JM-20_QA表.pdf - 第23页
QA表 机种 1. XY校正系数的取得 ① 通过MSP设置要领书的“直角调整”,取得X Y校正系数。 治具基板的BOC标记位置与标记识别结果之差:±20μm以内 2. 检验方法 ① 进行原点复归动作。 ② 读入贴片精度检验用的生产程序,执行玻璃治具基板的BOC标记识别。 ③ 根据标记识别的结果,确认下列网状部分的值处于规格之内。 1.影响贴装精度的XY。 2.影响吸附可靠性。 1.贴装精度恶化 2.吸附可靠性降低 NO ① ② NO. …
QA表
机种
1. X轴弯曲校正系数的取得
① 通过贴片精度最后工序中的精度检验表(Excel)的计算,取得校正系数。
② 读入在MSP设置要领书的“X轴弯曲修正”中取得的值。
1.影响Y方向的贴装精度。
2.特别是同时吸附时,影响吸附可靠性。
1.贴装精度恶化
2.发生吸附异常
3.由于吸附不良,发生芯片跳起,激光异常。
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
内容
'13.02.01 新設
日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
X轴的真直
编制日期 2013/2/1
JM-20 装置名称
XY装置
确认方法及调整方法(故障处理方法)
【2】-15
QA表
机种
1. XY校正系数的取得
① 通过MSP设置要领书的“直角调整”,取得XY校正系数。
治具基板的BOC标记位置与标记识别结果之差:±20μm以内
2. 检验方法
① 进行原点复归动作。
② 读入贴片精度检验用的生产程序,执行玻璃治具基板的BOC标记识别。
③ 根据标记识别的结果,确认下列网状部分的值处于规格之内。
1.影响贴装精度的XY。
2.影响吸附可靠性。
1.贴装精度恶化
2.吸附可靠性降低
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
日期
'13.02.01
