DGS 程序手册2__N7201A663C.pdf - 第490页
NPM-DGS 程序手册 6.5 添加新的元件 Page 6-82 EJS9AC-MB-06P-28 设定项目 引线 A 螺旋动作 引线 A 偏差 X 通过偏移量对引线 A 从元件中心起向 X 方向偏移了多少进行设定。 引线 A 偏差 Y 通过偏移量对引线 A 从元件中心起向 Y 方向偏移了多少进行设定。 引线 A 偏差 Z 针对引线 A 的螺旋部分高度, 通过将元件下端视 为基准的值进行设 定。 引线 A 偏差 W 对在以引线 A…
NPM-DGS
程序手册
6.5
添加新的元件
EJS9AC-MB-06P-28 Page 6-81
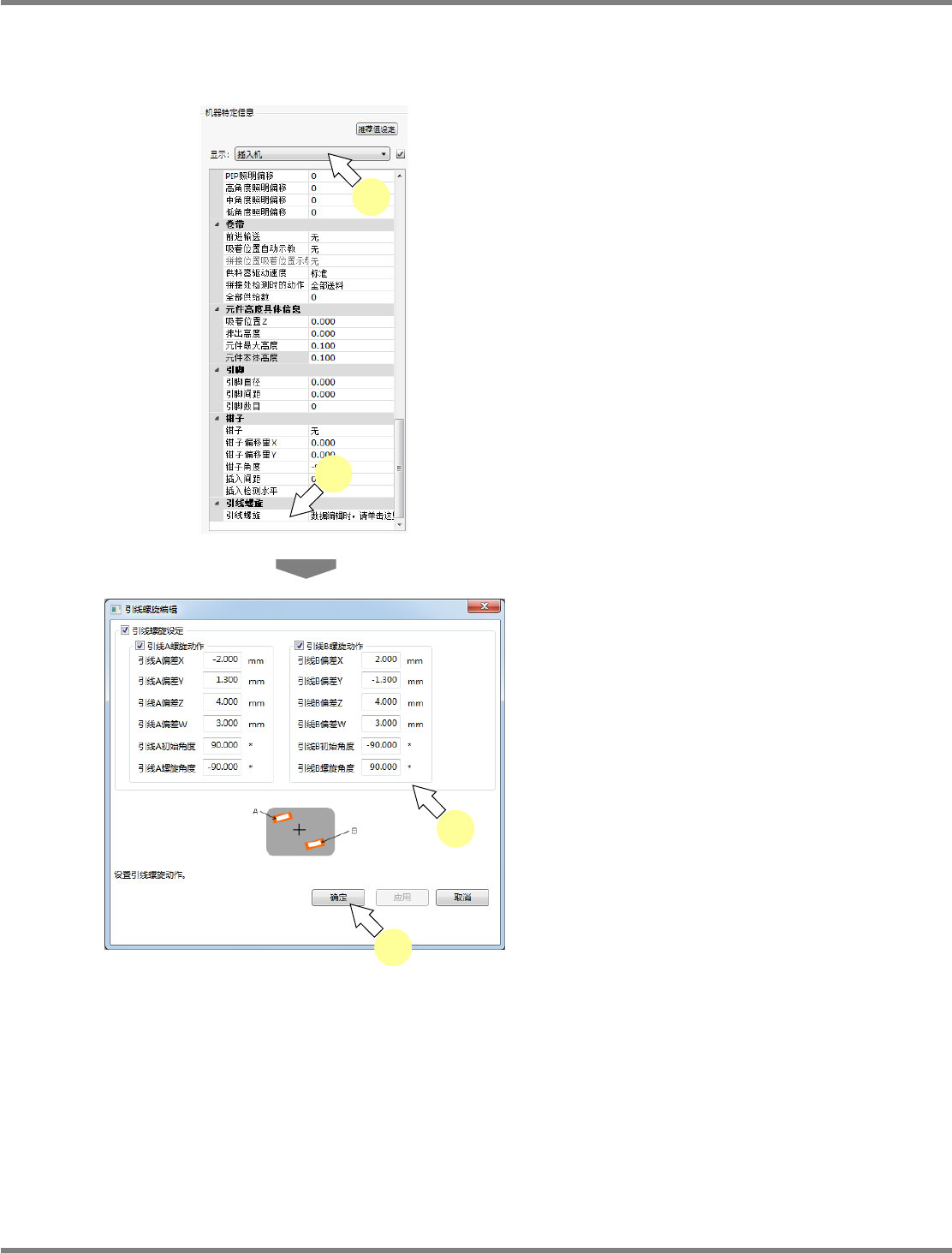
引线螺旋设定
对引线螺旋动作的设定进行编缉。
1
在
‘
机器特定信息
’
下选择
‘
插入机
’
。
2
点击引线螺旋设定。
将显示
<
引线螺旋编缉
>
画面。
3
对任意的数据进行编缉后,点击
