DGS 程序手册2__N7201A663C.pdf - 第528页
NPM-DGS 程序手册 6.5 添加新的元件 Page 6-120 EJS9AC-MB-06P-28 项目 说明 ‘ 托盘 ’ ‘ 升降速度 ’ 设定托盘升降机的速度。有以下三种 : • [ 低速 ] • [ 中速 ] • [ 高速 ] ‘ 拔出速度 ’ 设定托盘的拔出速度。有以下三种 : • [ 低速 ] • [ 中速 ] • [ 高速 ] ‘ 托盘位置识别 ’ 设定是否进行托盘位置的识别。 ‘ 杆管式供料器 ’ ‘ 供料器驱动速度…
NPM-DGS
程序手册
6.5
添加新的元件
EJS9AC-MB-06P-28 Page 6-119
项目
说明
‘
卷带
’
‘
前进输送
’
设定在吸附动作开始前是否进给编带。有以下两种
:
• [
否
]
• [
是
]
‘
吸着位置自动示教
’
设定是否进行吸着位置的自动示教。有以下两种
:
• [
否
]
• [
是
]
‘
拼接位置吸着位置示教
’
设定是否拼接位置吸着位置示教。有以下两种
:
• [
否
]
• [
是
]
‘
供料器驱动速度
’
设定供料器的进给速度。有以下四种
:
• [
标准
]
• [
高速
]
• [
中速
]
• [
低速
]
‘
拼接处检测时的动作
’
设定检测接缝时的动作。有以下两种
:
• [
全部送料
]
• [
排除错误
]
‘
全部供给数
’
设定整体的供给数量。
0 ~ 300
‘
拼接警告个别设定
’
对是否对每个元件发出拼接警告进行设定。
在想要设为对每个元件发出警告时,请选择
‘
是
’
。
不想发出拼接警告时,以及在想要使用在
LNB
设定的拼接警告
开始长度时,请设为
‘
无
’
。
‘
拼接警告开始长度
’
对每个元件发出拼接警告时的警告开始长度进行设定。
0 ~ 9999
Parts060603S-20C02
NPM-DGS
程序手册
6.5
添加新的元件
Page 6-120 EJS9AC-MB-06P-28
项目
说明
‘
托盘
’
‘
升降速度
’
设定托盘升降机的速度。有以下三种
:
• [
低速
]
• [
中速
]
• [
高速
]
‘
拔出速度
’
设定托盘的拔出速度。有以下三种
:
• [
低速
]
• [
中速
]
• [
高速
]
‘
托盘位置识别
’
设定是否进行托盘位置的识别。
‘
杆管式供料器
’
‘
供料器驱动速度
’
设定棒式供料器的供给速度。速度分为下述三种
:
• [
标准
]
• [
中速
]
• [
低速
]
‘
卷带
’
‘
前进输送
’
设定在开始吸附动作之前是否供给编带。有以下两种
:
• [
否
]
• [
是
]
‘
供料器驱动速度
’
设定径向编带供料器的进给速度。有以下三种
:
• [
低速
]
• [
中速
]
• [
高速
]
‘
径向基准面高度
’
设定编带的进给孔和元件与基板相接触面之间的距离。
