20201214142122.pdf - 第15页
S o lution 2 M OT O MA N - SP Ser ie s So l utio n 2 YRC1000 适用于点焊的功能 执行点焊命令时,每次打点时进行焊接板厚的检测。工件出现缺失时,以报警示意。 无需使用传感器就能够检测到工件的缺少或者 2 枚重叠、错误设置。 工件发生缺失或 2 枚重叠、设置错误时, 与正常情况进行比较, 变更接触位置(板厚)。 板厚检测功能 工件设置错误时的检测 正常时 异常时 在示教器上可以以波…
M O T O M A N
-
S P S e r i es Specifications
■
:
mm
:
Sol uti on
1
MOTOMAN
-
SP Series
SP150R SP185R
YRC1000
机器人控制柜
YRC1000 机器人控制柜
编程示教器
4个特征
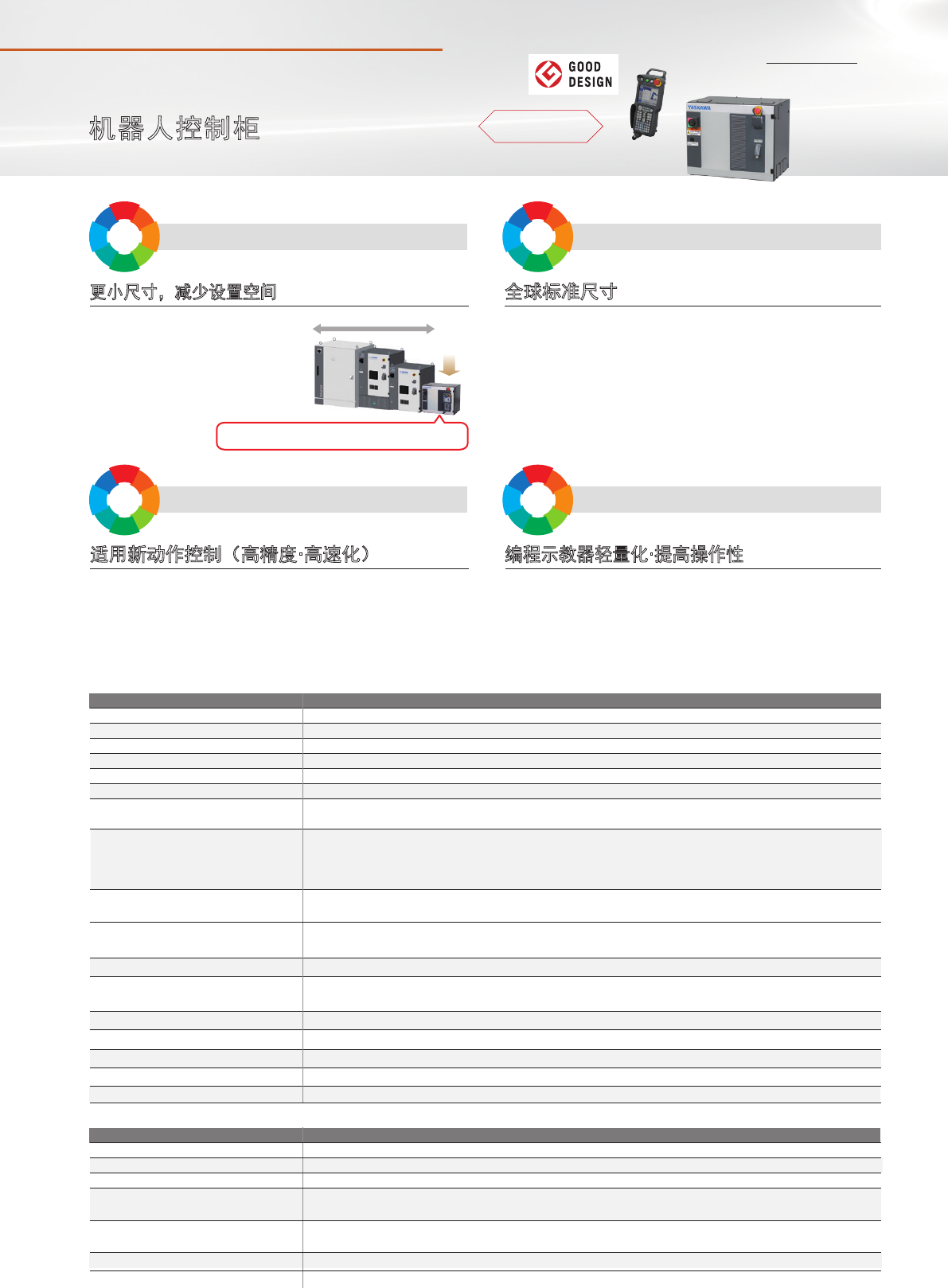
设备更紧凑
提高作业效率
更小尺寸,减少设置空间
内置外部三轴* ,实现无变压器
125L容积的紧凑尺寸
客户需求
全球标准尺寸
·
海外各规格共通
·
·
适用新动作控制(高精度·高速化)
·
·
编程示教器轻量化·提高操作性
·
重量仅为730g
·
■
*
:
■
机器人控制柜 YRC1000 规格
项目
外形尺寸
概略质量
冷却方式
周围温度
相对湿度
标高
电源规格
输入输出信号
位置控制方式
储存容量
扩张插槽
LAN (上位连接)
串口I/F
控制方式
驱动单元
防尘构造IP54(背面FAN部:IP2X)
