Feeder-FVCLFTFS使用手册.pdf - 第64页
2-24 2 CL (8mm 12mm 16mm) 4.2 带式送料器发生元件吸附不良时的确认步骤 在贴片机贴装作业中,如某个带式送料器经常发生吸料错误,则必须按照下列步骤进行确认。有关零部件的更换 及拆卸清洁等内容,参阅带式送料器的保养手册。 c 注意 点检各项内容之前,先确认气压值是否为规定的值。( 贴片机 : 0.55MPa) ■ 需准备的工具 零部件编号 零部件名称 KJ3-M34E0-00X JIG FEEDER PIC…
2-23
2
CL (8mm 12mm 16mm)
4.发生故障时
4.1 故障的排除
根据故障的发生状况,按照检查项目进行相应的检查和处理。
检查项目
无法供给元件
故障状况 检查项目 处理方法
料带是否用完 更换料带→参照本章2.2
料带安装是否正确 正确安装料带→参照本章2.2
凸型载带元件经常发生
吸附错误
元件是否在凸型载带的元
件装入腔内抖动
本公司备有凸型载带专用料
带导轨。
详细情况,请与本公司或代
理商联系。
65228-90-00
c
注意
如果进行处理后仍没有改善时,请记录不良的具体情况和送料器的序列号及时与本公司或代理商联系。
2-24
2
CL (8mm 12mm
16mm)
4.2 带式送料器发生元件吸附不良时的确认步骤
在贴片机贴装作业中,如某个带式送料器经常发生吸料错误,则必须按照下列步骤进行确认。有关零部件的更换
及拆卸清洁等内容,参阅带式送料器的保养手册。
c
注意
