JM-20_QA表.pdf - 第28页
QA表 机种 确认方法 以贴装头托架安装用的2根平行销为基准,测量,(6个)的MAX-MIN。 如下图所示,应在治具吸嘴前端距贴装头托架面97.5mm的位置上测量。 调整方法 1.更换零件(贴装头支架) 2.调整后直线导轨的平行,调整贴装头支架和Z滑动架轴芯位置。 大大影响同时吸附时的吸附可靠性。 元件吸附异常 芯片跳起 LA识别异常 贴装精度恶化 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 2013/2/1 JM-2…
QA表
机种
确认方法
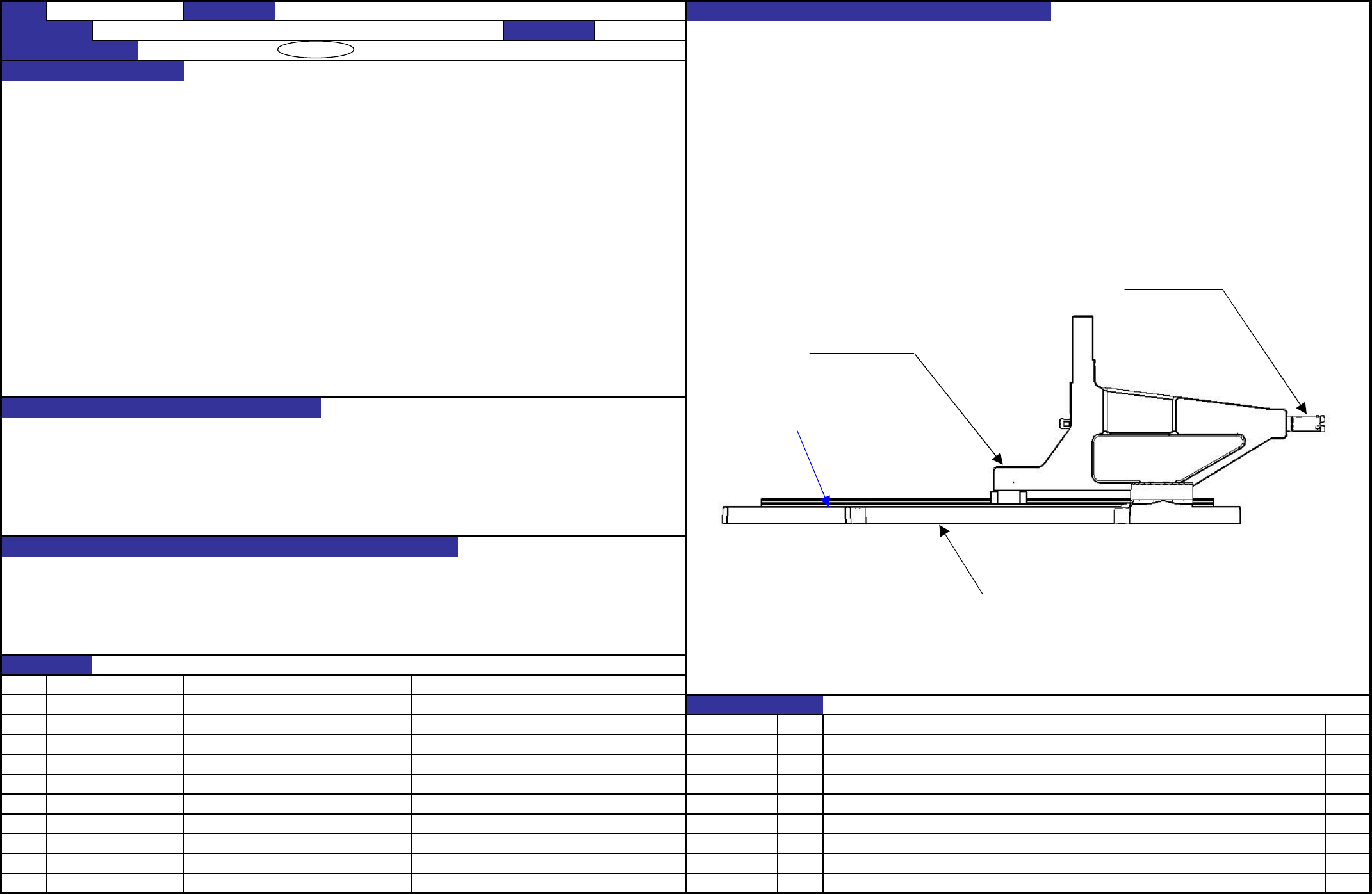
测量从贴装头托架安装面到治具轴旋转中心之间的距离,应为40±0.1mm。
6个的MAX-MIN为0.02mm以下。
Y方向球螺旋轴旋转中心 40±0.1mm (测定吸附高度) 如下图所示,应在治具轴前端距贴装头托架面73.5mm的位置上测量。
6个的MAX-MIN为0.02mm以下。
调整方法
1.更换零件(贴装头支架)
2.调整贴装头托架与直线导轨之间的垫片,使贴装头托架与Z滑动托架的轴芯高度对齐。
规
格调整值的意义)
大大影响同时吸附时的吸附可靠性。
元件吸附异常
芯片跳起
