TK33045_PickHeightTeaching.pdf - 第20页
2nd SMT En gineering Division So ftware Group IM Operations Y AMAHA MOTOR CO., L TD MD OC-SOFT50389 20/24 4.3 Reading fixed board da t a This function is sup po sed t o be used with board dat a that has mount …
2nd SMT Engineering Division Software Group
IM Operations
YAMAHA MOTOR CO., LTD
MDOC-SOFT50389
19/24
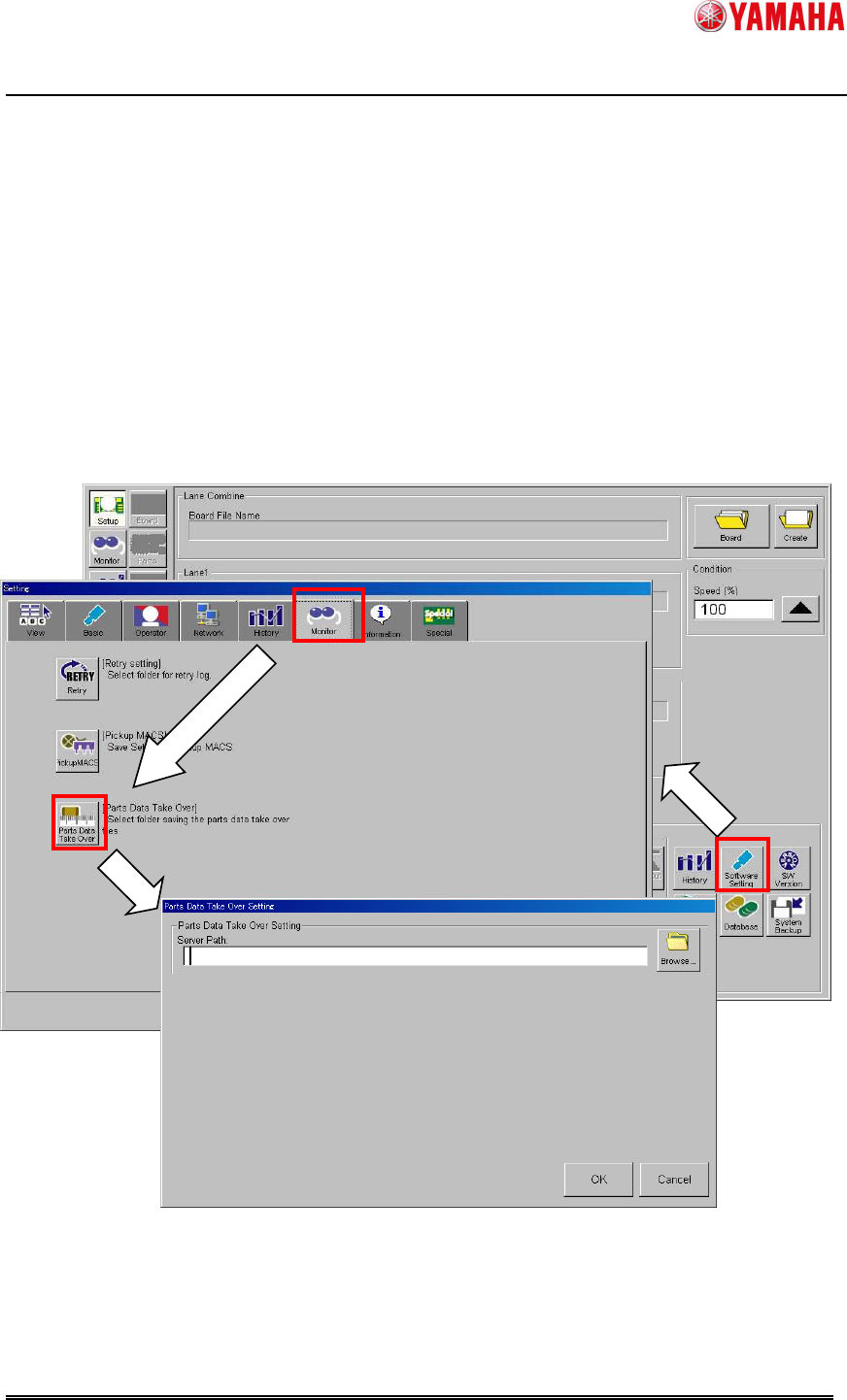
4.2 Takeover of Parts Data
Parts data takeover file is saved in “D:¥Machine¥Status¥PartsTakeOver¥” by default. By
setting the saving path to the server, the teaching results can be taken over among several
machines.
To change the takeover file path, open the [Software Setting] – [Monitor] – [Parts Data Take
Over] – [Parts Data Take Over Setting] screen, and enter a file path in [Server Path].
< Caution >
Files in the specified folder can be deleted automatically, so that do not save any other files
than a parts data takeover file "Feeder_*.sts" there.
