Feeder-FVCLFTFS使用手册.pdf - 第181页
7-10 7 5 连接输气管。 将送料器的输气管插入贴片机的气源插口。将输气管插入到位后,轻拉输气管确认不会轻易脱落。 拔出输气管时,边按住插口周围的环边拔出输气管。 可以使用贴片机侧的任意气源插口。一般连接在最近的插口上。 输气管的连接 65714-90-00 6 打开手动驱动阀。 接通输气管后,打开输气管上的手动驱动阀,使挡板开始运行。 手动驱动阀 打开 挡板 65715-90-00
7-9
7
3
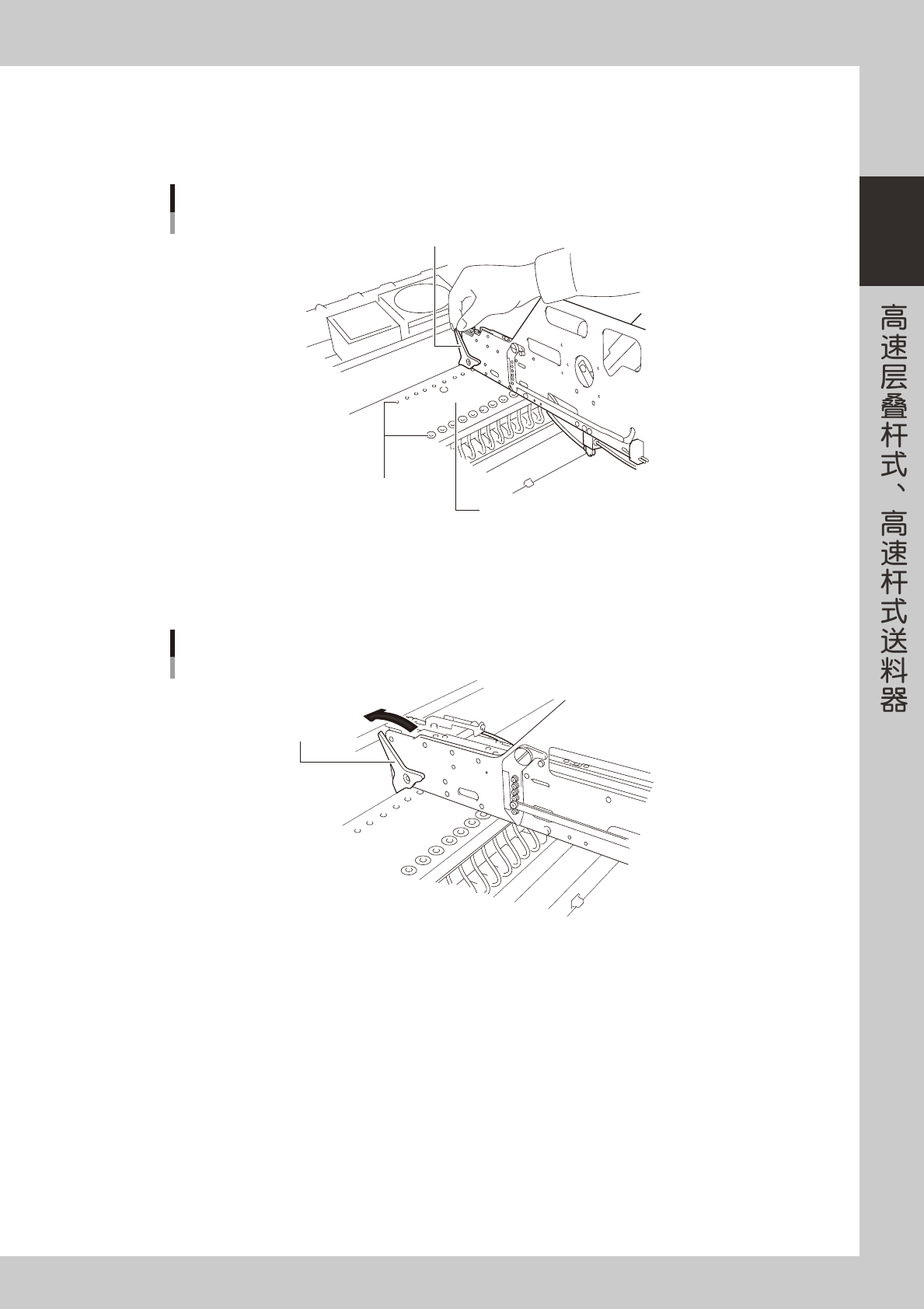
插入送料器架的定位孔。
抓住锁定杆和把手,从正上方水平地安装在送料器架上。送料器架上设有插入送料器机体前侧定位销和后
侧定位销的定位孔。务必将送料器的定位销完全插入定位孔中。
30
18
19
20
21
22
23
24
25
26
27
28
29