LA识别异常
贴装精度恶化 `
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JM-20 装置名称 贴装头单元 确认方法及调整方法(故障处理方法)
功能名称 Y方向轴旋转中心 编制日期 2013/2/1
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
40136760 贴装头支架
变更履历
货号 品名 有关质量特性
内容
E3029729000 导向器隔片E t=0.01mm '13.02.01 新設
E3028729000 导向器隔片D t=0.02mm
日期
对象元件
预想故障(应规格调整值不良而发生的故障)
治具轴
Z滑动架
贴装头支架安装面
隔片
【3】-4
QA表
机种
确认方法
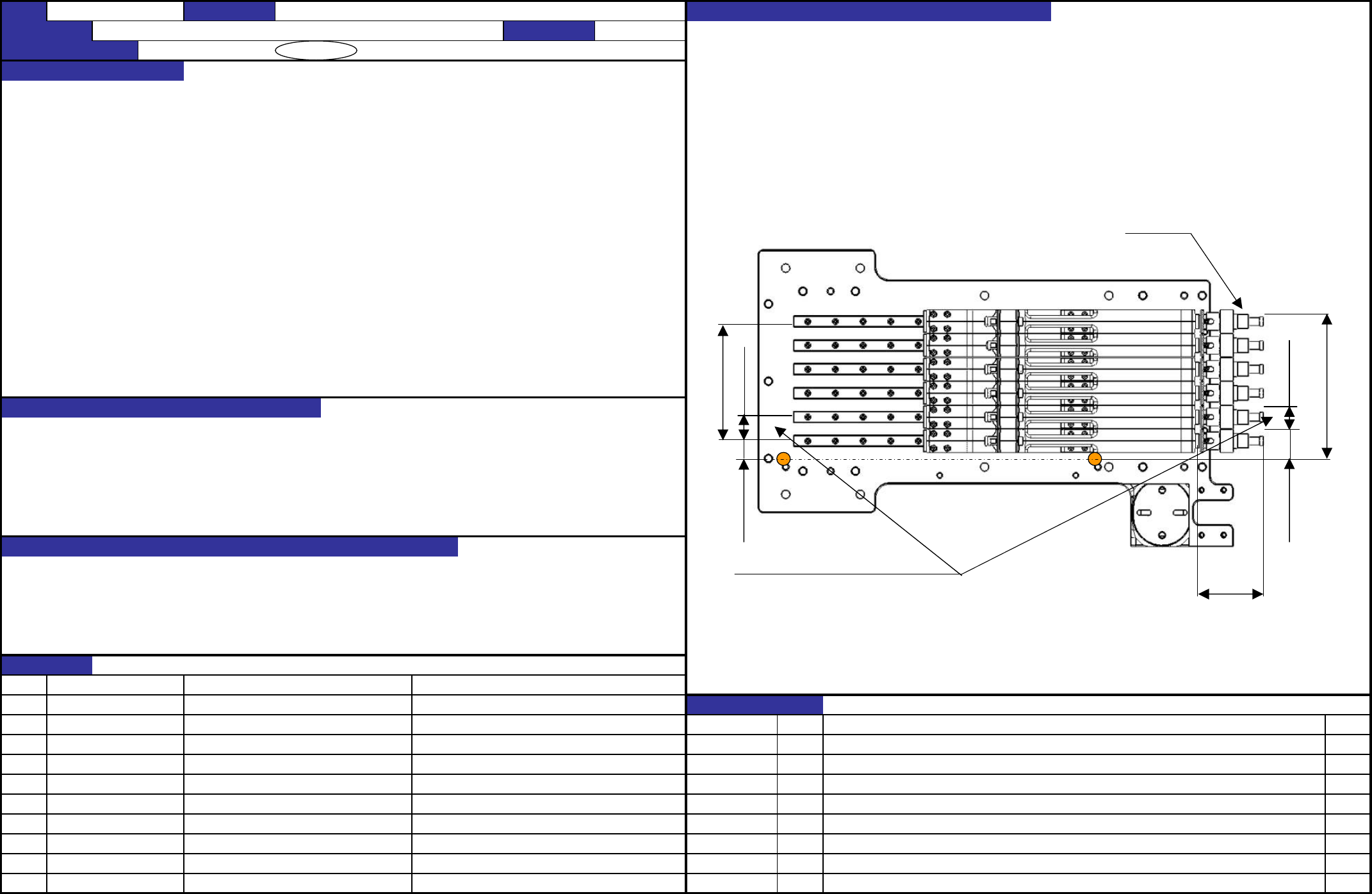
以贴装头托架安装用的2根平行销为基准,测量,(6个)的MAX-MIN。
如下图所示,应在治具吸嘴前端距贴装头托架面97.5mm的位置上测量。
调整方法
1.更换零件(贴装头支架)
2.调整后直线导轨的平行,调整贴装头支架和Z滑动架轴芯位置。
大大影响同时吸附时的吸附可靠性。
元件吸附异常
芯片跳起
LA识别异常
贴装精度恶化