点检各项内容之前,先确认气压值是否为规定的值。( 贴片机 :0.55MPa)
■ 需准备的工具
零部件编号 零部件名称
KJ3-M34E0-00X JIG FEEDER PICK POS.
KJ3-MJA00-00X TOOL CASE ASSY
1
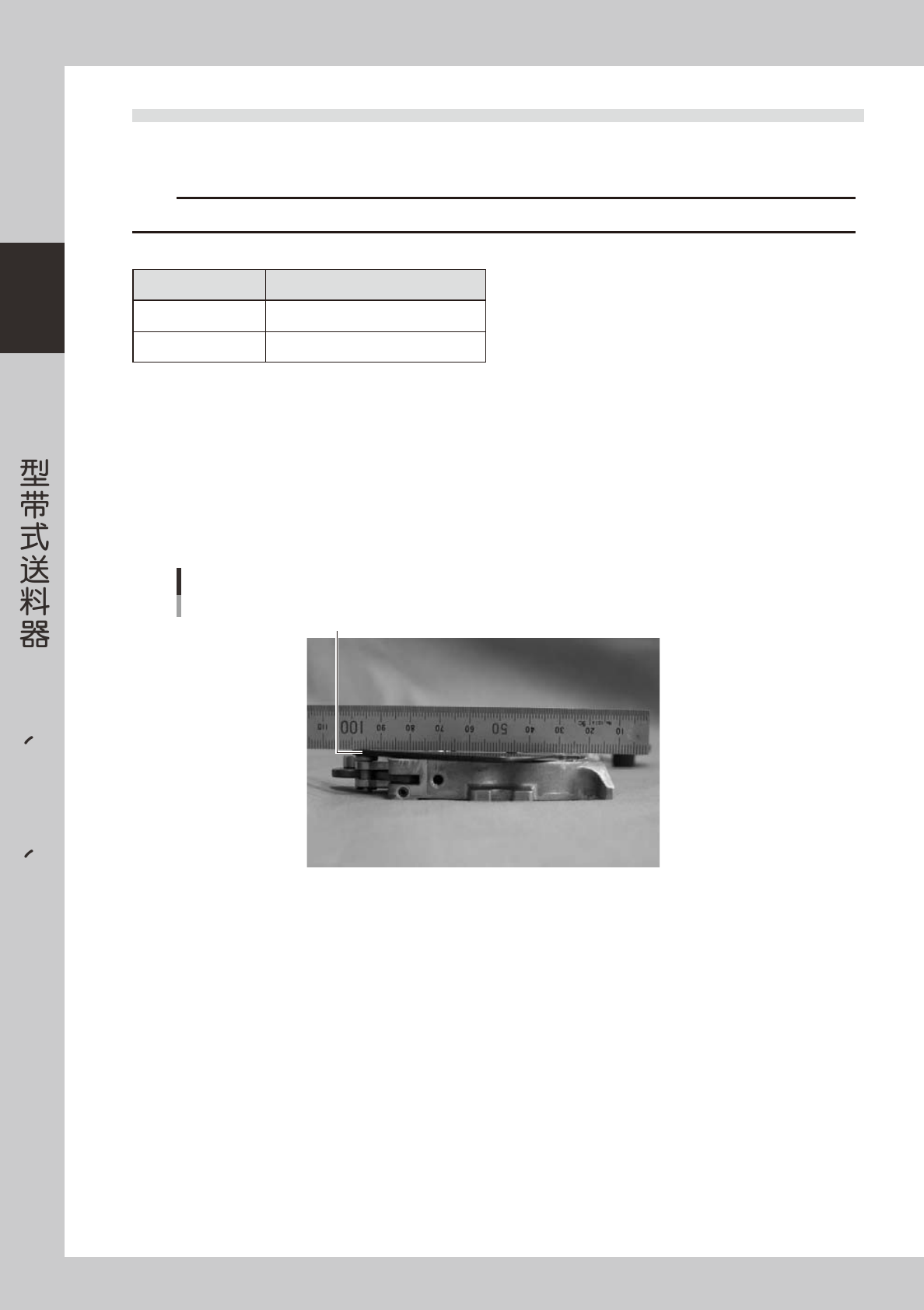
确认锁定杆。
锁定杆弯曲时
‧ 将装有标准料带的带式送料器装在吸料位置确认治具上时,尽管十字光标在标准料带的沟槽中,
但固定锁定杆后位置却发生偏移时,需用直尺等确认锁定杆是否弯曲。
[ 处理方法 ]
‧ 更换锁定杆组件。
‧ 卸下锁定杆组件的板片,用铜锤修复平整。
锁定杆
锁定杆
65229-90-00
2-25
2
CL (8mm 12mm 16mm)
2
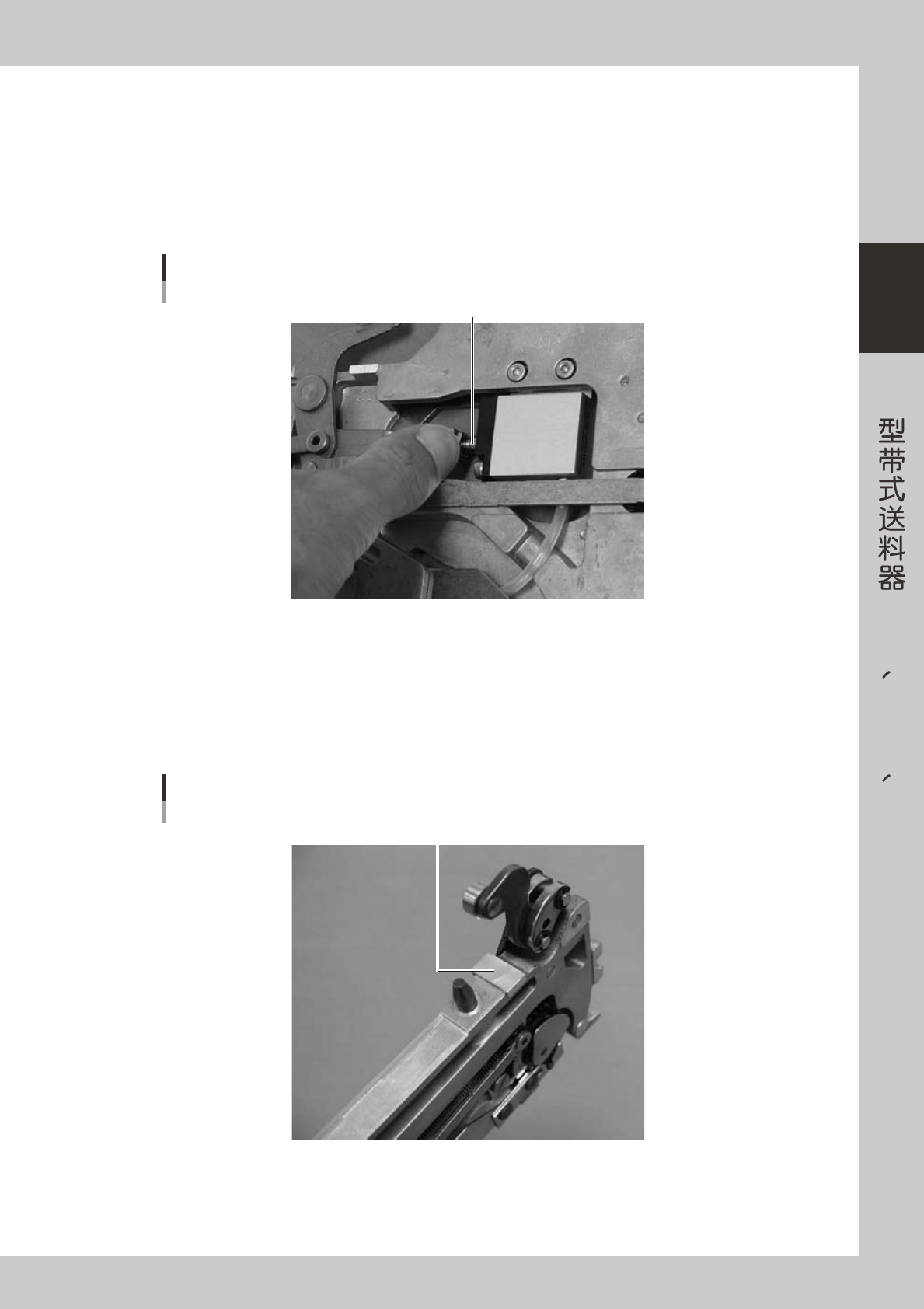
确认气缸。
气缸老化,活塞无法到达行程末端时 :
‧ 在吸料位置确认治具上,当滑板开关处于打开状态时,能听到漏气声。
‧ 在滑板开关为打开状态下按气缸轴时,气缸中的活塞无法到达行程末端。
[ 处理方法 ]
‧ 更换气缸。
气缸轴
气缸轴
65230-90-00
3
确认送料器机体底面。
与送料器架接触的带式送料器机体的底面如有异物附着、凹凸不平时 :
‧ 目视或用手指触摸与送料器架相接触的面,可以确认是否有凸起,或异物附着。
[ 处理方法 ]
‧ 使用油石 ( 细 ) 磨平凸起部分,使其与送料器架相接触的面高度相同。
与送料器架相接触的面
与送料器架相接触的面
65231-90-00