23
24
25
26
27
28
29
30
3
杆式送料器机体的安装
送料器架
锁定杆
定位孔
65712-90-00
4
将锁定杆向里侧按下。
抓住锁定杆向里侧按下,直至确实固定为止。如没有正确固定,在贴装或运行过程中可能会脱落。
29
30
25
19
20
21
22
23
24
25
26
31
32
33
34
35
36
锁定杆
锁定杆
65713-90-00
7-10
7
5
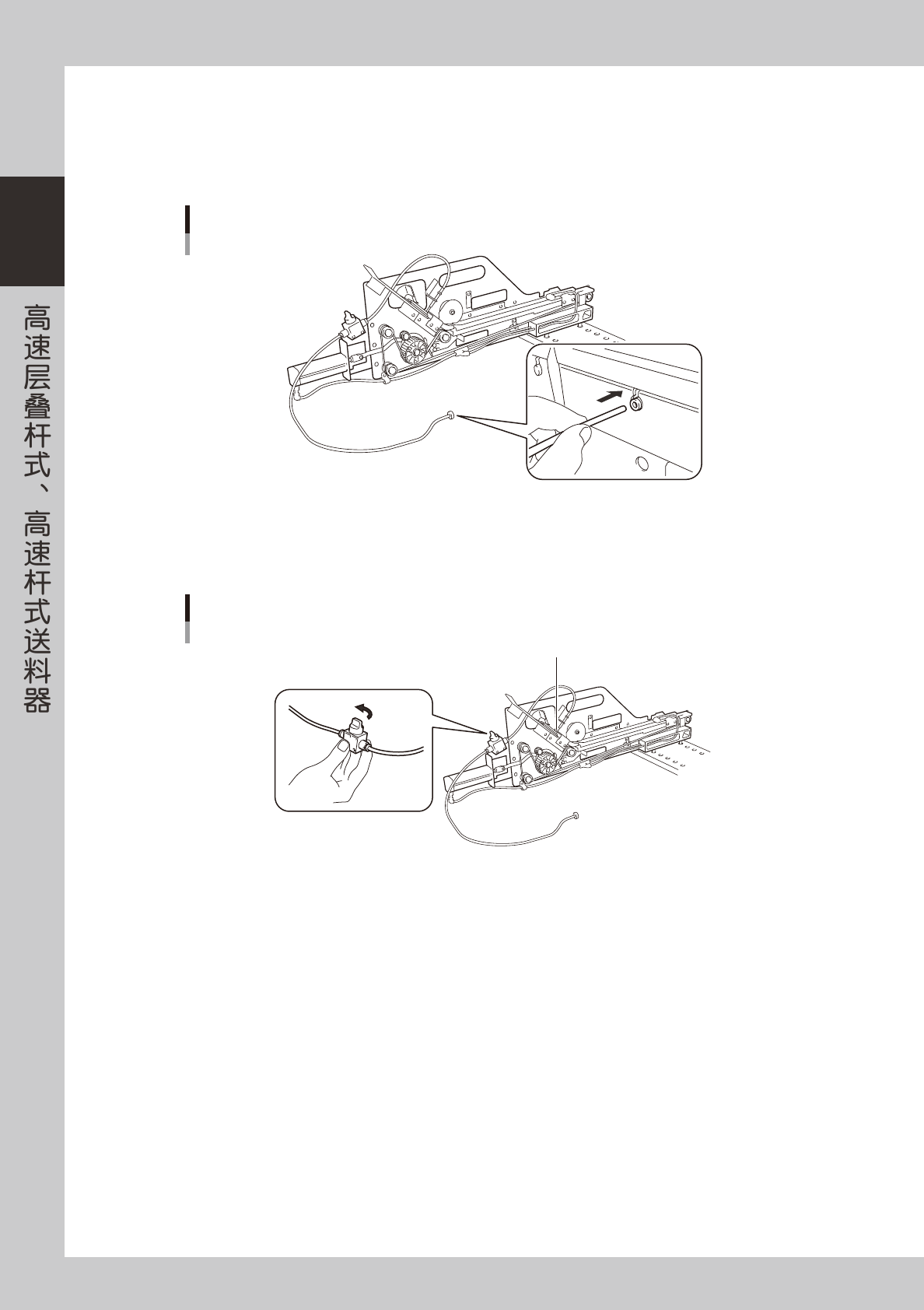
连接输气管。
将送料器的输气管插入贴片机的气源插口。将输气管插入到位后,轻拉输气管确认不会轻易脱落。
拔出输气管时,边按住插口周围的环边拔出输气管。
可以使用贴片机侧的任意气源插口。一般连接在最近的插口上。
输气管的连接
65714-90-00
6
打开手动驱动阀。
接通输气管后,打开输气管上的手动驱动阀,使挡板开始运行。