598(宽)×427(深)×490(高)mm, 125L
85 kg以下
(可内置外部3轴)*
间接冷却
通电时:0℃~+45℃ 保管时:-10℃~+60℃
90% 以下(无结露)
2000 m
(
但会存在温度延迟
)
(注)标高1000m以上的条件:按周围最高温度每上升100m减少1%
三相AC200V~240V(+10% ~ -15%)50/60Hz(±2%)
三相AC380V~480V(+10% ~ -15%)50/60Hz(±2%)
(中性点接地)
控制柜型号不同,可连接的电源规格也不相同。
专用信号:输入19,输入6
通用信号:输入40,输出40(晶体管输出32,继电器输出8)
串行通信方式(绝对值编码器)
JOB:200,000程序点, 10,000机器人命令
CIO 梯形图
:
最大20,000程序点
PCI express
:
2 插槽
2
(
10BASE
-
T/100BASE
-
TX
)
RS
-
232
C
:
1ch
软件伺服
AC伺服用伺服包
外形尺寸
概略质量
材质
操作设备
显示屏
保护等级
电缆长度
152(宽)×49.5(厚)×300(高)mm
0.730 kg
强化塑料
选择键,轴操作键,数值/应用键,带钥匙切换模式键(示教模式、再现模式、远程模式)
急停键,使能键,SD卡I/F装置(SD卡为选配),USB端口(USB2.0 1接口)
5.7英寸TFT彩色液晶触摸屏VGA(640×480像素)
(汉字、平假名、片假名、英文、数字、其他)
IP54
标准8m,最大(选配):36m(追加延长电缆)
YRC1000
现有机型
实现了内置外部3轴且无需变压器的尺寸!
