Feeder-FVCLFTFS使用手册.pdf - 第43页
2-3 2 CL (8mm 12mm 16mm) 3 确认运行动作。 操作手动杆,确认棘轮驱动次数是否与设置的间距相符。 ■棘轮驱动次数 传送间距 棘轮驱动次数 4 1 8 2 12 3 16 4 手动杆 手动杆 65203-90-00
2-2
2
CL (8mm 12mm
16mm)
2.送料器的准备
为了使带式送料器能够准确地供给元件,使用之前必须准备并调整好送料器。
2.1 传送间距的调节
根据带式元件的种类不同,传送间距会相应不同。因此,带式送料器的传送间距必须与元件间距相一致。带式送
料器可以通过调节间距调节板的安装位置,调节元件的传送间距。
CL12、CL16 送料器可以设置为下列送料间距 :
CL12 :4、8、12mm
CL16 :4、8、12、16mm
8
8
4
4
12 8
16 12
正面
上:CL12
下:CL16
背面
上:CL12
下:CL16
正面
8←→4
8←→4
CL12
CL16
背面
12←→8
16←→12
间距调节板的刻印
65201-90-00
1
旋松内六角螺栓。
旋松固定间距调节板的螺栓。
2
固定间距调节板。
将间距调节板向刻有想要设置的间距一侧移动直至不能移动为止后固定。
n
要点
如要设置为间距调节板背面刻有的间距时,需先拆除内六角螺栓后,将间距调节板翻转后,按相同方法调节。
c
注意
如不将间距调节板抵紧固定,传送间距会出现偏移。
固定间距调节板
内六角螺栓
间距调节板
65202-90-00
2-3
2
CL (8mm 12mm 16mm)
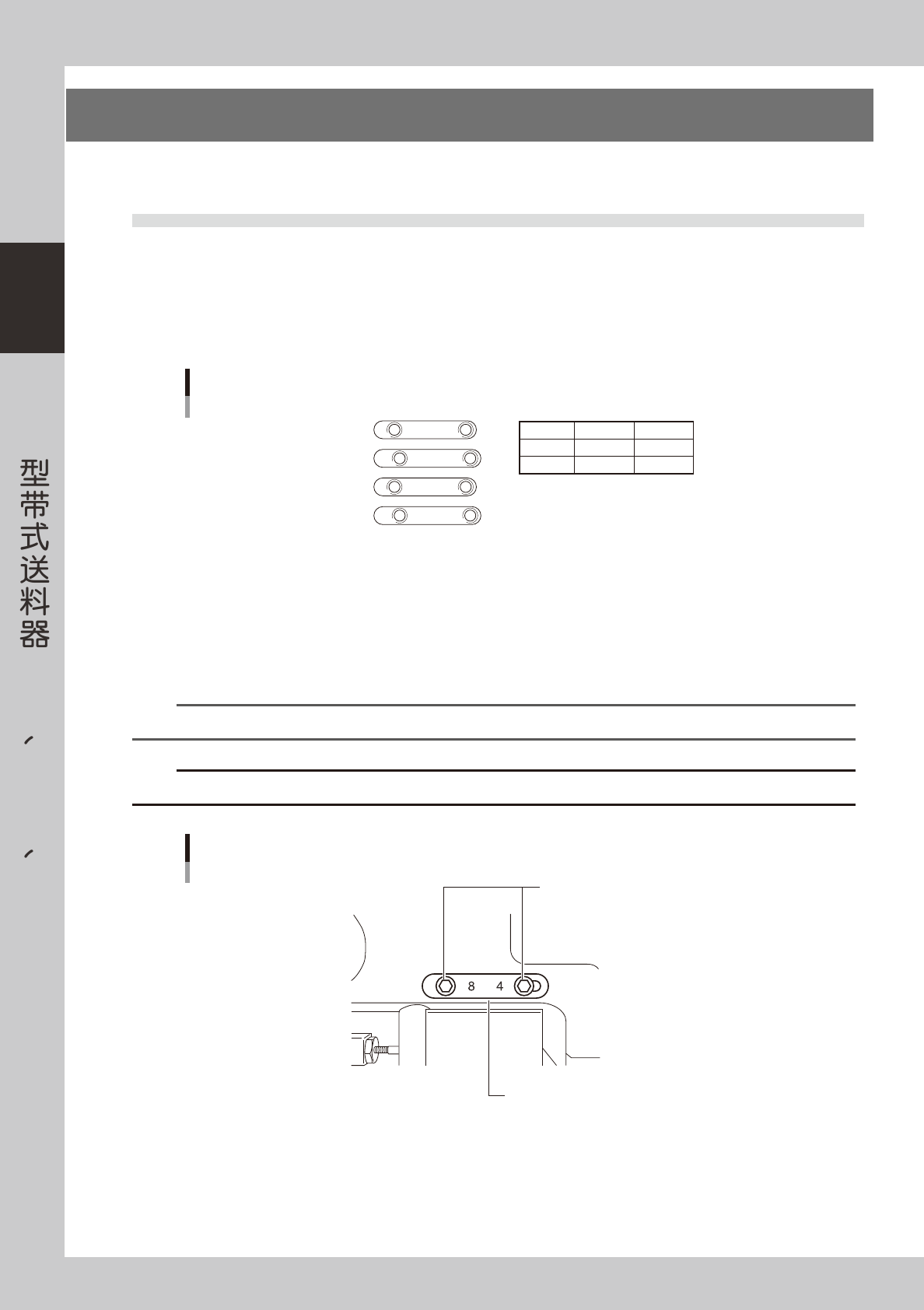
3
确认运行动作。
操作手动杆,确认棘轮驱动次数是否与设置的间距相符。