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
2013/2/1
JM-20 装置名称 贴装头单元 确认方法及调整方法(故障处理方法)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
功能名称 X方向轴转动中心
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
以贴装头托架安装用的2根平行销为基准,6的MAX-MIN为0.02mm以下。
编制日期
货号 品名 有关质量特性
40136804 Z_LM GUIDE
40136760 贴装头支架
E2101998000 治具吸嘴
变更履历
日期 内容
'13.02.01 新設
治具吸嘴
(吸嘴前端基板高度位置)
17±0.01021.5±0.020
97.5
5×(17±0.010) = 85
17±0.01014.5±0.020
5×(17±0.010) = 85
各轴相互差在10μm以内
(以Z轴的振摆中心调整)
【3】-5
QA表
机种
确认方法
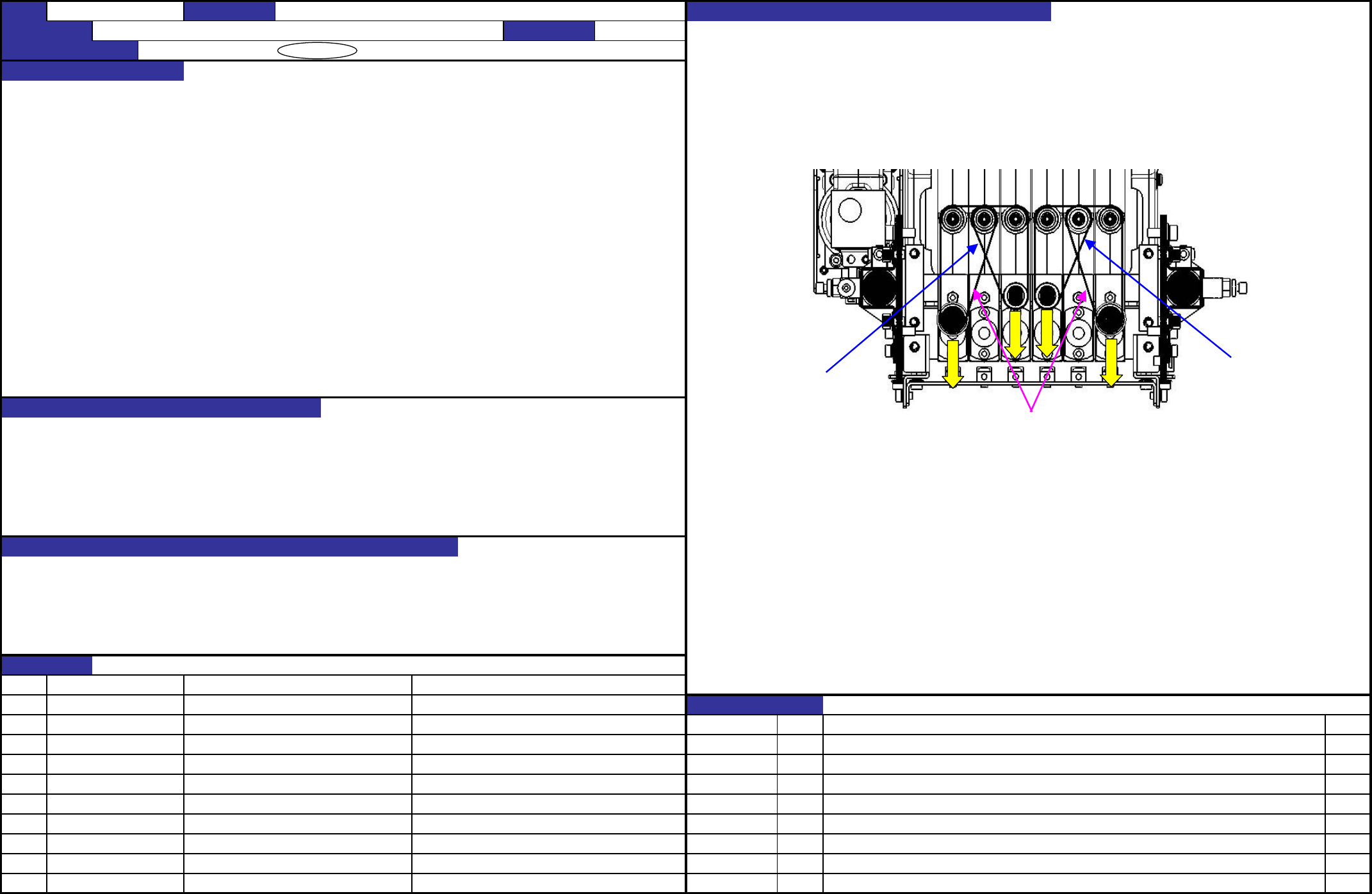
用张力测定计测定T皮带的张力。
调整方法
把同步皮带T调整到适当的张力。 把拉力棒的前端挂住T电动机皮带轮前端及T空转皮带轮前端,朝箭头方向拉,在此状态下用安装螺丝固定。
张力测定计设定值
Weight: 0.9 g/m
Width: 4.0 mm
Span: 53.6 mm (电动机侧)
42.5 mm (空转侧)
适当张力
16.6±1 N (电动机侧)
16.6±1 N (空转侧)
影响θ轴的稳定时间(稳定特定),大大影响贴装精度。
上面图
贴装精度恶化
发生电机速度振荡
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
JM-20 装置名称 贴装头单元 确认方法及调整方法(故障处理方法)
功能名称 θ皮带张力 编制日期 2013/2/1
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
40136781 T_MOT_BELT
变更履历
货号 品名 有关质量特性
内容
40136775 T_MOTOR_PULLEY '13.02.01 新設
40136782 T_TENSIONER_BELT
日期
40136798 T_IDLER_PULLEY
电动机侧Span:53.6mm
空转侧Span:42.5mm
空转侧Span:42.5mm
【3】-6