货号 品名 有关质量特性
变更履历
对象元件
预想故障(应规格调整值不良而发生的故障)
功能作用(规格调整值的意义)
№1
№2
0.00 0.00
374±0.02 0.00
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
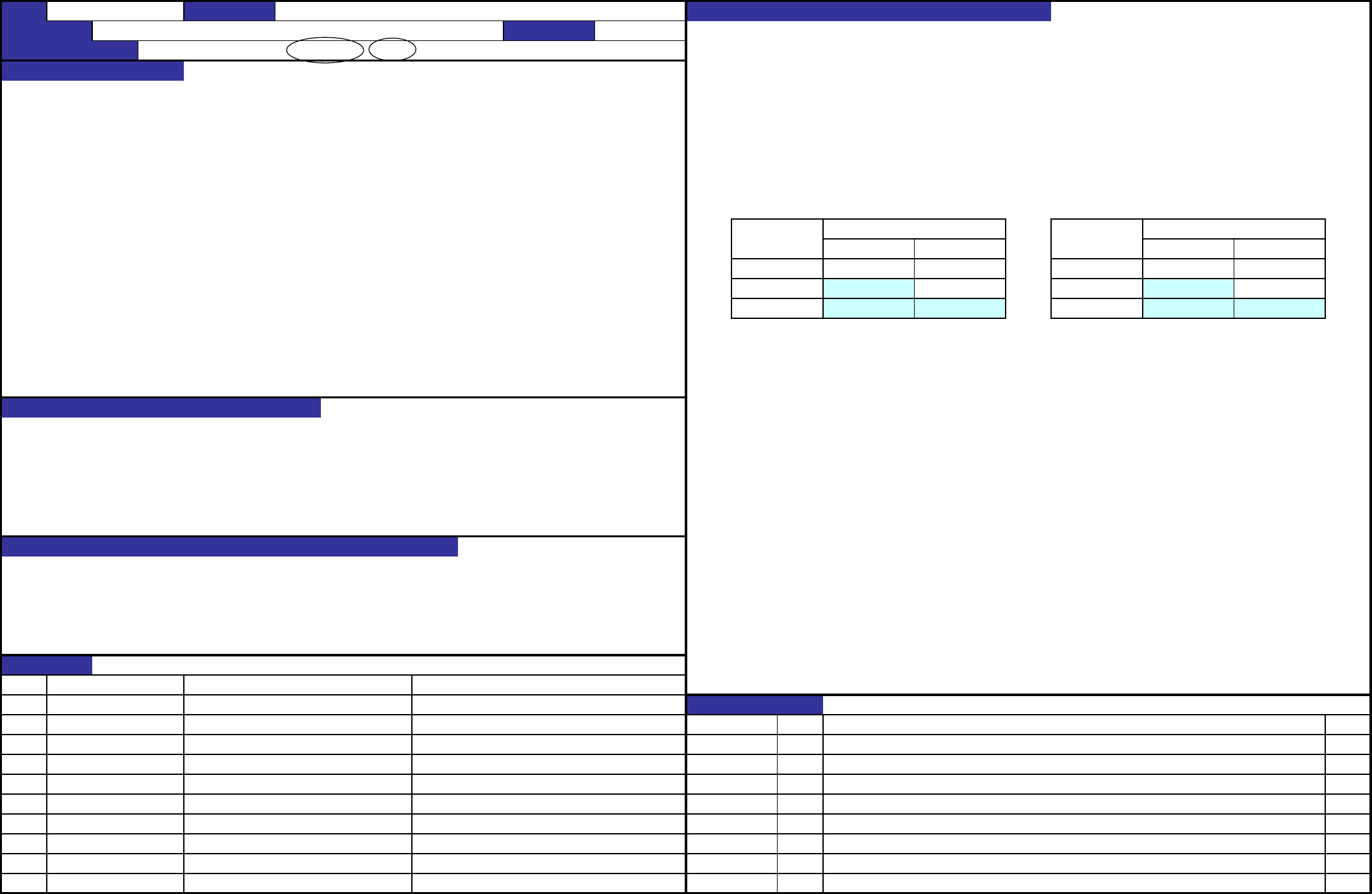
BOC校正值
L机
XY
功能名称
XY轴的修正系数
编制日期 2013/2/1
JM-20 装置名称
XY装置
确认方法及调整方法(故障处理方法)
XL机
BOC校正值
XY
№1 0.00 0.00
№2 574±0.02 0.00
№3 0±0.02 №3 0±0.02 524±0.02324±0.02
内容
新設
【2】-16
QA表
机种
确认方法
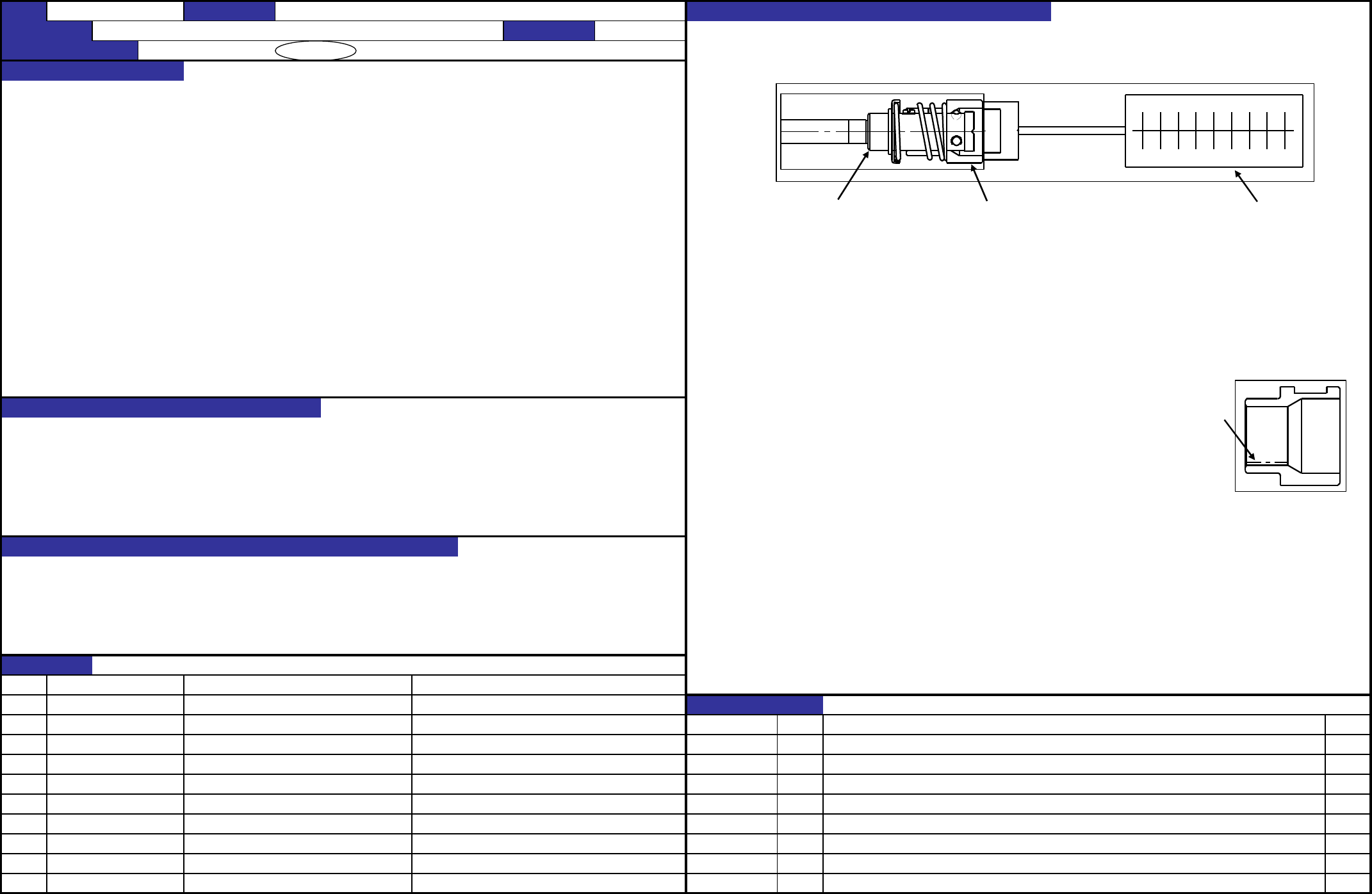
杆张力压吸嘴中心,测定吸嘴被压进时的力量。
LNC贴装头
组装后吸嘴开放应在15.68N (1.6kgf) 以下的力量下顺利移动。
Z滑动轴 吸嘴套 杆张力
故障原因
1.吸嘴套轴、吸嘴套轴IC、吸嘴套、吸嘴套SP元件不良 吸嘴套
2.润滑脂涂抹量过少。
A部
Z马达转矩,影响吸嘴更换。 调整方法
1.更换零件。
2.向吸嘴套的A部涂硅胶润滑脂(G-40M)。
发生Z马达超符合异常。
吸嘴更换异常
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JM-20 装置名称 贴装头单元(LNC贴装头) 确认方法及调整方法(故障处理方法)
功能名称 吸嘴套动作 编制日期 2013/2/1
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40044586 Z滑动轴 LNC贴装头
变更履历
内容
L151E821000 吸嘴套SP '13.02.01 新設
40046632 吸嘴套
日期
【3】-1