Feeder-FVCLFTFS使用手册.pdf - 第65页
2-25 2 CL (8mm 12mm 16mm) 2 确认气缸。 气缸老化,活塞无法到达行程末端时 : ‧ 在吸料位置确认治具上,当滑板开关处于打开状态时,能听到漏气声。 ‧ 在滑板开关为打开状态下按气缸轴时,气缸中的活塞无法到达行程末端。 [ 处理方法 ] ‧ 更换气缸。 气缸轴 气缸轴 65230-90-00 3 确认送料器机体底面。 与送料器架接触的带式送料器机体的底面如有异物附着、凹凸不平时 : ‧ 目视或用手…
2-24
2
CL (8mm 12mm
16mm)
4.2 带式送料器发生元件吸附不良时的确认步骤
在贴片机贴装作业中,如某个带式送料器经常发生吸料错误,则必须按照下列步骤进行确认。有关零部件的更换
及拆卸清洁等内容,参阅带式送料器的保养手册。
c
注意
点检各项内容之前,先确认气压值是否为规定的值。( 贴片机 :0.55MPa)
■ 需准备的工具
零部件编号 零部件名称
KJ3-M34E0-00X JIG FEEDER PICK POS.
KJ3-MJA00-00X TOOL CASE ASSY
1
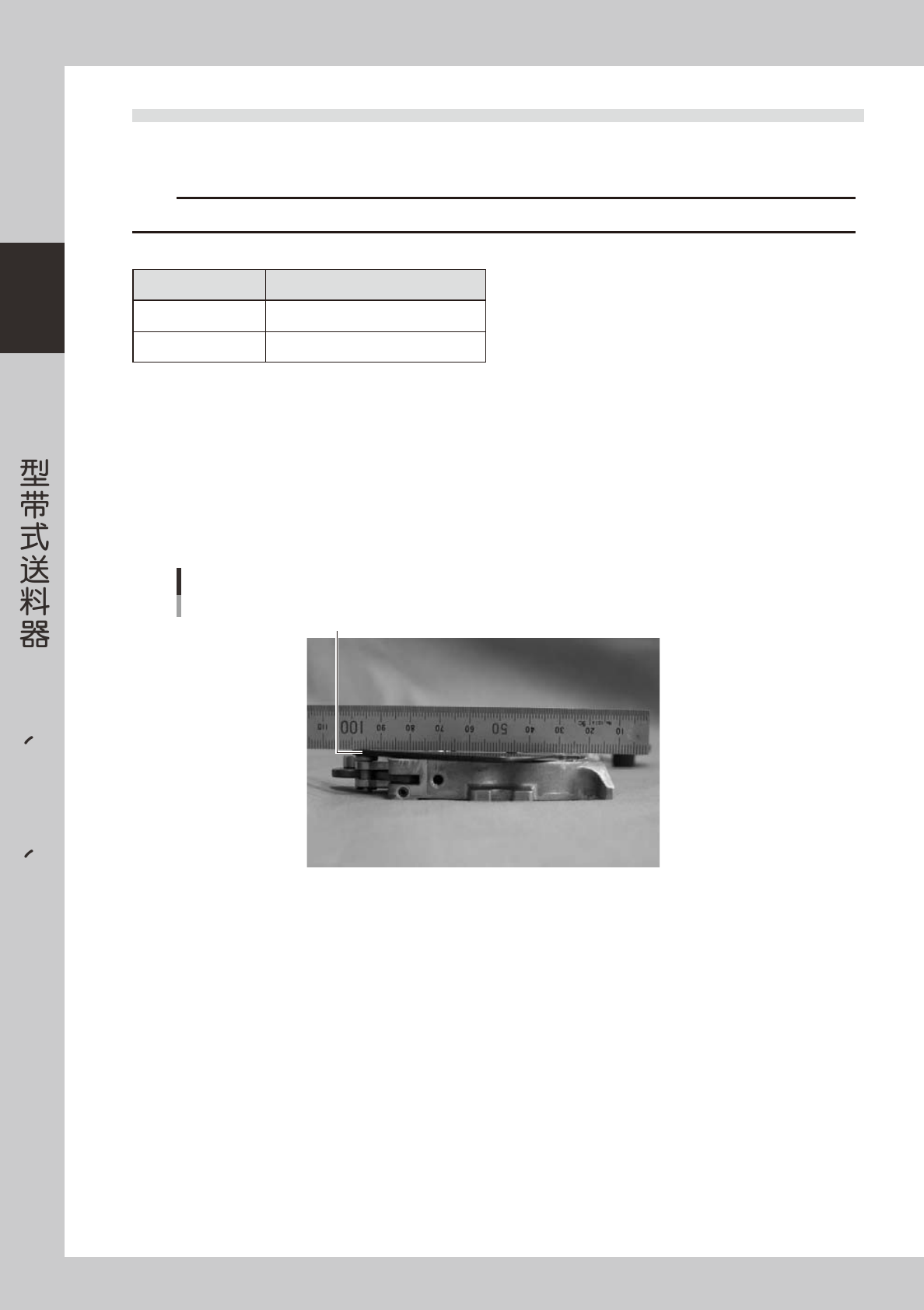
确认锁定杆。
锁定杆弯曲时
‧ 将装有标准料带的带式送料器装在吸料位置确认治具上时,尽管十字光标在标准料带的沟槽中,
但固定锁定杆后位置却发生偏移时,需用直尺等确认锁定杆是否弯曲。
[ 处理方法 ]
‧ 更换锁定杆组件。
‧ 卸下锁定杆组件的板片,用铜锤修复平整。
锁定杆
锁定杆
65229-90-00
2-25
2
CL (8mm 12mm 16mm)
2
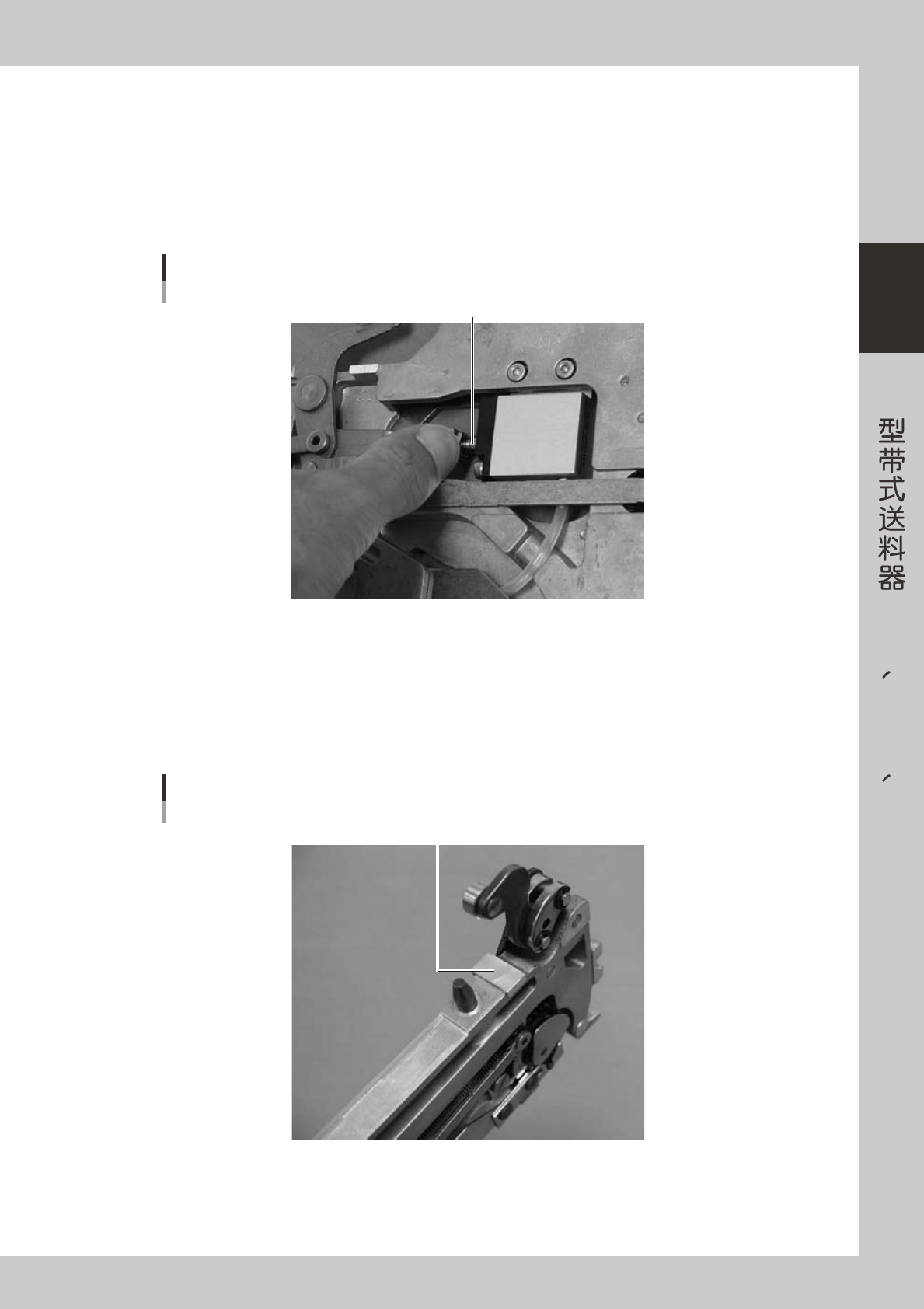
确认气缸。
气缸老化,活塞无法到达行程末端时 :
‧ 在吸料位置确认治具上,当滑板开关处于打开状态时,能听到漏气声。
‧ 在滑板开关为打开状态下按气缸轴时,气缸中的活塞无法到达行程末端。
[ 处理方法 ]
‧ 更换气缸。
气缸轴
气缸轴
65230-90-00