S o lution
2
MOTOMAN
-
SP Series
Solution
2
Φ
92
Φ
125
Φ63
Φ180
8
30
°
2850
310
0
3140
1932
P
点
0
795
0
R
1232
R
3140
740
1150
250 153
1225
250
555 365
R
B
T
S
U
L
视角 A
A
8
Φ
92
Φ
125
Φ63
Φ160
视角 A
R
1212
R
3140
555 365
L
S
R
U
T
30
°
2850
310
0 0
3140
1932
P
点
0
795
740 1150
250 153
1225
225
8
B
8
A
置架式 置架式
动作范围 单位
P点动作范围
6×M10×P1.5
(深12)
6×M10×P1.5
(深12)
6×M10×P1.5
(深12)
6×M10×P1.5
(深12)
2×Φ10
(深8)
(深8)
2×Φ10
2×
Φ9
(深8)
2×Φ9
(深8)
客户需求
客户需求
客户需求
提高作业效率
设备标准化
规格
项目 规格
构造
依照欧洲规格(CE规格),北美规格(UL规格)
中国规格为3相380V规格,无需变压器
通过新加减速控制,与现有机型相比改善最大约10%循环
时间(根据条件而异)。
通过动作速度的变动大幅改善轨迹精度误差
(与现有机型相比提高80%)
机器人的示教位置姿势可以3D机器人模型确认
·
可通过触摸屏画面直接操作
编程示教器规格
SP100B可内置外部2轴。
·
接地
AC200V~240V规格:根据GB T50065交流电气装置的接地设计规格,按照低压电气装置的接地进行连接。
