KD-2077_EPU使用说明书.pdf - 第117页
第 4 章 制作生产程序 4- 67 4.4 有关生 产 的信息 若生产模式为基 板生产, 则生产管理信息 被保存。该项可 了解生产所保 存的生产管理信 息。 4.4.1 生 产 管理信息 1) 生产管理信 息收集条 件 ① 生产模式为 基板生产 ,且为全贴片点 贴片 ② 一旦开始收集后,从下一生产开始,追加收集到上次的收集数据中。欲重新收集时, 需进行清除。 2) 生产管理信 息画面 在菜单栏中单击 「显示」 「有关生产的信 息」,选…
第 4 章 制作生产程序
4-
66
●使用服务器元件数据库时
单击“使用服务器元件 DB”左侧的单选按钮,进行勾选。
这时,所浏览的数据库会自动对生产支持系统服务器内的数据库进行浏览。
在画面上会显示生产支持系统服务器的 IP 地址及端口号。
※在 EPU 端的数据库详细内容请参见第 5 章数据库,在生产支持系统端的设置请参见生产
支持系统使用说明书。
4) 对应针种类的设置移动试胶数据
设定是否在改变针种类的同时移动试胶数据、试胶坐标。
5) 读取点胶模板时塗布条件的缺省设置
在读取点胶模板时,设置是否将读出的点胶条件作为胶粘剂种类及针种类所决定的默认值。
第 4 章 制作生产程序
4-
67
4.4
有关生产的信息
若生产模式为基板生产,则生产管理信息被保存。该项可了解生产所保存的生产管理信息。
4.4.1
生产管理信息
1) 生产管理信息收集条件
① 生产模式为基板生产,且为全贴片点贴片
② 一旦开始收集后,从下一生产开始,追加收集到上次的收集数据中。欲重新收集时,