‘
引脚弯曲
’
针对径向编带工件元件,设定是否将引脚弯曲
90
度后插入。弯
曲引脚时,请对元件外形尺寸设定弯曲后的尺寸。
‘
轴向编带
’
‘
供料器进给
’
设定是否在开始吸附动作之前进给编带。有以下两种。
• [
不进行
]
• [
进行
]
‘
自定义供料器
’
‘
供料器驱动速度
’
设定自定义供料器的进给速度。有以下三种
:
• [
低速
]
• [
中速
]
• [
标准
]
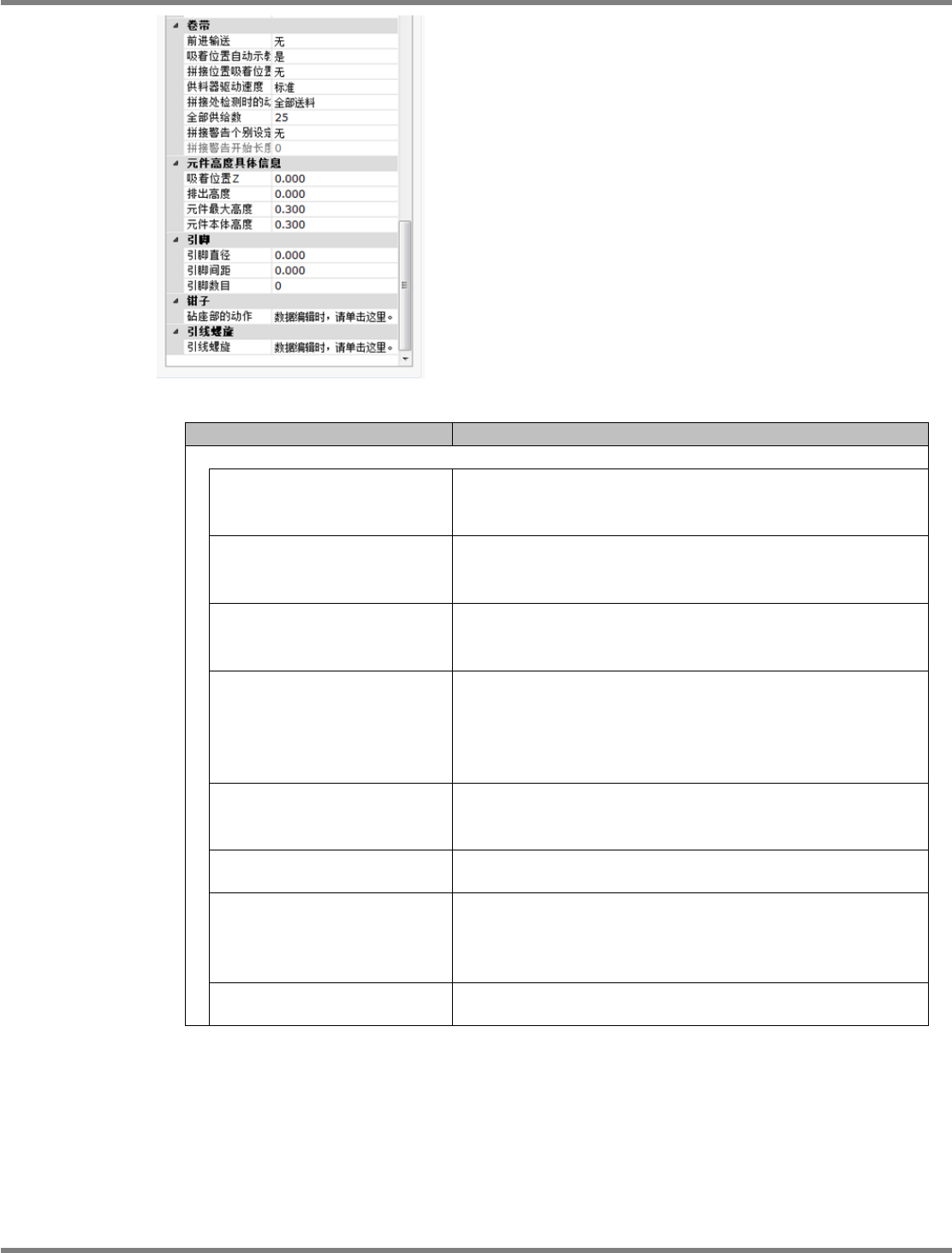
‘
元件高度具体信息
’
‘
吸着位置
Z’
请输入吸附表面的高度。吸附面比元件表面凹进去时,请输入正
值。
0 ~
芯片尺寸
T
‘
排出高度
’
请输入贴装表面的高度。贴装面比元件表面突出时,请输入正值。
0 ~ 21
‘
元件最大高度
’
设定从引脚下端起到元件上端为止的元件合计高度。
‘
元件本体高度
’
设定在插入状态下,从基板表面到元件上端为止的高度。
NPM-DGS
程序手册
6.5
添加新的元件
EJS9AC-MB-06P-28 Page 6-121
项目
说明
‘
引脚
’
‘
引脚直径
’
设定插入引脚的外径。
‘
引脚间距
’
针对插入引脚按照一列且等间隔排列的部分,设定各个引脚的间
隔。
‘
引脚数目
’
针对插入引脚按照一列且等间隔排列的部分,设定各个引脚的数
量。
‘
钳子
’
‘
钳子
’
设定砧座单元的动作。
有以下三种
:
• [
否
]:
不执行动作。
• [
进行
]:
在基板下方执行切断、弯曲引脚的操作。
• [
进行
(
只弯曲
)]:
在基板下只执行引线的弯曲。
• [
基板支撑
]:
在基板下方支撑基板。不进行切断、弯曲引脚的
操作。
‘
钳子偏移量
X’
对以元件中心为基准的
X
方向的钳子位置的偏移量进行设定。
只在钳子动作为
"
进行
"
或者
"
基板支撑
"
的情形下有效。
设定范围
: -
外形尺寸
L/2
或者外形尺寸
L/2
、
最大
:
可在
-99.999
~
99.999 mm
范围内进行设定
‘
钳子偏移量
Y’
对以元件中心为基准的
Y
方向的钳子位置的偏移量进行设定。
只在钳子动作为
"
进行
"
或者
"
基板支撑
"
的情形下有效。
设定范围
: -
外形尺寸
W/2
或者外形尺寸
W/2
、
最大
:
可在
-99.999
~
99.999 mm
范围内进行设定
‘
钳子角度
’
以插入头的角度为基准,设定将砧座单元倾斜到什么角度。
‘
插入间距
’
设定位于最外侧的两根引脚的间隔。
当设备附带砧座单元时,针对这个引脚进行切断、弯曲的操作。
‘
插入检测水平
’
使用钳子时,在
0
~
7
的范围内设定插入检测水平的范围。当引
脚较软时设定小的值,引脚较硬时设定大的值。
‘
引线螺旋
’
‘
引线螺旋设定
’
启动引线螺旋动作设定画面。
(
6.5.3
编缉元件
→
■引线螺旋设定
)