AC380V~480V规格:根据GB T50065交流电气装置的接地设计规格,按照低压电气装置的接地进行连接。
13
S o lution
2
MOTOMAN
-
SP Series
Sol ution
2
YRC1000适用于点焊的功能
执行点焊命令时,每次打点时进行焊接板厚的检测。工件出现缺失时,以报警示意。
无需使用传感器就能够检测到工件的缺少或者2枚重叠、错误设置。
工件发生缺失或2枚重叠、设置错误时,
与正常情况进行比较,
变更接触位置(板厚)。
板厚检测功能
工件设置错误时的检测
正常时
异常时
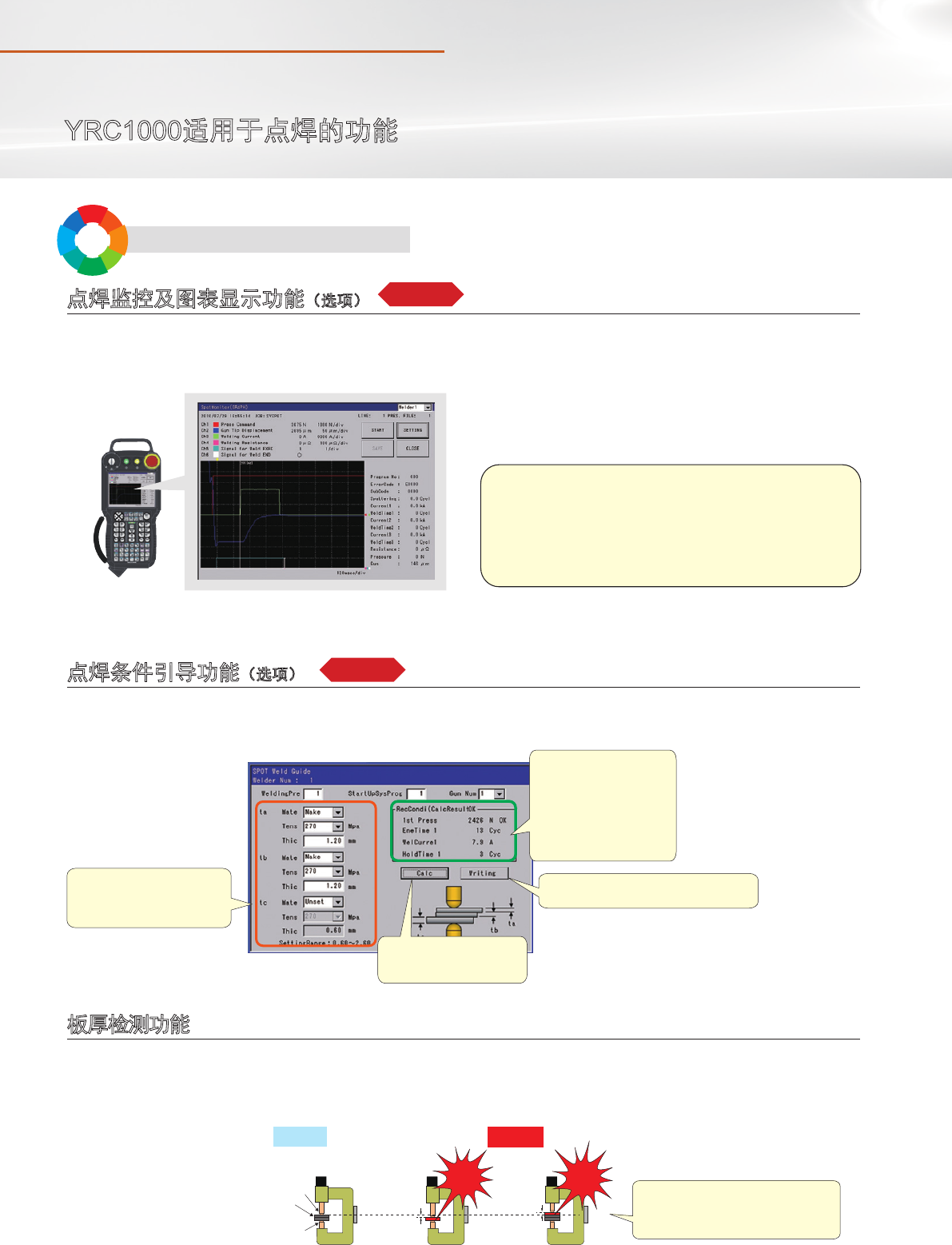
在示教器上可以以波形显示机器人的数据及焊接控制的数据,使焊接品质可视化。
点焊监控及图表显示功能(选项)
【使用场合】
·
建立生产线时确认焊接条件
·
发生打点不良时确认焊接状况
·
修正焊接条件作业时确认波形
* 本功能需要与NADEX公司的焊接控制器组合使用,详细内容请向本公司营业部门问询。
机器人数据
·
焊枪加压指令
·
焊枪轴移动量
焊接控制
焊接电流值
焊接电阻值
IO 信号
【显示项目】
NEW
YRC1000仅需输入板组条件就可以自动计算出推荐焊接条件,使加压力文件和焊接控制器的设定条件更容易。
点焊条件引导功能(选项)
NEW
提高焊接品质
客户需求
【推荐焊接条件】
·
焊枪加压力
·
通电时间
·
焊接电流
·
保持时间
按下“写入”设定推荐焊接条件
按下“计算”键
计算出推荐焊接条件
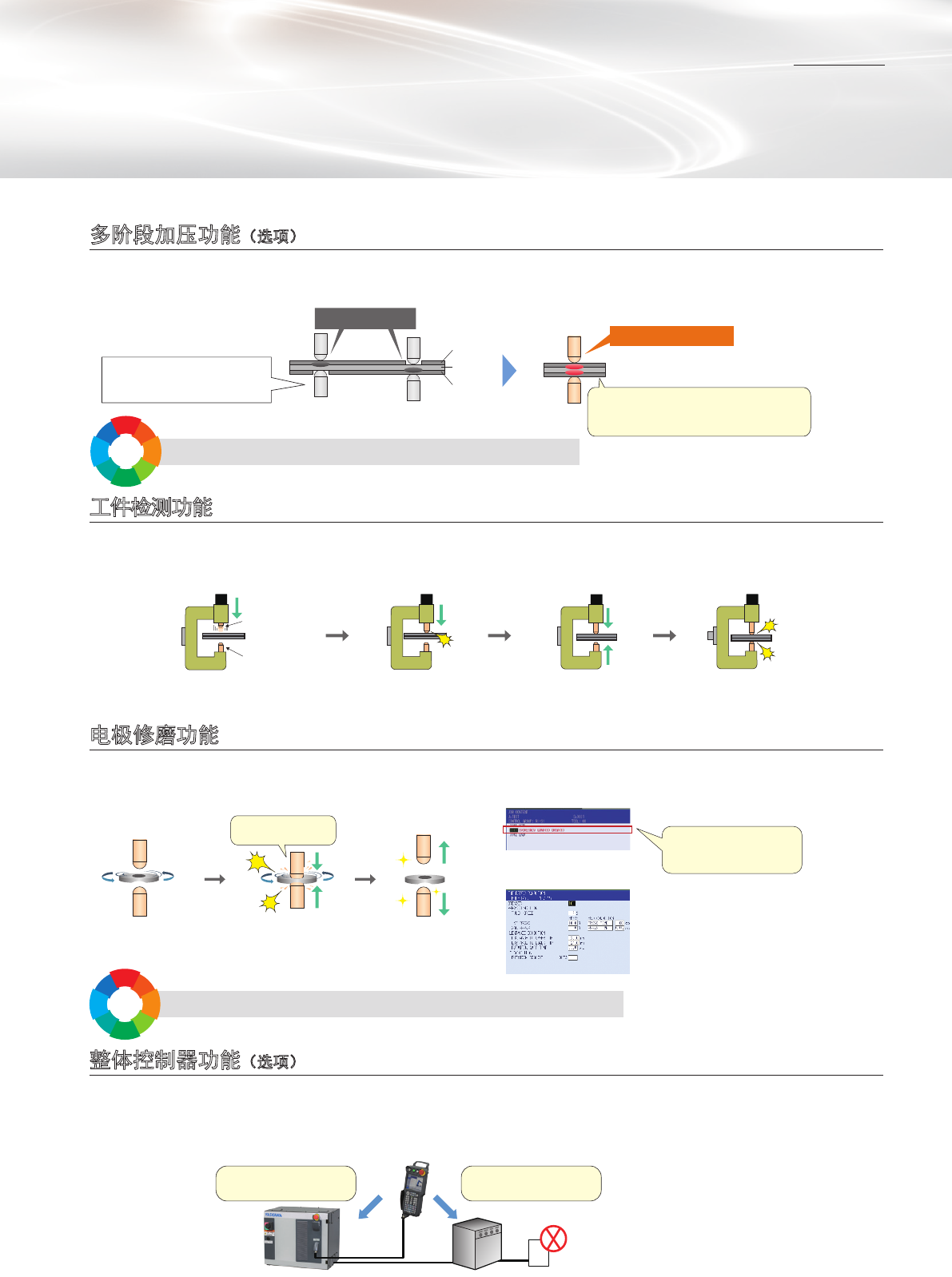
【原有方法】
【本功能】
第1枚
第2枚
第3枚
需要槽口
(