[
确定
]
。
Parts060603S-22C00
1
2
Parts060603S-23C00
3
3
NPM-DGS
程序手册
6.5
添加新的元件
Page 6-82 EJS9AC-MB-06P-28
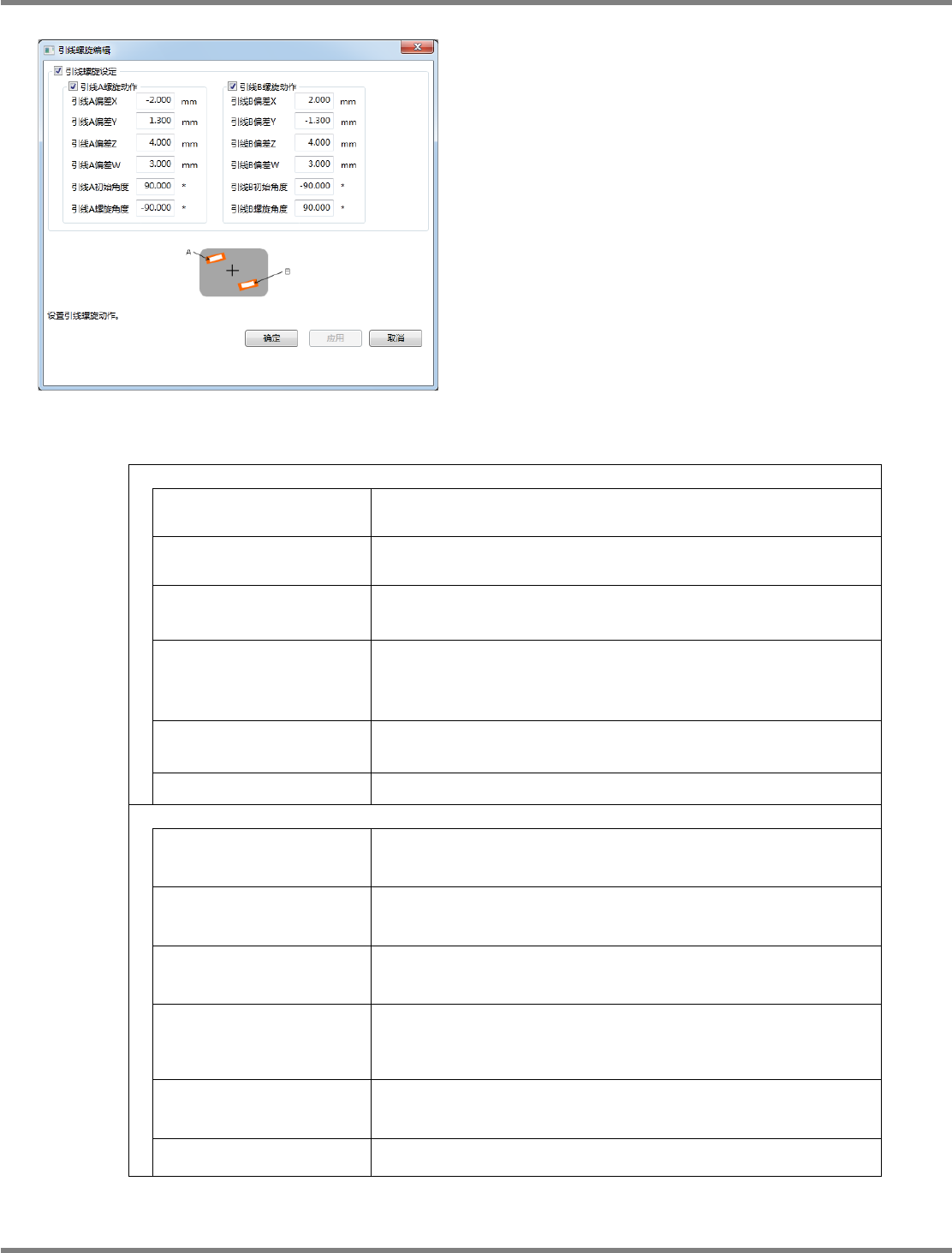
设定项目
引线
A
螺旋动作
引线
A
偏差
X
通过偏移量对引线
A
从元件中心起向
X
方向偏移了多少进行设定。
引线
A
偏差
Y
通过偏移量对引线
A
从元件中心起向
Y
方向偏移了多少进行设定。
引线
A
偏差
Z
针对引线
A
的螺旋部分高度,通过将元件下端视为基准的值进行设
定。
引线
A
偏差
W
对在以引线
A
执行螺旋时的砧座单元卡爪间隔进行设定。不用于引
线螺旋的卡爪,请以不会与基板下元件以及引线发生干涉的间隔为
参考标准而进行设定。
引线
A
初始角度
以包装角度
0°
时的
X
方向为基准,对引线
A
的长边朝向螺旋前的
角度进行设定。
引线
A
螺旋角度