手动驱动阀
打开
挡板
65715-90-00
7-11
7
3.2 料杆更换部的调节
使用新元件时必须对料杆更换部进行调节。因调节是根据料杆的形状进行的,所以调节前必须准备空料杆。
■高速层叠杆式
1
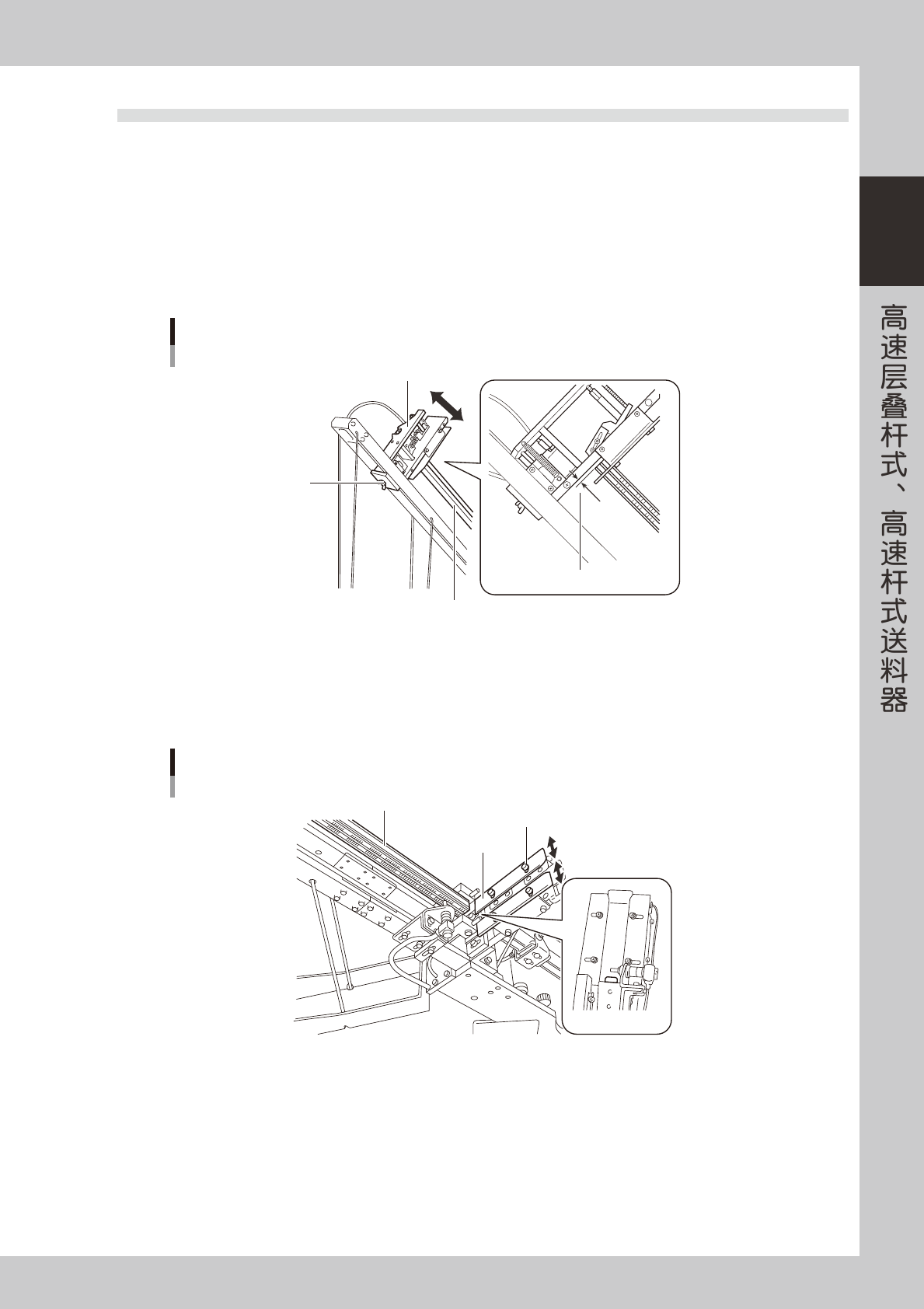
调节更换器的位置。
将空料杆装入料杆供给部。
旋松更换器的固定螺钉,调节更换器的位置,使更换器与料杆之间的间隙在 1 〜 2mm 之内。
调节后拧紧固定螺钉固定更换器。
更换器位置的调节
更换器
固定螺钉
更换器
间隙(
1〜2mm
)
料杆
65716-90-00
2
调节导向板。
调节导向板的位置,使料杆中心可以正对供给口中心。拧松导向板的固定螺钉,调节导向板的位置,
使 2 块导向板之间的宽度与料杆的宽度一致。调节后拧紧固定螺钉固定导向板。
导向板的调节
料杆
供给口
导向板
导向板固定螺钉
65717-90-00