冲压模具非常昂贵
)
需要2次打点
可动侧电极帽
工件
固定侧电极帽
工件缺失
工件
(2枚重叠)
①
接近
②
加压切削
③
完成后放开
【电极修磨动作专用命令画面】
可动侧电极帽
固定侧电极帽
【设定项目】
输入板组条件
材质、张力、板厚、枚数
【电极修磨条件画面】
压力、时间、清扫量及
修磨条件,由电极修磨条件
文件进行设定管理。
*
本功能需要与NADEX公司的焊接控制器组合使用,
详细内容请向本公司营业部门问询。
·
根据控制器型号不同可能出现无法使用本功能的情况。
详细内容请向本公司营业部门问询。
·
可对板厚大的多枚进行焊接
·
无飞溅,提高焊接品质
通过使加压力和电流同步,使减少飞溅的焊接条件或多枚焊接条件的生成更容易。
多阶段加压功能(选项)
1次打点同时焊接3枚
可在看不见的状态进行焊枪固定侧电极帽与可动侧电极帽的示教。
在离开工件的位置,固定侧电极帽、可动侧电极帽自动进行动作检测工件的位置,缩短示教时间。
工件检测功能
①
开始检测
可动侧下降
②
接触工件
③
可动侧电极帽下降,
固定侧电极帽上升
④
工件检测结束
减少设备安装和维护的工数!
上下同时接触
生成了电极修磨动作的专用命令和专用设定文件。
另外,通过1点示教使示教时间缩短及上下同时接触,实现了上下切削量的安定。
电极修磨功能
无需
通常个别管理的控制器内的焊接条件(焊接电流、焊接时间)可在示教器上进行编辑。
另外,可在示教器上确认焊接的结果。无需专用基板,DeviceNet通信基板即可对应。
整体控制器功能(选项)
控制器 控制器用
编程示教器
机器人控制柜YRC 1000
可编辑焊接条件
编程示教器
提高设备安装、运行、维护的效率!