以初期角度为基准,对引线
A
执行多少的螺旋进行设定。
引线
B
螺旋动作
引线
B
偏差
X
通过偏移量对引线
B
从元件中心起向
X
方向偏移了多少进行设定。
引线
B
偏差
Y
通过偏移量对引线
B
从元件中心起向
Y
方向偏移了多少进行设定。
引线
B
偏差
Z
针对引线
B
的螺旋部分高度,通过将元件下端视为基准的值进行设
定。
引线
B
偏差
W
对在以引线
B
执行螺旋时的砧座单元卡爪间隔进行设定。不用于引
线螺旋的卡爪,请以不会与基板下元件以及引线发生干涉的间隔为
参考标准而进行设定。
引线
B
初始角度
以包装角度
0°
时的
X
方向为基准,对引线
B
的长边朝向螺旋前的
角度进行设定。
引线
B
螺旋角度
以初期角度为基准,对引线
B
执行多少的螺旋进行设定。
Parts060603S-23C00
NPM-DGS
程序手册
6.5
添加新的元件
EJS9AC-MB-06P-28 Page 6-83
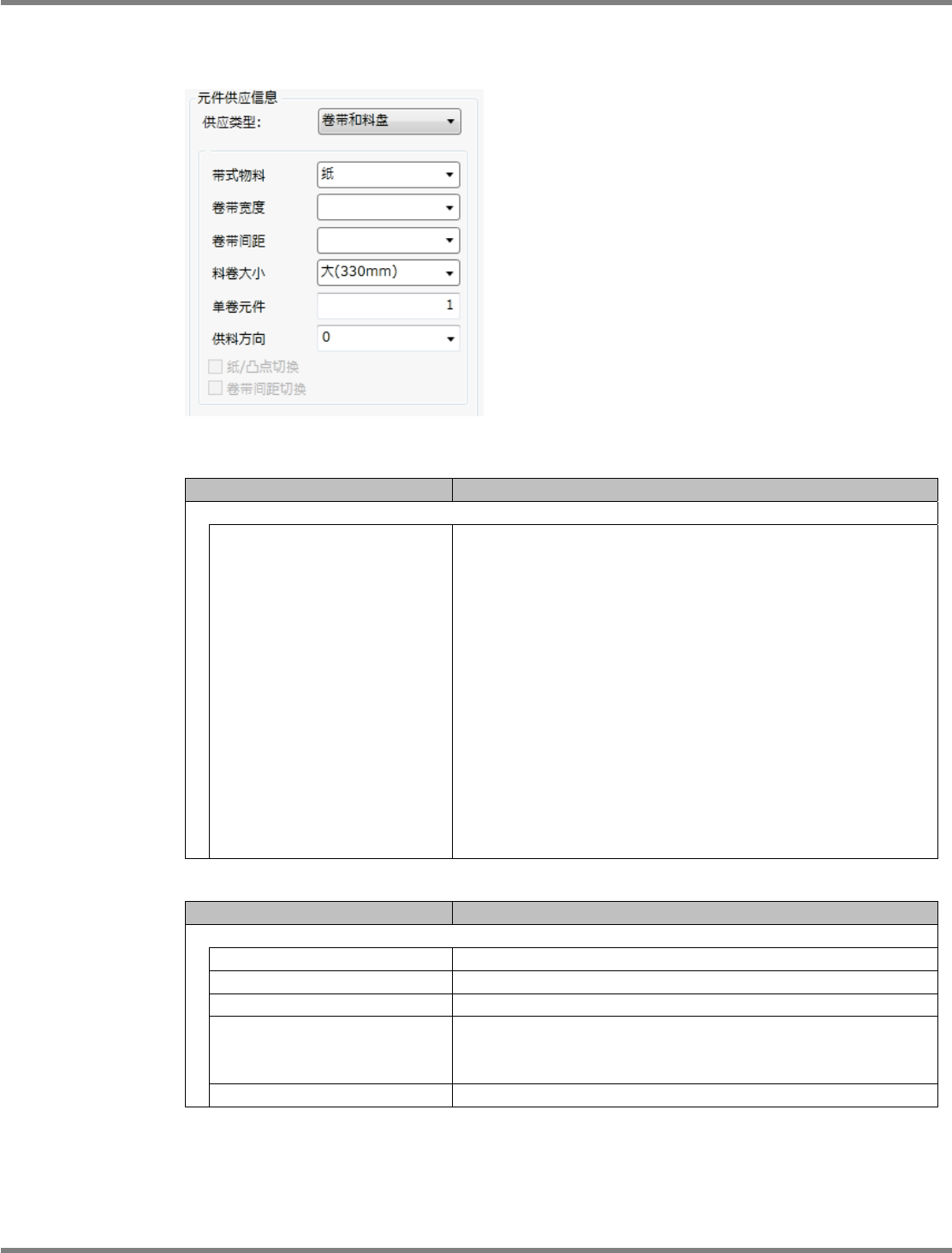
③ 元件供应信息
元件供应信息的设定项目如下所示。
设定项目
(
共通
)
项目
说明
‘
元件供应信息
’
‘
供应类型
’
设定元件的供应方法。有以下
5
种。
• [
带式
]
元件通过纸、塑料、粘着带供给时。
• [
杆式
]
使用杆式供料器供应时。
• [
盘式
]
使用托盘供料器供应元件时。
• [
散装
]
使用散装供料器供应元件时。
• [
径向编带
]
使用径向编带供料器供应元件时。
• [
横向编带
]
使用横向编带供料器供应元件时。
• [
自定义
]
使用自定义供料器供应元件时。
设定项目
(
卷带
)
项目
说明
‘
元件供应信息
’
‘
带式物料
’
设定纸、塑料、粘着的
1
种。
‘
卷带宽度
’
卷带的宽度。
‘
卷带间距
’
卷带的送料间距。
‘
料卷大小
’
料卷的大小。有以下三种
:
• [
大
(330mm)]
• [
小
(180mm)]
‘
单卷元件
’ 1
个料卷带有的元件数量。
Parts060603S-07C03