙。
c
注意
装在导轨锁定杆组件中的自动调节机构会自动对间隙进行调节,因此通常无须进行手动调节。( 导轨锁定杆组件已于 2007 年 8 月
起改为此类型。)
1
在调节用螺钉位置处暂时拧紧固定螺钉。
用六角扳手 (1.5mm) 拆下固定调整板的螺钉,暂时固定在调节用螺钉位置。
导轨锁定杆组件
调整板
调整板固定螺钉
自动调节机构
调节用螺钉位置
导轨锁定杆
65436-90-00
2
安装送料器。
将没能正确传送的带式元件装入送料器,并将送料器安装在送料器架上。此时,在调整板与送料器架之间
夹入调整用纸 ( 复印纸等 )。
间隙的调整
纸(厚度约0.1mm)
调整板
送料器架
65437-90-00
4-30
4
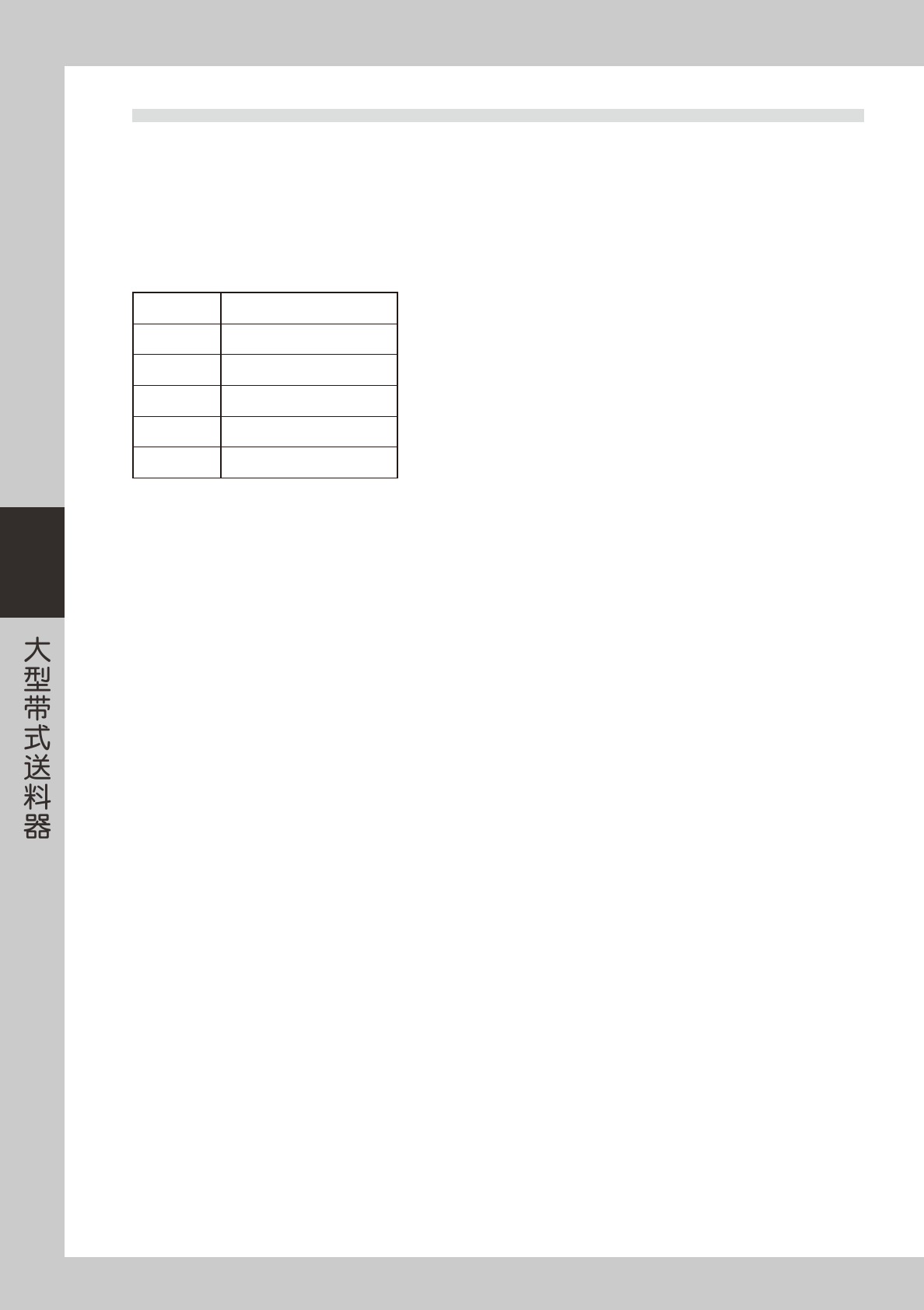
3
固定调整板。
将导轨锁定杆倒向下图箭头所示方向,直至碰到料带导轨。在此状态下,拧紧 Step1 中暂时固定的调整板
固定螺钉,固定调整板。
拧紧调整板固定螺钉
拧紧
料带导轨
使导轨锁定杆
抵住料带导轨
调整板
导轨锁定杆
65338-90-00
4
取出调整用纸。
取出夹于调整板与送料器架之间的纸。
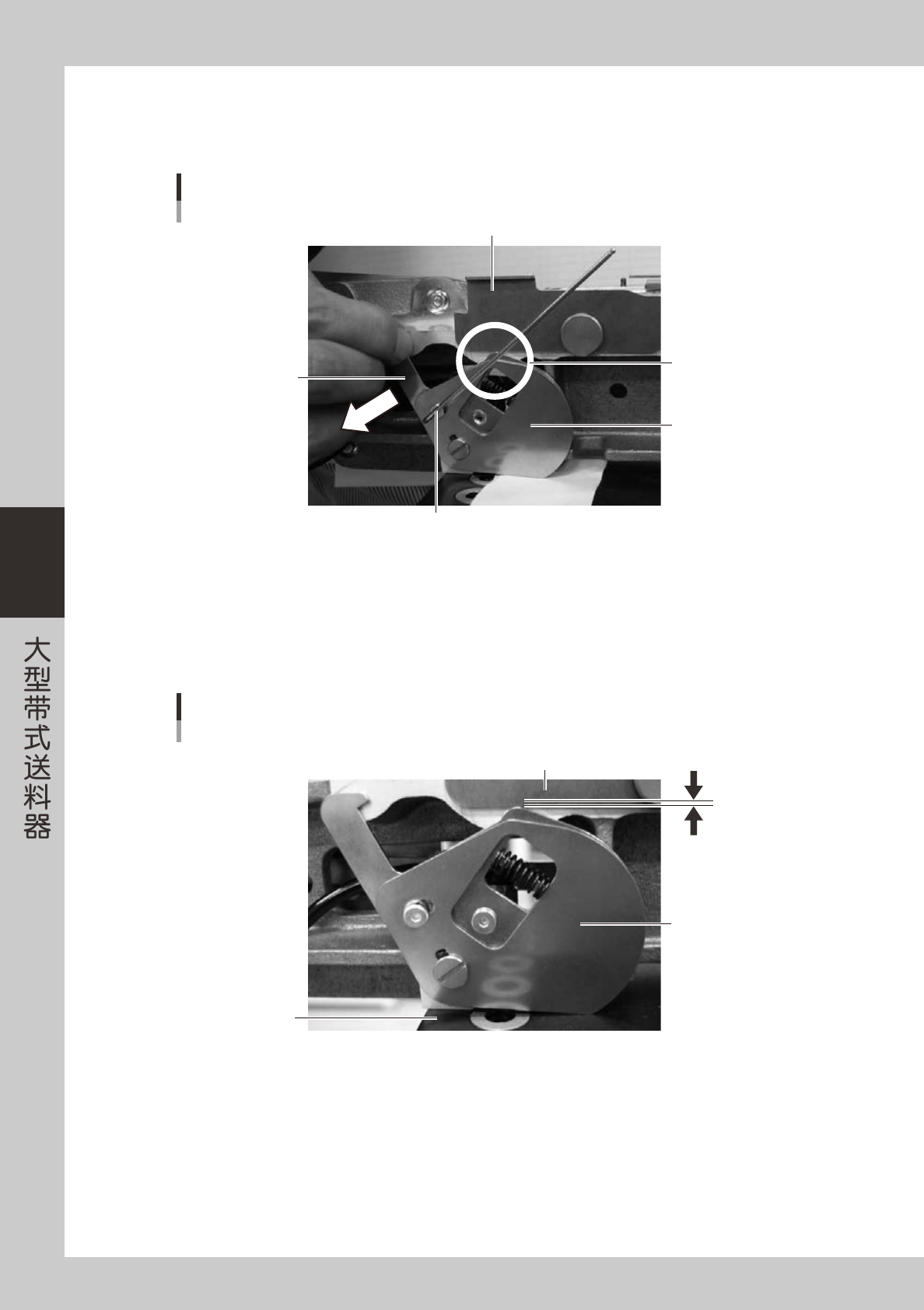
5
确认料带导轨的动作。
确认料带导轨前端稍有升高。
间隙的确认
约0.1mm的间隙
料带导轨
调整板
送料器架
65439-90-00