客户需求
客户需求
焊接启动条件信号
焊接结束信号
计算出的结果可以通过按键的关联操作
可编辑焊接条件
电极修磨动作专用
命令仅1行(点)
·
·
·
·
14
S o lution
2
MOTOMAN
-
SP Series
Sol ution
2
YRC1000适用于点焊的功能
执行点焊命令时,每次打点时进行焊接板厚的检测。工件出现缺失时,以报警示意。
无需使用传感器就能够检测到工件的缺少或者2枚重叠、错误设置。
工件发生缺失或2枚重叠、设置错误时,
与正常情况进行比较,
变更接触位置(板厚)。
板厚检测功能
工件设置错误时的检测
正常时
异常时
在示教器上可以以波形显示机器人的数据及焊接控制的数据,使焊接品质可视化。
点焊监控及图表显示功能(选项)
【使用场合】
·
建立生产线时确认焊接条件
·
发生打点不良时确认焊接状况
·
修正焊接条件作业时确认波形
* 本功能需要与NADEX公司的焊接控制器组合使用,详细内容请向本公司营业部门问询。
机器人数据
·
焊枪加压指令
·
焊枪轴移动量
焊接控制
焊接电流值
焊接电阻值
IO 信号
【显示项目】
NEW
YRC1000仅需输入板组条件就可以自动计算出推荐焊接条件,使加压力文件和焊接控制器的设定条件更容易。
点焊条件引导功能(选项)
NEW
提高焊接品质
客户需求
【推荐焊接条件】
·
焊枪加压力
·
通电时间
·
焊接电流
·
保持时间
按下“写入”设定推荐焊接条件
按下“计算”键
计算出推荐焊接条件
【原有方法】
【本功能】
第1枚
第2枚
第3枚
需要槽口
(
冲压模具非常昂贵
)
需要2次打点
可动侧电极帽
工件
固定侧电极帽
工件缺失
工件
(2枚重叠)
①
接近
②
加压切削
③
完成后放开
【电极修磨动作专用命令画面】
可动侧电极帽
固定侧电极帽
【设定项目】
输入板组条件
材质、张力、板厚、枚数
【电极修磨条件画面】
压力、时间、清扫量及
修磨条件,由电极修磨条件
文件进行设定管理。
*
本功能需要与NADEX公司的焊接控制器组合使用,
详细内容请向本公司营业部门问询。
·
根据控制器型号不同可能出现无法使用本功能的情况。
详细内容请向本公司营业部门问询。
·
可对板厚大的多枚进行焊接
·
无飞溅,提高焊接品质
通过使加压力和电流同步,使减少飞溅的焊接条件或多枚焊接条件的生成更容易。
多阶段加压功能(选项)
1次打点同时焊接3枚
可在看不见的状态进行焊枪固定侧电极帽与可动侧电极帽的示教。
在离开工件的位置,固定侧电极帽、可动侧电极帽自动进行动作检测工件的位置,缩短示教时间。
工件检测功能
①
开始检测
可动侧下降
②
接触工件
③
可动侧电极帽下降,
固定侧电极帽上升
④
工件检测结束
减少设备安装和维护的工数!
上下同时接触
生成了电极修磨动作的专用命令和专用设定文件。
另外,通过1点示教使示教时间缩短及上下同时接触,实现了上下切削量的安定。
电极修磨功能
无需
通常个别管理的控制器内的焊接条件(焊接电流、焊接时间)可在示教器上进行编辑。
另外,可在示教器上确认焊接的结果。无需专用基板,DeviceNet通信基板即可对应。
整体控制器功能(选项)
控制器
控制器用
编程示教器
机器人控制柜YRC 1000
可编辑焊接条件
编程示教器
提高设备安装、运行、维护的效率!
客户需求
客户需求
焊接启动条件信号
焊接结束信号
计算出的结果可以通过按键的关联操作
可编辑焊接条件
电极修磨动作专用
命令仅1行(点)
·
·
·
·
15