需进行清除。
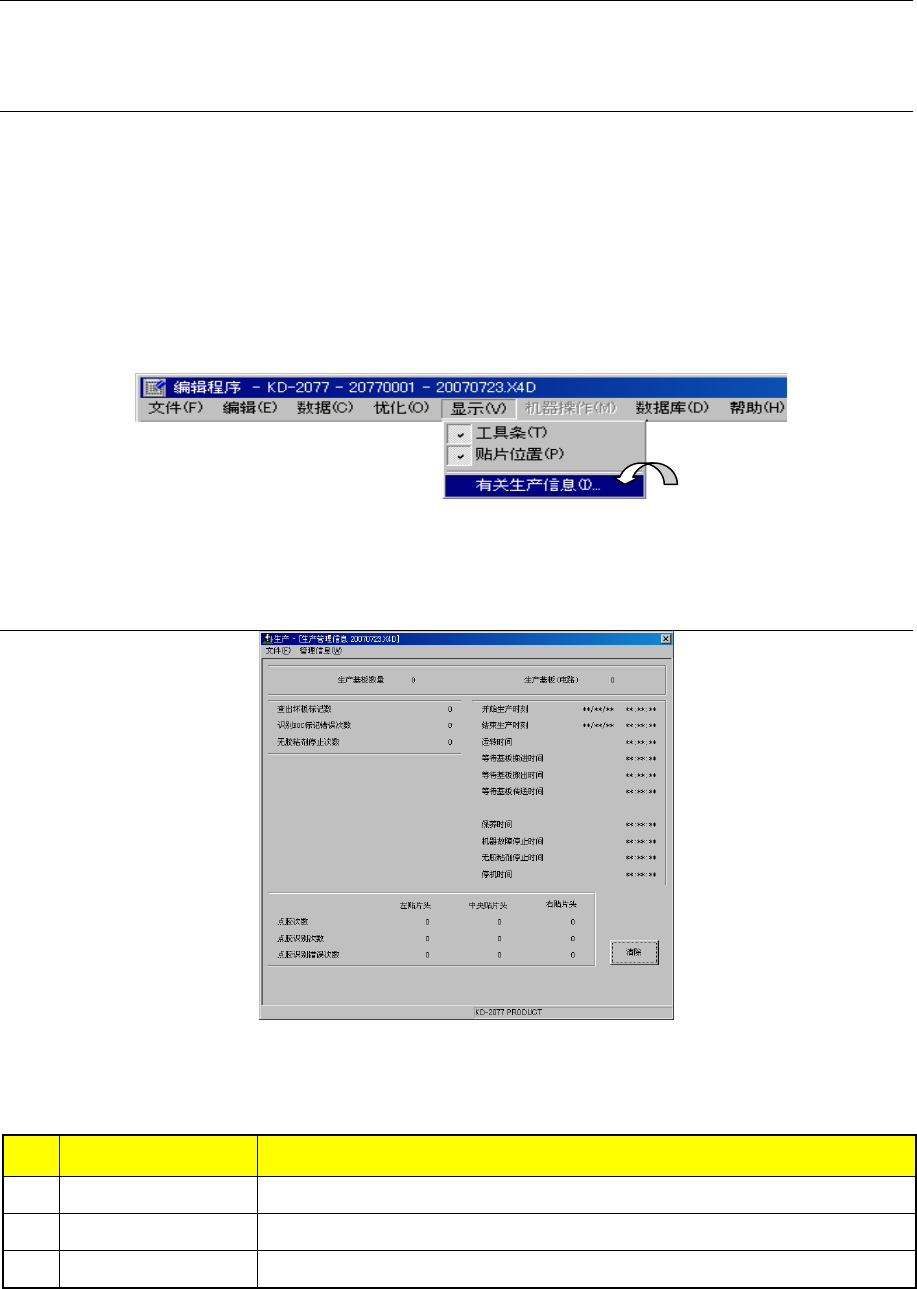
2) 生产管理信息画面
在菜单栏中单击「显示」「有关生产的信息」,选择要“参照”的生产管理信息。
图 4-4-1 生产管理信息选择菜单
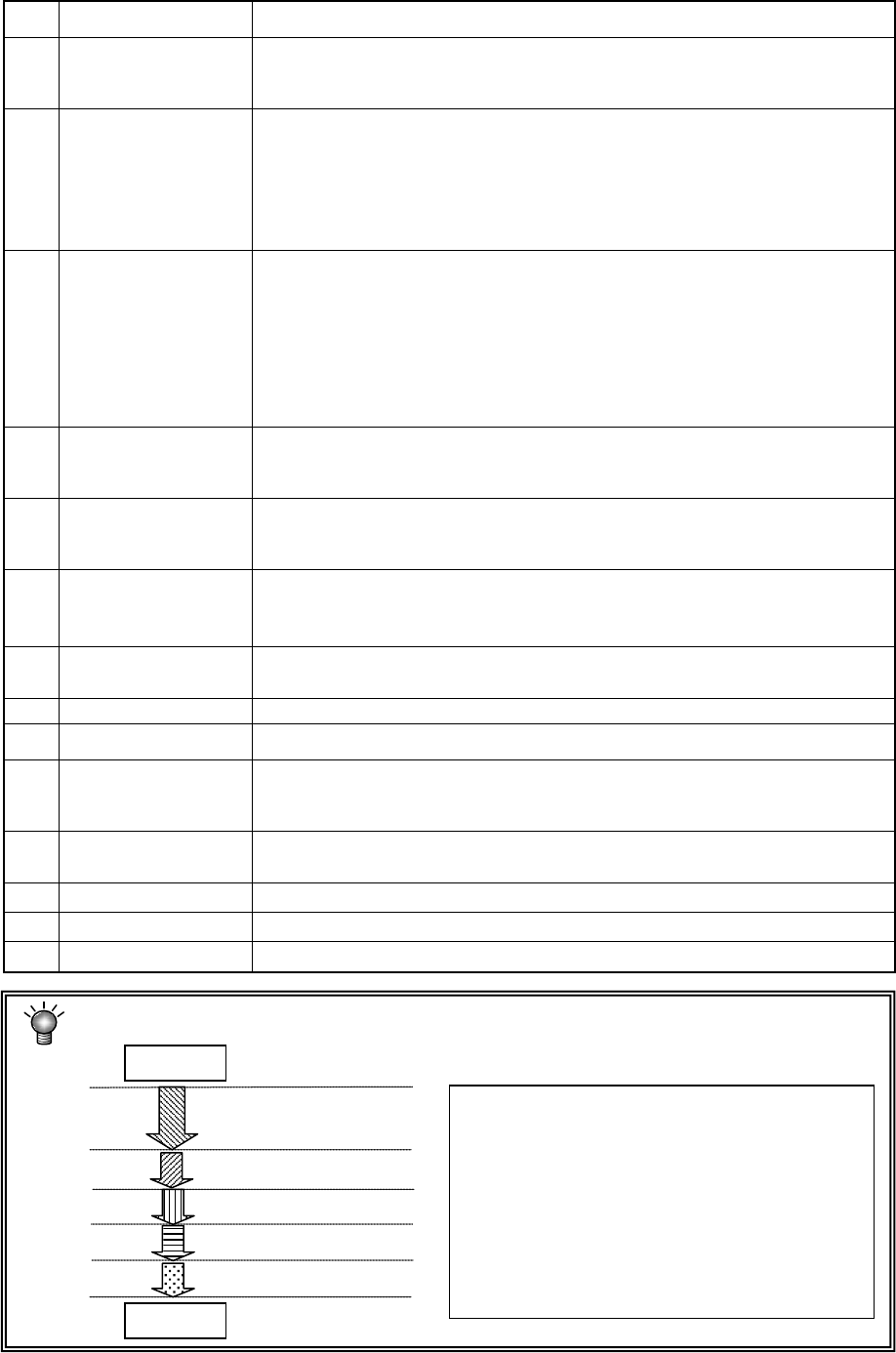
4.4.2 综合」管理信息
图 4-4-2 生产管理信息(综合)选择菜单
表 4-4-1-1-1 生产管理信息(综合)
No.
项目
内容
1
生产基板数量 最后清除生产管理信息后,生产的基板数量。(仅针对成品)
2
生产数量(电路) 生产的电路数。 (实绩数量×电路数-坏标识检测次数)
3
生产开始时刻 最后清除生产管理信息,最初开始生产的日期和时刻。
第 4 章 制作生产程序
4-
68
4
生产结束时刻 该生产程序中最后结束生产的日期和时刻。
5 运转时间
从生产开始到生产结束之间,除去基板输送等待时间的时间累计。(不包
括暂停的时间)
6
基板搬入等待时间
是从夹紧解除到 In 传感器打开的时间累计。
但是,夹紧解除时,若外缓冲器存在基板,即为搬出等待时间。并且,夹
紧解除时,若外缓冲器无基板,In 传感器或等待传感器已处于 On 状态,
则不算入搬入等待时间。此外,不包括搬入等待状态中暂停时的时间。
7
基板搬出等待时间
夹紧解除时,Out 传感器在 On 状态(Out 缓冲器有基板)下,从夹紧解除到
Out 传感器 Off(Out 缓冲器中存在的基板被搬出)的时间累计。