Fig 4.2 [Parts Data Take Over Setting] screen
2nd SMT Engineering Division Software Group
IM Operations
YAMAHA MOTOR CO., LTD
MDOC-SOFT50389
20/24
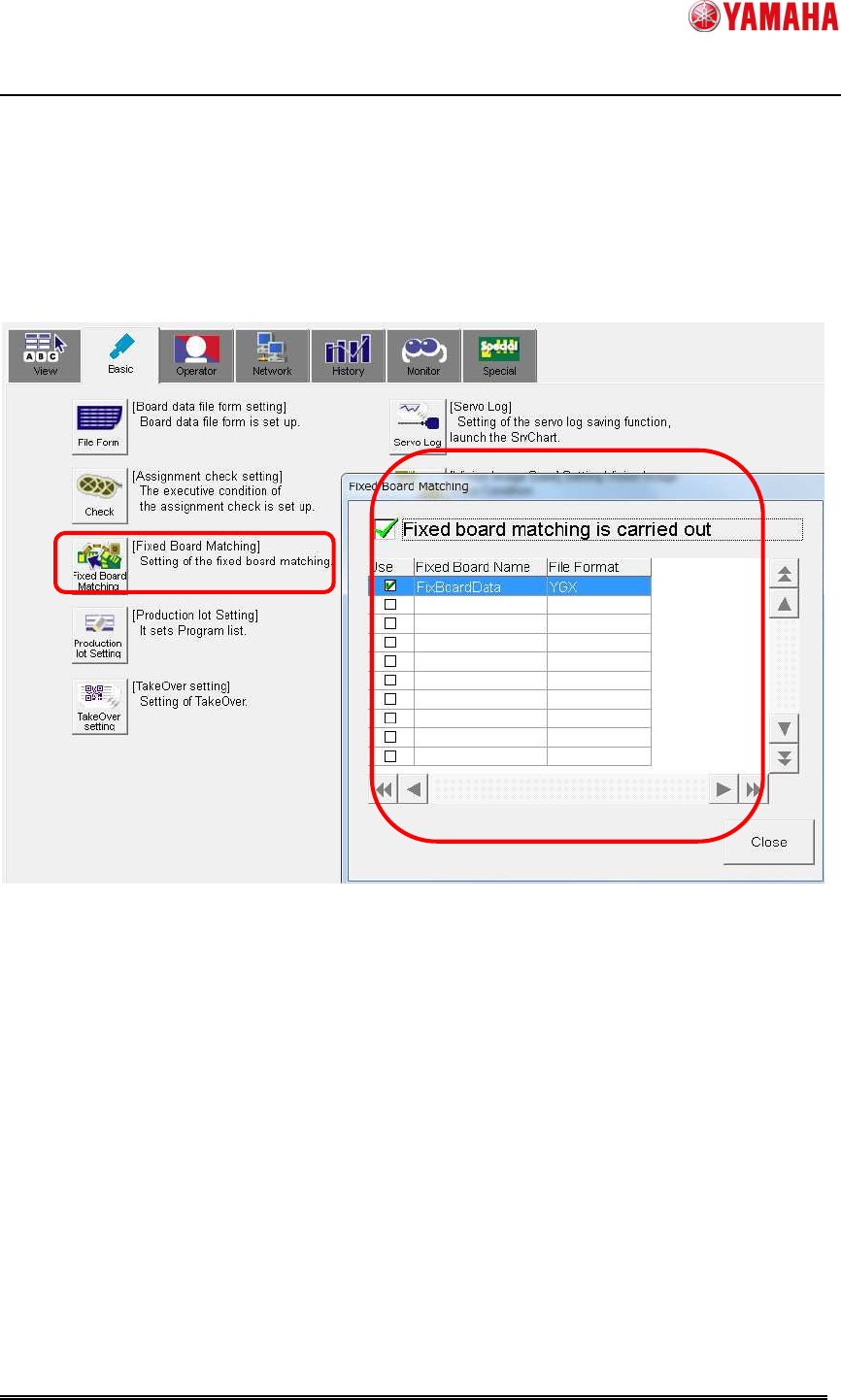
4.3 Reading fixed board data
This function is supposed to be used with board data that has mount data, but it is available
without mount data as long as fixed board data is read. In this case, mounting heads and
nozzles are automatically determined. Please note that the determined combination of
heads and nozzles will be different from that you want to set.
Read the fixed board data specified in the following screen.
(▲1)
Fig 4.3 Fixed board data setting
2nd SMT Engineering Division Software Group
IM Operations
YAMAHA MOTOR CO., LTD
MDOC-SOFT50389
21/24
5.
Limitations
This function doesn’t work on a machine not supported for SS feeder and ZS feeder.
When carbon tape guides are used, nozzles of 3
03, 314, 603, 503, and 514 are not
available with 8mm feeders.
Flying Nozzle Change is not supported.
At measurement of 8mm feeders, Single Fiducial Camera may not recognize a guide in
some area.
Some size of 12mm feeder parts and tray feeder parts are not allowed for
measurement. (Smaller than 3.0×3.0×1.0 by default.)
Some nozzles with high open vacuum are not allowed for measurement of 12mm
feeders and tray feeder.
For hollow parts of 12mm feeders and tray feeder, it is necessary to set [Nozzle Touch
Point Offset (mm)] properly.
When the measurement point and nozzles are touched with nozzle tip open,
measured result may not be accurate.