Feeder-FVCLFTFS使用手册.pdf - 第128页
4-30 4 3 固定调整板。 将导轨锁定杆倒向下图箭头所示方向,直至碰到料带导轨。在此状态下,拧紧 Step1 中暂时固定的调整板 固定螺钉,固定调整板。 拧紧调整板固定螺钉 拧紧 料带导轨 使导轨锁定杆 抵住料带导轨 调整板 导轨锁定杆 65338-90-00 4 取出调整用纸。 取出夹于调整板与送料器架之间的纸。 5 确认料带导轨的动作。 确认料带导轨前端稍有升高。 间隙的确认 约0.1mm的间隙 料带导轨 调整板 送料器架 65…

4-29
4
6.4 无法正确传送料带时 (CL 型 )
导轨锁定杆有防止送料器架上的料带导轨翘起的功能。因此,料带导轨与导轨锁定杆之间的间隙过大时,容易发
生料带导轨翘起,基带传送过量。料带无法正确传送时 ( 无法按指定的间距传送 ),必须按下述步骤手动调节料带
导轨与导轨锁定杆之间的间隙。
c
注意
装在导轨锁定杆组件中的自动调节机构会自动对间隙进行调节,因此通常无须进行手动调节。( 导轨锁定杆组件已于 2007 年 8 月
起改为此类型。)
1
在调节用螺钉位置处暂时拧紧固定螺钉。
用六角扳手 (1.5mm) 拆下固定调整板的螺钉,暂时固定在调节用螺钉位置。
导轨锁定杆组件
调整板
调整板固定螺钉
自动调节机构
调节用螺钉位置
导轨锁定杆
65436-90-00
2
安装送料器。
将没能正确传送的带式元件装入送料器,并将送料器安装在送料器架上。此时,在调整板与送料器架之间
夹入调整用纸 ( 复印纸等 )。
间隙的调整
纸(厚度约0.1mm)
调整板
送料器架
65437-90-00
4-30
4
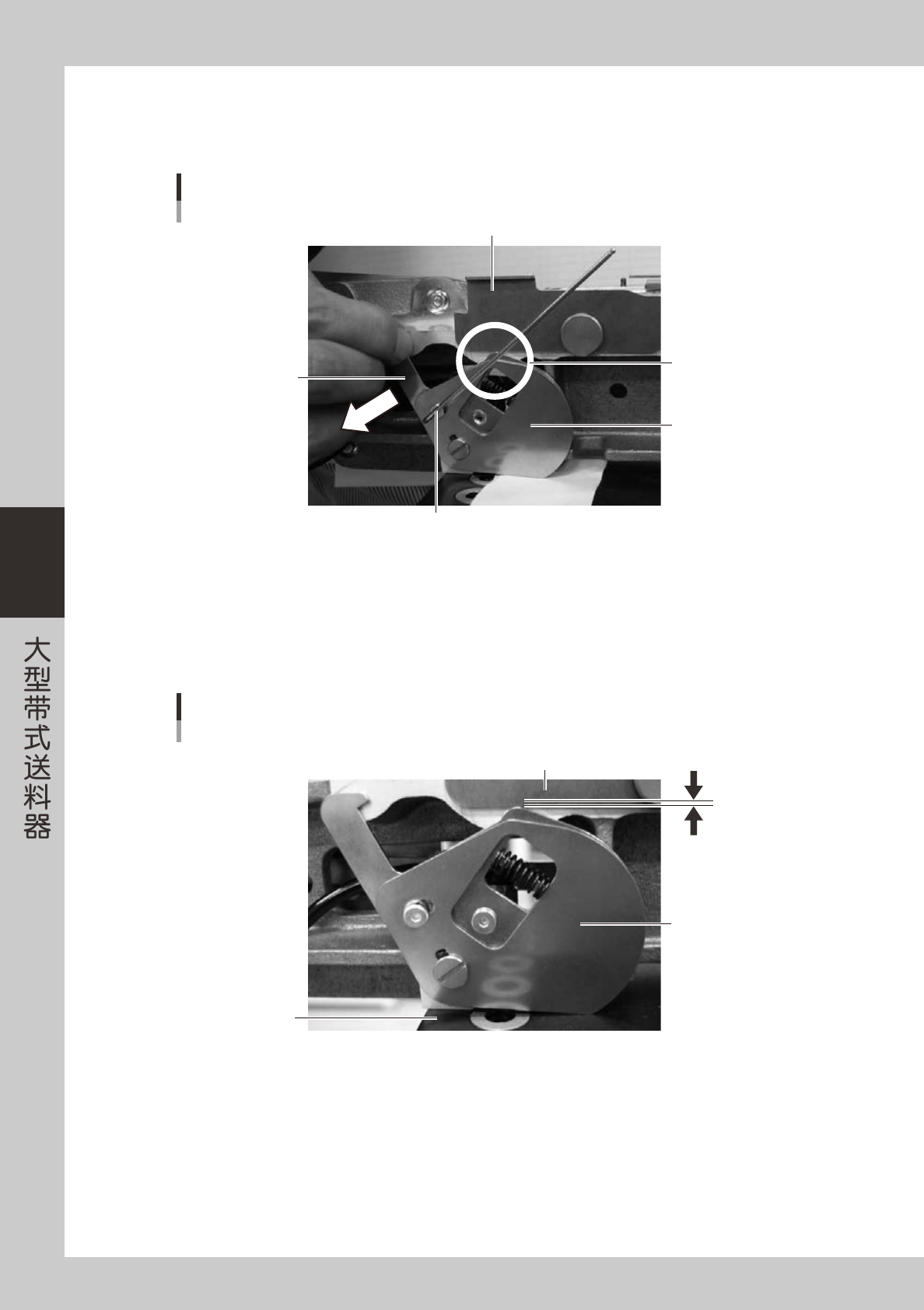
3
固定调整板。
将导轨锁定杆倒向下图箭头所示方向,直至碰到料带导轨。在此状态下,拧紧 Step1 中暂时固定的调整板
固定螺钉,固定调整板。
拧紧调整板固定螺钉
拧紧
料带导轨
使导轨锁定杆
抵住料带导轨
调整板
导轨锁定杆
65338-90-00
4
取出调整用纸。
取出夹于调整板与送料器架之间的纸。
5
确认料带导轨的动作。
确认料带导轨前端稍有升高。
间隙的确认
约0.1mm的间隙
料带导轨
调整板
送料器架
65439-90-00

第 5 章 散装式送料器
目录
1. 各部的名称和功能 5-1
2. 送料器的准备 5-2
2.1 散料盒的安装 5-3
2.2 安装在贴片机上 5-4
2.3 贴片机侧的设置 5-8
2.3.1 元件供给形态的设置 5-8
2.3.2 确认运行动作 5-11
3. 日常点检与保养 5-13
3.1 日常点检 5-13
3.2 发料部的清洁 5-14
3.3 滑板和导槽的清洁 5-19
4. 发生故障时 5-20
4.1 故障的排除 5-20
4.2 无法吸附元件时 5-21