若夹紧解除时,Out 缓冲器无基板,则不算入搬出等待时间。
但是,最终基板,不管 Out 传感器 On 还是 Off,均算入从夹紧解除到输送
操作结束的时间。此外,不包括搬出等待状态中暂停时的时间。
8 基板输送等待时间
从基板输送操作开始到操作结束的时间累计。
但是,不包括输送操作中暂停时的时间。
9
维修保养时间
因用户要求(停止键)的暂停而停止机器的时间累计。元件保护所造成的暂
停、循环停止也为用户要求,算入维修保养时间。
10 故障停止时间
因“操作选项”→“出错时暂停”检查时的暂停,和生产无法继续进行下
去状态下的暂停、非同步现象而停止机器的时间累计。但是,暂停的主要
原因为「胶粘剂用尽」时,算入“胶粘剂用尽停止时间”。
11 胶粘剂 用尽停止时
间
胶粘剂用尽暂停造成机器停止的时间累计。
12 停止时间 维修保养时间、故障停止时间、胶粘剂用尽停止时间总和的累计。
13
坏标识检测次数 坏标识检测电路总数。
14
BOC 标识识别错误次
数
BOC 标识识别错误次数。
15 胶粘剂 用 尽 停止次
数
胶粘剂用尽停止次数。
16
点胶次数 点胶次数。
17
点胶识别次数 点胶识别次数。
18
点胶识别错误次数 点胶识别错误次数。
以下表示区别从生产开始到结束时的主要定义。
●
运转时间 → A
●
保养时间 → B
●
故障停止时间 → C+D
●
胶粘剂用尽停止时间 E
●
停止时间 → B+C+D+E
生产开始
A 生产(包括传送时间)
生产结束
B 临时停止按钮 ON
C 异常停止按钮 ON
D 发生错误(识别错误等)
E 胶粘剂用尽