■棘轮驱动次数
传送间距 棘轮驱动次数
4 1
8 2
12 3
16 4
手动杆
手动杆
65203-90-00
2-4
2
CL (8mm 12mm
16mm)
2.2 料带的安装
按照下列步骤,将料带装入带式送料器。
1
剥离盖带。
料带由装有电子元件的「基带」和覆盖在元件上面的「盖带」2 层组成,先剥离「盖带」。
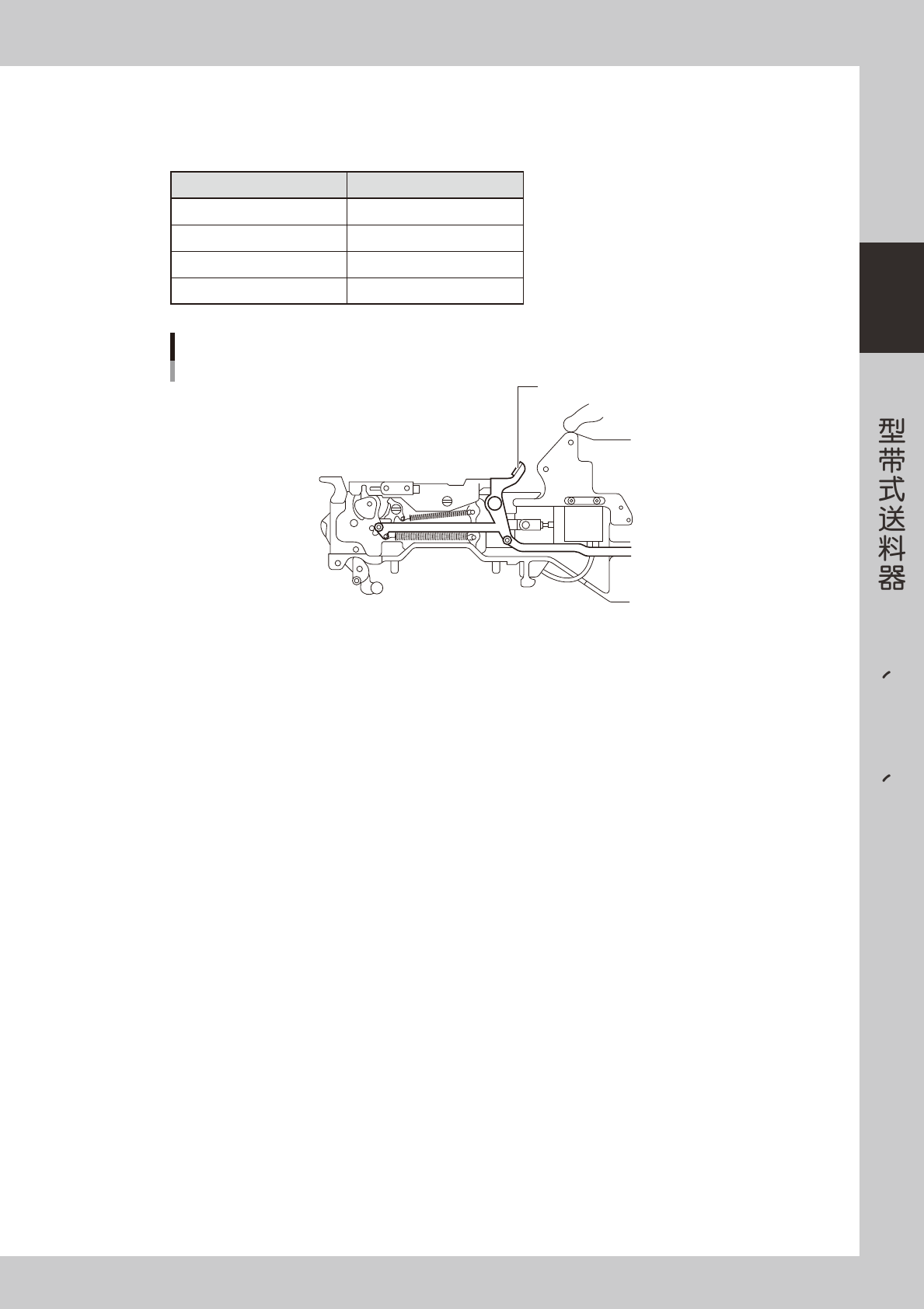
2
提起锁定杆固定把手。
要提起料带导轨,必须先提起锁定杆固定把手。
锁定杆固定把手
锁定杆固定把手
65204-90-00
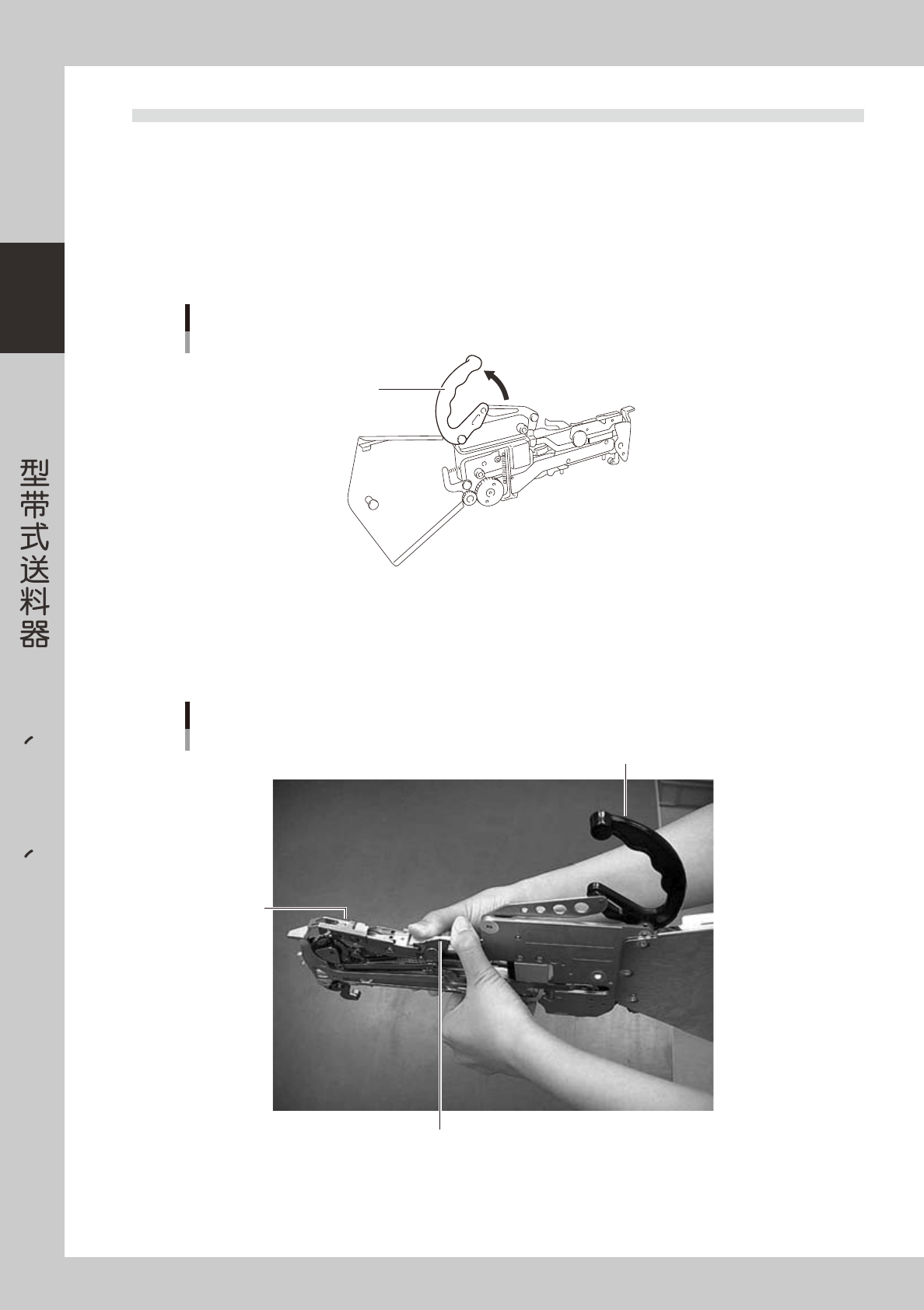
3
提起料带导轨。
按住手动杆提起料带导轨。
提起料带导轨后,将手动杆放松,使料带导轨保持提起状态。
料带导轨
手动杆
料带导轨
锁定杆固定把手
65205-90-00