3
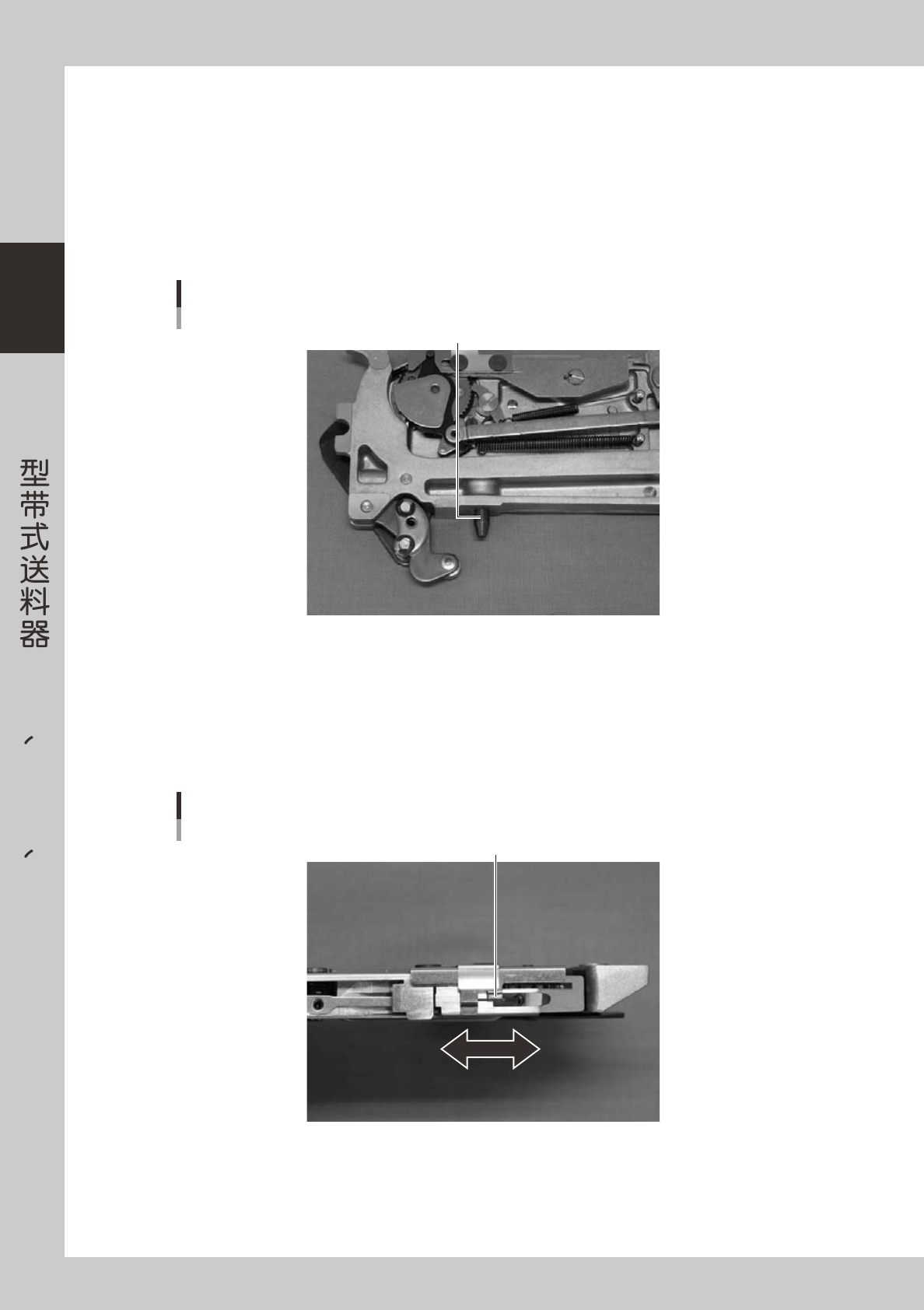
确认送料器机体底面。
与送料器架接触的带式送料器机体的底面如有异物附着、凹凸不平时 :
‧ 目视或用手指触摸与送料器架相接触的面,可以确认是否有凸起,或异物附着。
[ 处理方法 ]
‧ 使用油石 ( 细 ) 磨平凸起部分,使其与送料器架相接触的面高度相同。
与送料器架相接触的面
与送料器架相接触的面
65231-90-00
2-26
2
CL (8mm 12mm
16mm)
4
确认定位销。
定位销弯曲时
‧ 反复多次装卸送料器,在同一位置发生偏移。
定位销磨损时
‧ 反复多次装卸送料器,不规则地发生位置偏移。
[ 处理方法 ]
‧ 更换定位销。
定位销
定位销
65232-90-00
5
确认料带导轨部。
滑板开关变形,与其它带式送料器相比,滑动不顺畅时
‧ 可以通过目视确认滑板开关部是否变形。
[ 处理方法 ]
‧ 更换料带导轨组件。
滑板开关部
滑板开关部
65233-90-00